Изобретение относится к ги)Д1)емно-транспортному ма |иностроению. а именно к устройствам для формиро а11ия потока сыпучих ма1ериалов на ленте коипейера ti контроля его качества, необходимого для пропедемия контроля параметров этих сыпучих материалов, например для автоматического определения зольности углей и продуктов его f)6o ган1енпя.
Необходимость (()ормироваиия обусловле на тем, что для получения достоверной информации с датчика качества сыпучего материала необходимо обеспечить определенные условия - постоянство за;1Ора между излучателем датчика и контролируемым продуктом, толщину слоя контролируемого материала не меньше определенной величины-, уьпотнение материала, ровную пОверх ность потока и т. д.
Известно устройство для формирования потока сыпучего материала на ленте конвейера и контроля его качества, содержащее ограничители ширины потока и разравнивающий нож. Полурессору из упругого листового материала, один конец которой закреплен на раме с ЕЮЗМОЖНОСТЬЮ другого конца, снабженного грузом, к потоку сыпучего материала, причем Груз связан с рамой посредством рычагов. Устройство снабжено платформой для размещения на ней датчика контроля качества сыпучего материала, один конец которой шарнирно оединен с грузом, а другой - с рамой посредством рычагов, длина которых равна длине рычагов, связывающих груз с рамой {IJ.
При работе конвейера плоскость платформы остается параллельной поверхности материала нри перемещениях по вертикали.
Однако это устройство не обеспечивает необходимых условий для надежного контроля качества продукта (зольности угольного концентрата) при значительных колебаниях толщины слоя, особенно прн наличии в этих колебаниях периодической составляющей. При движении конвейерной ленты изменения толщины слоя сыпучего материала на ней вызывают раскачивание платформы вместе с датчиком качества в вертикальHoii плоскости, возникают динамические удары платформы по материалу, нарушается степень уплотнения материала, неконтролируемым образом меняется расстояние от плоскости платформы до поверхности контролируемого материала (тыатформа с датчиком совершает «прыжки по вертикали), а сам датчик работает в условиях интенсивных толчков и ударов, в результате.чего быстро выходит из строя. Это явление не устраняется и разравнивающим ножом, стоящим перед платформой, так как слой контролируемого материа,ла при разной своей толщине в разной степени срезается этим ножом V груз вместе с платформой прова.лнвается в участки менее уплотненного материала, создавая волнообраз1(ую поверхность.
Кроме гого, в случаях, к(1гда слой магериала ниже с езаюп1еГ кромки )азравни5 ваюшего ножа, датчик качества выдает ложную информацию, обуславливая непранильf yK) работу автоматики или оператора, управ,1ЯК)|цег() режимоч работы технол(1гическо1о аппарата.
ОНаиболее близким к изобретению по достигаемому эф()екту является устройство для формирования потока сыпучего материа.la на ленте конвейера и контроля его качества, содержащее установленные на его раме V-образный юж, платфор.му с датчи5 ком контроля качества материала и разме-. шенные перед ней вертикальные пластины д.чя ограничения ширины потока J2|.
вертикальные пластины выполнен| мно|()тольной фг)рмы, что позволяет формировать orlpeдeлenн(JЙ высоты поток материала перед постугыеннем его под нож.
когда слой материала оказывается ниже кромки разравнивак)1лего ножа, датчик контрсхтя качества выдаст ложную информацию.
5 . Целью изобретения является повышение эффект ивн(К-тн работы устройства путем обеспечения бо.тее точного и надежного контроля качества сыпучего материала.
Цель достигается тем, что в устройстве
0 для формирования потока сыпучего материала на .ленте конвейера и контро.чя его качества, содержащем установленные на его раме V-образный нож, платформу с датчиком контроля качества материала и размешенные перед ней вертикальные пластины
5 для ограничения ширины потока, V-образный нг)ж выполнен с днищем, расположенным наклонно в сторону движения ленты, а рама снабжена конечным выключателем, при это.м V-образный нож подвешен на раме
Q п|)и помощи шарнира с возможностью поворота его и взаимодействия-с конечным выключате.тем.
На фиг. I изображено устройство для формирования потока сыпучего материала на ленте конвейера и контроля его качества,
5 вид сбоку; на фиг. 2 -- то же, вид сверху. Устройство для формирования потока сыпучего материала 1 на ленте 2 конвейера и контроля его качества содержит две вертикальные пластины 3 для ограничения ширины потока, четыре регулирующие штанги 4, закрепленные на раме конвейера зажи.мами, а с пластинами 3 сочлененные шарнирами 5. Разравнивающий нож 6, выполненный в виде -образного ле.меха, закреплен на раме 7 посредством шарнира 8. На одной из боко5 вин разравнивающего ножа имеется рычаг 9, установленный таким образом, что в мо.мент прижатия разравнивающего ножа к упору 10 этот рычаг нажимает на рычаг концевого выключателя I.
Платформа 12 с датчиком 13 качества сыпучего материала установлена за разравнивающим ножом таким образом, что корпус последнего по ширине и по высоте полностью прикрывает платформу с датчиком от потока контролируемого материала.
Нижняя грань днища 14 разравнивающего ножа установлена над лентой конвейера на высоте Н, равной необходимой толщине слоя материала.
Устройство работает следующим образом.
В процессе движения материала между пластинами 3 происходит суживание и подъем потока сыпучего материала I над средней частью ленты 2 конвейера. Затем сформированный таким образом поток попадает под разравнивающий нож 6, благодаря скошенному днищу 14 которого происходит уплотнение материала, выравнивание его поверхности и срезание потока на заданную величину, определяемую высотой Н установки разравнивающего ножа 6. Этим же потоком сам разравнивающий нож 6 прижимается к упору 10, фиксирующему.его вертикальное положение.
Под излучателем датчика 13 качества, установленного непосредственно за разравнивающим ножом 6, проходит постоянный по высоте слой контролируемого материала с ровной горизонтальной поверхностью. Постоянство толщины слоя под излучателем датчика 13 качества обеспечивается при любых изменениях мощности потока в сторону
увеличения от среднего. При очень 6o.)iiiH увеличениях мощности потока разравнивающий нож б выполняет роль щита, защищающего платформу 12 с датчиком 13 от меха5 нических повреждений потоком материа.а 1. Для этого разравнивающий нож 6 выполнен достаточно высоким и щироким. Благодаря наличию пластин 3 обеспечивается постоянство толщины слоя под излучателем датчиQ ка 13 качества и при значительных отклонениях мощности потока сыпучего материала в сторону уменьшения от среднего. В случаях совсем малого количества контролируемого материала 1 или при полном его исчезновении разравнивающий нож 6 под
5 своим весом отклоняется вперед от вертикального положения, поворачиваясь в шарнире 8, на котором он подвещен и который смещен во отношению к центру тяжести ножа 6. При этом рычаг 9 концевого выключателя 11 освобождается и происходит отключение автоматики или подается сигнал о недостоверности информации, поступающей в это время из датчика 13 качества сыпучего материала I. В качестье концевого выключателя II может быть использован
5 также геркон или другой его бесконтактный вариант.
Предлагаемое устройство для формирования ПОТОКИ сыпучего материала надежно и эффективно в работе. Оно позволяет более точно контролировать качество сыпучего
материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1980 |
|
SU882889A1 |
| Устройство для формирования и контроля качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU994374A1 |
| Устройство контроля качества потока сыпучего материала на ленте конвейера | 1987 |
|
SU1490056A1 |
| Устройство для контроля качества транспортируемого ленточным конвейером сыпучего материала | 1983 |
|
SU1105418A1 |
| Устройство для измерения зольности угля на ленте конвейера | 1981 |
|
SU967925A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1986 |
|
SU1435512A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1979 |
|
SU856939A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1977 |
|
SU679490A2 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1985 |
|
SU1266815A2 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1975 |
|
SU569497A1 |

УСТРОЙСТВО ДЛЯ ФОР/ИНРОВЛИИЯ ПОТОКА СЫПУЧР.ГО .МАТЕРИАЛА ИА ЛРГГГГ. КОНВНИЕРА И КОНТРОЛЯ F.rO КАЧЕСТВА, содержащее установлеин :е на его раме У-образный нож, платформу с датчиком контроля качества материала и размещенные перед ней вертикальные пластины для ограниче11ия HJHpiuibi потока, отличающееся тем, что, с целью повышения эффективности работы устройства путем обеспечения более точного и надежного контроля качества сыпучего материала, V-образиый нож выполнен с днищем, расположенным наклонно в сторону движения ленты, а рама снабжена конечным выключателем, при этом V-образный нож подвешен на раме при HOMOHUI шарнира с возможностью поворота его и взаимодействия с конечным выключателем. О) С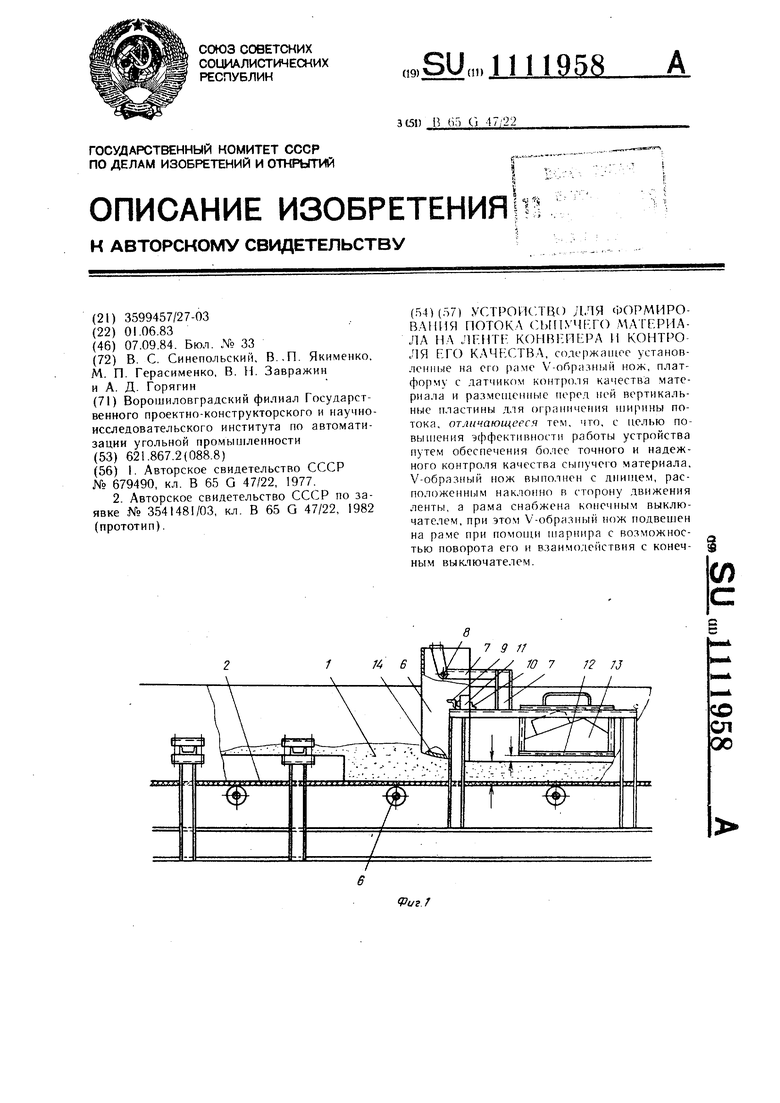
| I | |||
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1977 |
|
SU679490A2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
