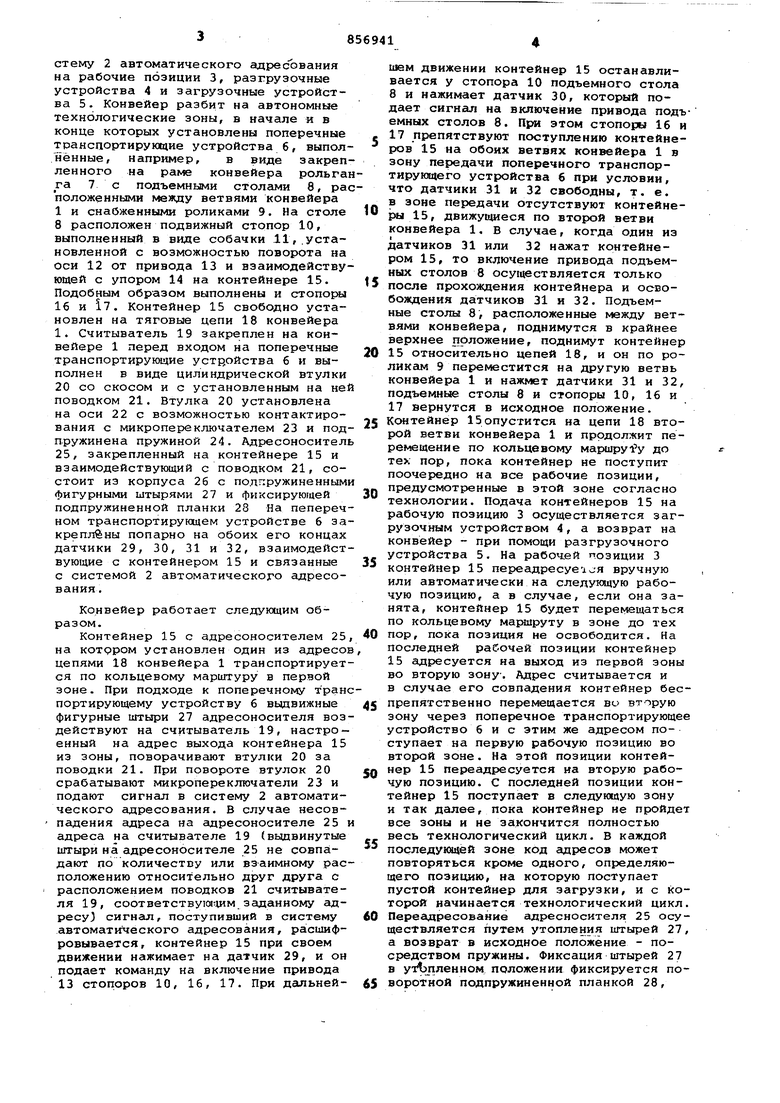
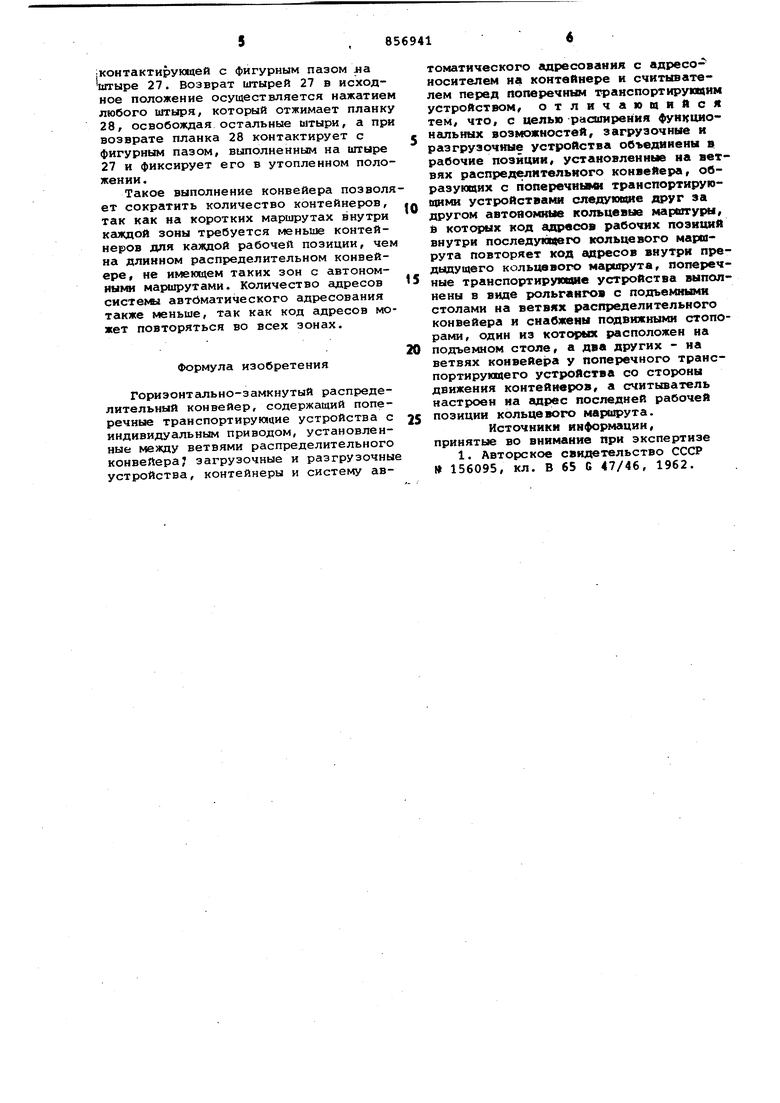
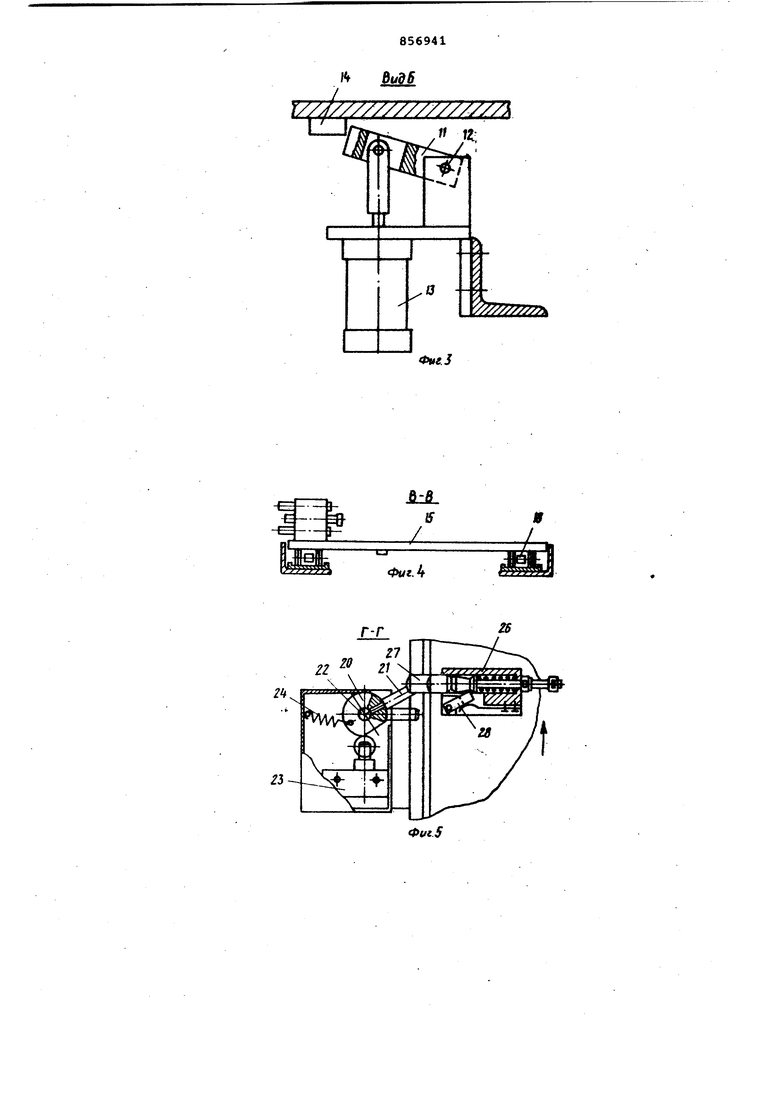
Изобретение относится к промьшшен ному транспорту, а именно к конвейер с автоматическим адресованием издели на рабочие позиции. Известен горизонтально-замкнутый распределительны: конвейер, содержащий поперечные транспортирующие устройства с индивидальным приводом, ус тановленные между ветвями распределительного конвейера, загрузочные и разгрузочные устройства, контейнеры и систему автоматическо1;о адресования с гшресоносителем на контейнере и считывателем перед поперечным тран портирующим устройством l. Недостатком известного конвейера является то, что для обеспечения ритмичной работы каждой, рабочей пози ции необходимо иметь большой запас контейнеров на конвейере и, чем боль ше его длина и количество адресов, тем больше необходим задел на конвей ере и тем больше адресов в системе автоматического адресования, все это ограничивает функциональные возможности конвейера. Цель изобретения - расширение фун циональных возможностей. Поставленная цель достигается тем что загрузочные и разгрузочные устройства объединены в рабочие позиции, установленные на ветвях распределительного конвейера, образующих с поперечными транспортирующими устройствами следующие друг за другом автономные кольцевые маршруты, в KOTOJMJX код адресов рабочих позиций внутри последующего кольцевого маршрута повторяет код адресов внутри предыдущего кольцевого маршрута, поперечные транспортирующие устройства выполнены в внде рольгангов с подъемными столами на ветвях распределительного конвейера и снабжены подвижными стопорами, один из которых расположен на подъемном столе, а два других - на ветвях конвейера у поперечного транспортирующего устройства со стороны движения контейнеров, а считыватель настроен на адрес последней рабочей позиции кольцевого маршрута. На фиг. 1 изображен конвейер, общий вид; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - вид Б на фиг. 2} на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - схема управления поперечным транспортирующим устройством. Конвейер 1 включает приводную и натяжную станции не показаны, снстему 2 автоматического адресования на рабочие позиции 3, разгрузочные устройства 4 и загрузочные устройства 5. Конвейер разбит на автономные технологические зоны, в начале и в конце которых установлены поперечные транспортирующие устройства 6, выполнённые, например, в виде закрепленного на раме конвейера рольганга 7 с подъемными столами 8, расположенными между ветвями конвейера 1 и снабженными роликами 9. На столе 8 расположен подвижный стопор 10, выполненный в виде собачки 11,.установленной с возможностью поворота на оси 12 от привода 13 и взаимодействующей с упором 14 на контейнере 15. Подобным образом выполнены и стопоры 16 и i. Контейнер 15 свободно установлен на тяговые цепи 18 конвейера 1. Считыватель 19 закреплен на конвейере 1 перед входом на поперечные транспортирующие устройства 6 и выполнен в виде цилиндрической втулки 20 со скосом и с установленным на ней поводком 21. Втулка 20 установлена на оси 22 с возможностью контактирования с микропереключателем 23 и подпружинена пружиной 24. Адресоноситель 25, закрепленный на контейнере 15 и взаимодействующий с поводком 21, состоит из корпуса 26 с подпружиненными фигурными штырями 27 и фиксирующей подпружиненной планки 28 На пеперечном транспортирующем устройстве 6 закреплены попарно на обоих его концах датчики 29, 30, 31 и 32, взаимодействующие с контейнером 15 и связанные с системой 2 автоматического адресования.
Конвейер работает следующим образом.
Контейнер 15 с адресоносителем 25, на котором установлен один из адресов цепями 18 конвейера 1 транспортируется по кольцевому марштуру в первой зоне. При подходе к поперечному транспортирующему устройству 6 выдвижные фигурные штыри 27 адресоносителя воздействуют на считыватель 19, настроенный на адрес выхода контейнера 15 из зоны, поворачивают втулки 20 за поводки 21. При повороте втулок 20 срабатывают микропереключатели 23 и подают сигнал в систему 2 автоматического адресования. В случае несовпадения адреса на адресоносителе 25 и адреса на считывателе 19 (вьщвинутые штыри на адресоносителе 25 не совпадают по количеству или вз-аимному расположению относительно друг друга с расположением поводков 21 считывателя 19, соответствуга дим. заданному адресуЗ сигнал, поступивший в систему автоматического адресования, расишфровывается, контейнер 15 при своем движении нажимает на датчик 29, и он подает команду на включение привода 13 стопоров 10, 16, 17. При дальнейшем движении контейнер 15 останавливается у стопора 10 подъемного стола 8 и нажимает датчик 30, который подает сигнал на включение привода подъемных столов 8. При этом стопоры 16 и 17 препятствуют поступлению контейнеров 15 на обоих ветвях конвейера 1 в зону передачи поперечного транспортирующего устройства 6 при условии, что датчики 31 и 32 свободны, т. е. в зоне передачи отсутствуют контейнеры 15, движущиеся по второй ветви конвейера 1, в случае, когда один из датчиков 31 или 32 нажат контейнером 15, то включение привода подъемных столов 8 осуществляется только после прохождения контейнера и оевобождения датчиков 31 и 32. Подъемные столы 8, расположенные между ветвями конвейера, поднимутся в крайнее верхнее положение, поднимут контейнер 15 относительно цепей 18, и он по роликам 9 переместится на другую ветвь конвейера 1 и нажмет датчики 31 и 32, подъемные столы 8 и стопоры 10, 16 и 17 вернутся в исходное положение. Контейнер 15 опустится на цепи 18 второй ветви конвейера 1 и продолжит перемещение по кольцевому маршруту до тех пор, пока контейнер не поступит поочередно на все рабочие позиции, предусмотренные в этой зоне согласно технологии. Подача контейнеров 15 на рабочую позицию 3 осуществляется загрузочным устройством 4, а возврат на конвейер - при помощи разгрузочного устройства 5. На рабоч.ей позиции 3 контейнер 15 переадресуемоя вручную или автоматически на следующую рабочую позицию, а в случае, если она занята, контейнер 15 будет перемещаться по кольцевому маряируту в зоне до тех пор, пока позиция не освободится. На последней рабочей позиции контейнер 15 адресуется на выход из первой зоны во вторую зону. Адрес считывается и в случае его совпадения контейнер беспрепятственно перемещается во вторую зону через поперечное транспортирующе устройство бис этим же адресом поступает на первую рабочую позицию во второй зоне. На этой позиции контейнер 15 переадресуется на вторую рабочую позицию. С последней позиции контейнер 15 поступает в следующую зону и так далее, пока контейнер не пройде все зоны и не закончится полностью весь технологический цикл. В каждой последующей зоне код адресов может повторяться кроме одного, определяющего ПОЭИЩ1Ю, на которую поступает пустой контейнер для загрузки, и с которой начинается технологический цикл Переадресование адресносителя 25 осуществляется путем утопления штырей 27 а возврат в исходное положение - посредством пружины. Фиксация штырей 27 в уЛшленном положении фиксируется поворотной подпружиненной планкой 28, контактирующей с фигурным пазом на штыре 27. Возврат штырей 27 в исходное положение осуществляется нажатием любого штыря, который отжимает планку 28, освобождая остальные штыри, а при возврате планка 28 контактирует с фигурным пазом, вьтолненным на штыре 27 и фиксирует его в утопленном положении. Такое выполнение конвейера позволя ет сократить количество контейнеров, так как на коротких маршрутах внутри каждой зоны требуется меньше контейнеров для каждой рабочей позиции, чем на длинном распределительном конвейере, не имеющем таких зон с автономtmvM маршрутами. Количество адресов систеквы автбматического адресования также меньше, так как код адресов мо жет повторяться во всех зонах. Формула изобретения Горизонтально-замкнутый распределительный конвейер, содержащий поперечные транспортирующие устройства с индивидуальным приводом, установленные между ветвями распределительного конвейера загрузочные и разгрузочные устройства, контейнеры и систему автоматического адресования с адресоносителем иа контейнере и считывателем перед поперечным транспортируицнм устройством, отличающийся тем, что, с целью расширения функциональных возможностей, загрузочные и разгрузочные устройства объединены в рабочие позиции, установленные на аетвях распределительного конвейера, образующих с поперечяым транспортирующими устройствами следующие друг за другом автояомные кольцевые марштуры, в которых код адресов рабочих позиций внутри последумцего кольцевого маршрута повторяет код адресов внутри предыдущего кольцевого маршрута, поперечные транспортиру1011а1е устройства выполнены в виде рольгаигов с подъемными столами на ветвях распределительного конвейера и снабжены подвижными стопорами, один из которых расположен на подъемном столе, а два других - на ветвях конвейера у поперечного транспортирующего устройства со стороны движения контейнеров, а считыватель настроен иа адрес последней рабочей позиции кольцевого маршрута. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 156095, кл. В 65 G 47/46, 1962.
IV дидб
I
1 //4//////////////77
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Способ сборки изделий | 1985 |
|
SU1298034A1 |
| Считыватель устройства адресования для многокабинного конвейера | 1977 |
|
SU946132A1 |
| ЛИНИЯ НАБОРА НОСЫЛОВ ПЕЧАТИ В ГАЗЕТНО- ЖУРНАЛЬНЫХ ЭКСПЕДИЦИЯХ | 1972 |
|
SU341540A1 |
| Устройство адресования груза дляРАСпРЕдЕлиТЕльНыХ КОНВЕйЕРОВ САВТОМАТичЕСКОй ОТпРАВКОй гРузАи НАбОРОМ АдРЕСА СлЕдующЕйТЕХНОлОгичЕСКОй ОпЕРАции | 1978 |
|
SU806568A1 |
| Тележечный конвейер | 1979 |
|
SU806557A1 |
| Устройство адресования для подвесного конвейера | 1980 |
|
SU874529A1 |
| Устройство для автоматического адресования объектов | 1976 |
|
SU587059A1 |
| Устройство для адресования штучных грузов | 1978 |
|
SU768720A1 |


JBLiflL tf
/
ФиеЛ
