Изобретение относится к машиностроению н может быть использовано в несинхронных сборочных линиях.
Целью изобретения является расширение технологических возможностей за счет концентрации сборочных операций с малым операционным временем на одной позиции и упрощения трассы движения спутников по линии.
На фиг. 1 изображена сборочная линия, обш.ий вид; на фиг. 2 - разрез А-А на фиг. 1.
Сборочная линия включает горизонтально замкнутый конвейер 1, образованный транспортерами 2 и 3, связанными тюпе- речными транспортирующими устройствами
Все остальные станки, имеющие другие адреса, пропускают спутник 18 беспрепятственно. После выполнения всех сборочных операций, запланированных с данным адресом, спутник 18 с изделием поступает вновь
на первую контрольно-подготовительную позицию 17 сборки. Сборщик устанавливает следующие детали и задает новый адрес спутнику. Спутник 18 с изделием проходит второй раз кольцевой маршрут и по мере
10 продвижения по MapujpyTy в работу включаются соответствующие новому заданному адресу сборочные устройства, например 7, 9 и 11, и спутник снова поступает на первую позицию 17, где сборщик устанавливает следующие соответствующие детали, за4-6. Вдоль транспортеров 2 и 3 установ- 5 дает необходимый адрес и спутник с изде- лены сборочные устройства 7-13, манипуляторы 14-16, контрольно-подготовительная и ручной сборки позиция 17., на транспортерах 2 и 3 установлены спутники 18, выполненные в виде прямоугольной плиты 19 ,. контролирует сборку изделия и, если изделием проходит снова кольцевой маршрут, на котором работают станки, соответствующие этому адресу, например 15 и 12, и вновь поступает на позицию 17. Сборщик
с элементами для базирования и закрепления изделия. Система автоматического адресования выполнена в виде адресоноси- теля 20 на каждом спутнике 18 и считывателей 21, установленных на автоматичестие соответствует всем параметрам, то сборщик задает новый адрес на съем изделия с линии. Спутник 18 с готовым изделием подходит к манипулятору 14, считыватель 21 считывает адрес и манипулятор 14
ких сборочных устройствах 7-13, перед по- 25 снимает изделие со спутника 18 и устанав- перечным транспортирующим устройством 5ливает на накопитель 25. Пустой спутник 18
и перед манипуляторами 14 и 15. На позиции 17 установлен задатчик 22 адреса с пультом 23 оператора для ввода адреса. Для подачи базовых деталей на линию и
проходит дальше по кольцевому марщруту, беспрепятственно проходит поперечное транспортирующее устройство 5 по транспортеру 3 в зону накопления пустых спутников для
для выдачи готовых изделий установлены на- 30 повторной нагрузки базовой деталью маникопители 24 и 25. Вдоль линии установлены датчики 26-38, контролирующие прохождение спутников 18 по линии.
Для осуществления способа сборки линия работает следующим образо.м.
Манипулятором 16 базовая деталь из на- 33 копителя 24 устанавливается на спутник 18 и он поступает на первую контрольно- подготовительную позицию 17 сборки. На этой позиции рабочий устанавливает на базовую деталь необходимые по технологи- ческому процессу детали и при помощи пульта 23 задает первый адрес адресоно- сителю 20 спутника 18. Спутник 8 начинает движение по кольцевому марштуру, образованному транспортером 2, устройс1- Бом 4, транспортером 3 и устройством 5. 45 По технологическому процессу сборки необходима, например, работа сборочных устройств 8, 10 и 13. При подходе к ним спутника 18 его адресоноситель 20 воздействует на считыватель 21, установленный перед каждым сборочным устройством, спутник 18 ос- SO танавливается и выполняется соответствующая сборочная операция.
пулятором 16. Манипулятор 16 загружает спутник и подает на перзую загрузочно- контрольную рабочую позицию 17 и цикл повторяется.
Формула, изобретения
Способ сборки изделий на автоматизированных несинхронных сборочных линиях, заключающийся в установке базовых деталей на спутники, которым задается адрес, перемещении спутников по замкнутому конвейеру к сборочным позициям, в том числе ручным, на которых выполняются сборочные операции в соответствии с технологическим процессо.м и переадресование спутников, и выгрузке собранного изделия, отличающийся тем, что, с целью расширения технологических возможностей, все операции ручной сборки я адресования спутников выполняют на первой сборочной позиции, причем после прохождения спутников по всему замкнутому конвейеру осуш.ествляют переадресование спутников на позиции ручной сборки.
Все остальные станки, имеющие другие адреса, пропускают спутник 18 беспрепятственно. После выполнения всех сборочных операций, запланированных с данным адресом, спутник 18 с изделием поступает вновь
на первую контрольно-подготовительную позицию 17 сборки. Сборщик устанавливает следующие детали и задает новый адрес спутнику. Спутник 18 с изделием проходит второй раз кольцевой маршрут и по мере
продвижения по MapujpyTy в работу включаются соответствующие новому заданному адресу сборочные устройства, например 7, 9 и 11, и спутник снова поступает на первую позицию 17, где сборщик устанавливает следующие соответствующие детали, задает необходимый адрес и спутник с изде- контролирует сборку изделия и, если издедает необходимый адрес и спутник с изде- контролирует сборку изделия и, если изделием проходит снова кольцевой маршрут, на котором работают станки, соответствующие этому адресу, например 15 и 12, и вновь поступает на позицию 17. Сборщик
тие соответствует всем параметрам, то сборщик задает новый адрес на съем изделия с линии. Спутник 18 с готовым изделием подходит к манипулятору 14, считыватель 21 считывает адрес и манипулятор 14
снимает изделие со спутника 18 и устанав- ливает на накопитель 25. Пустой спутник 18
проходит дальше по кольцевому марщруту, беспрепятственно проходит поперечное транспортирующее устройство 5 по транспортеру 3 в зону накопления пустых спутников для
повторной нагрузки базовой деталью манипулятором 16. Манипулятор 16 загружает спутник и подает на перзую загрузочно- контрольную рабочую позицию 17 и цикл повторяется.
Формула, изобретения
Способ сборки изделий на автоматизированных несинхронных сборочных линиях, заключающийся в установке базовых деталей на спутники, которым задается адрес, перемещении спутников по замкнутому конвейеру к сборочным позициям, в том числе ручным, на которых выполняются сборочные операции в соответствии с технологическим процессо.м и переадресование спутников, и выгрузке собранного изделия, отличающийся тем, что, с целью расширения технологических возможностей, все операции ручной сборки я адресования спутников выполняют на первой сборочной позиции, причем после прохождения спутников по всему замкнутому конвейеру осуш.ествляют переадресование спутников на позиции ручной сборки.
19
/
иъ.г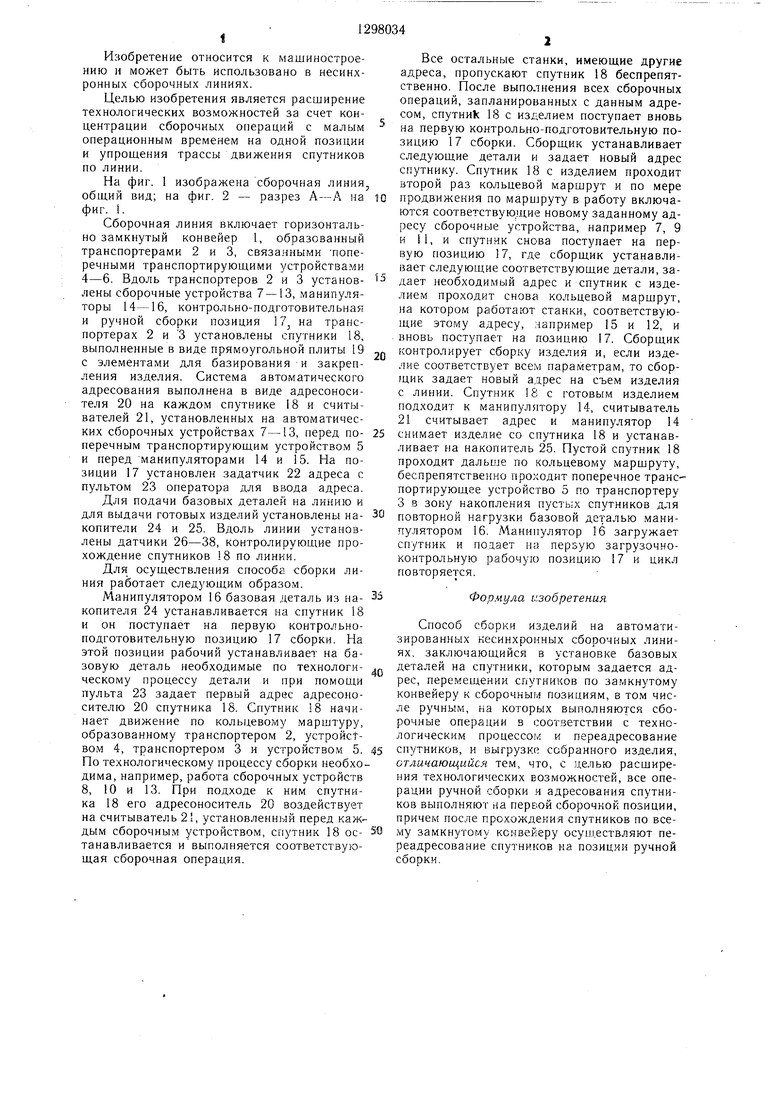
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортная система несинхронной сборочной линии спутникового типа | 1981 |
|
SU956242A1 |
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Сборочная ячейка гибкой сборочной спутниковой линии | 1984 |
|
SU1342694A1 |
| Горизонтально-замкнутый распределительный конвейер | 1979 |
|
SU856941A1 |
| Способ автоматического адресования спутников | 1986 |
|
SU1425048A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Автоматическая поточная линия дляСбОРКи НАРучНыХ чАСОВ | 1976 |
|
SU798685A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПОДСБОРКИ ШАССИ И ЕГО СТЫКОВКИ И СБОРКИ С КУЗОВОМ АВТОМОБИЛЯ | 2000 |
|
RU2175928C1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
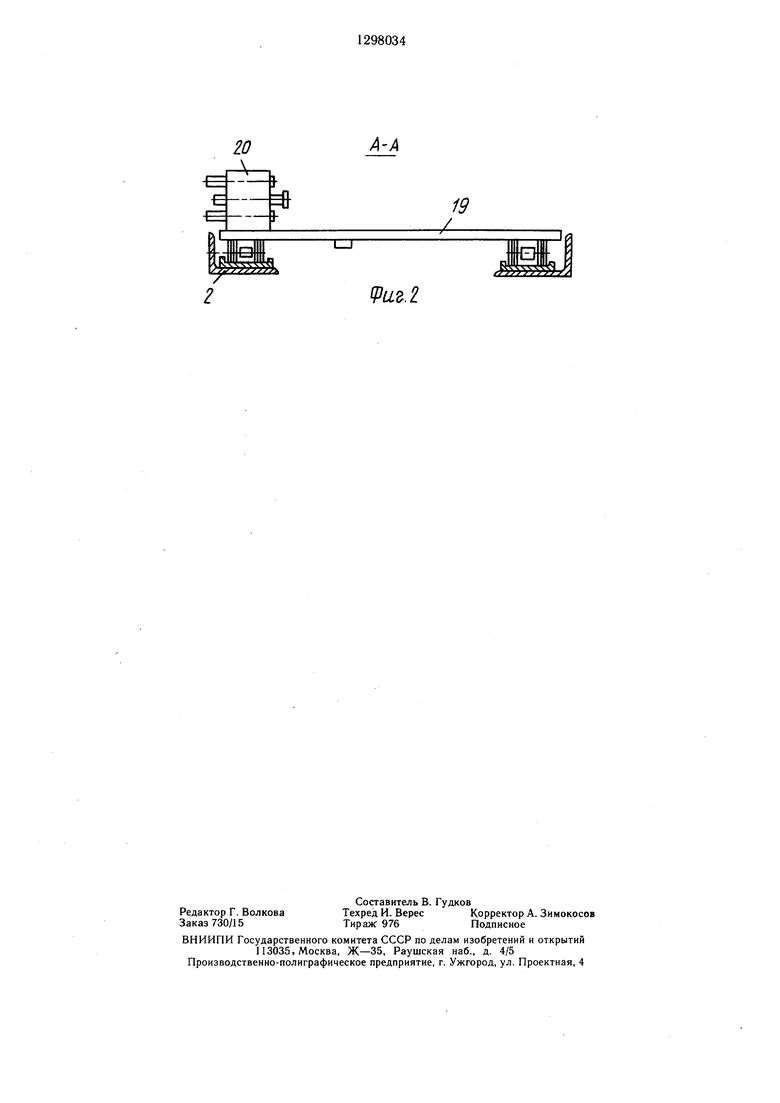
Изобретение относится к машиностроению и имеет целью расширение технологических возможностей за счет концентрации технологических операций с малым операционным временем на одной позиции и упрощения трассы движения спутников по линии. После загрузки базовой детали манипулятором 16 на спутник 18 он поступает на позицию ручной сборки 17, где ему задается адрес. Далее спутник 18 движется по замкнутому конвейеру 1, останавливаясь только у сборочных устройств, адрес которых совпадает с адресом спутника 18. Придя вновь на позицию 17, спутник 18 переадресовывается и продолжает кольцевое движение, останавливаясь у других сборочных устройств. После завершения сборки на позиции 17 спутник 18 адресуется на разгрузку, направляется к .манипулятору 14, который снимает с него собранное изделие, а пустой спутник 18 движется на позицию загрузки. 2 ил. / 233 3 10 J // П , 37 }ff I / / - / /Jf I У / ю со 00 о со 4 / 27 2S 2
Составитель В. Гудков
Техред И. ВересКорректор А. Зимокосов
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Сборочная линия | 1983 |
|
SU1121127A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
