У/Х/ /х-///
.
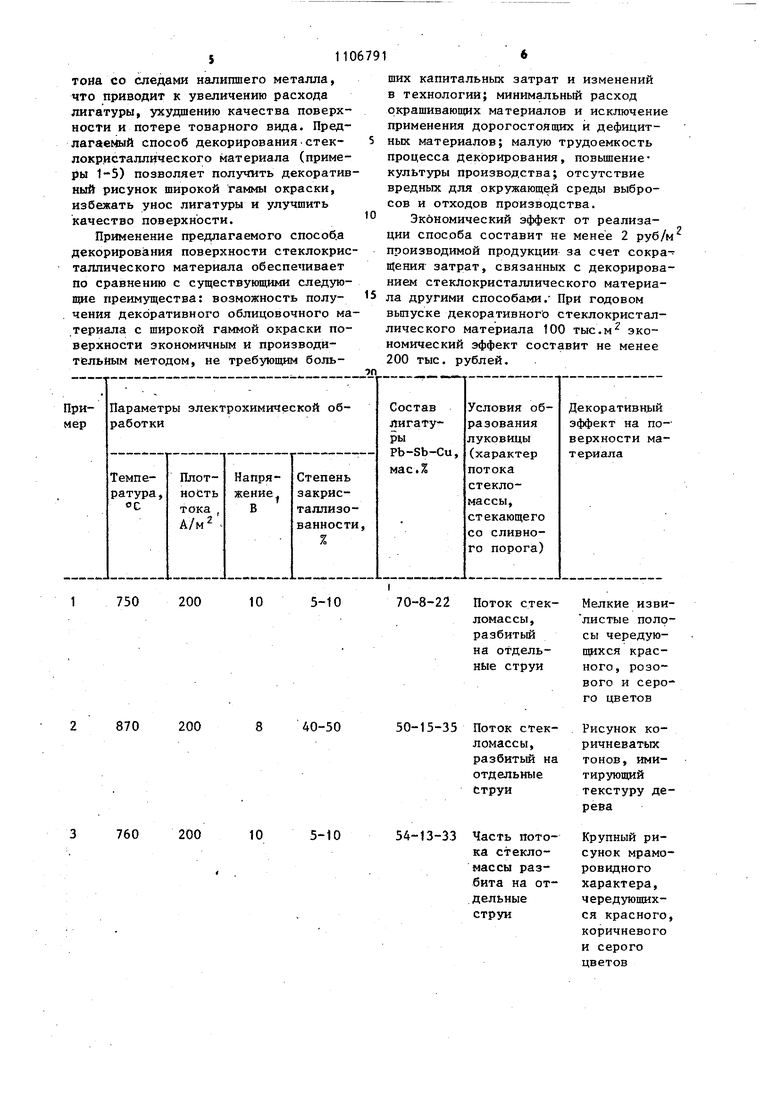
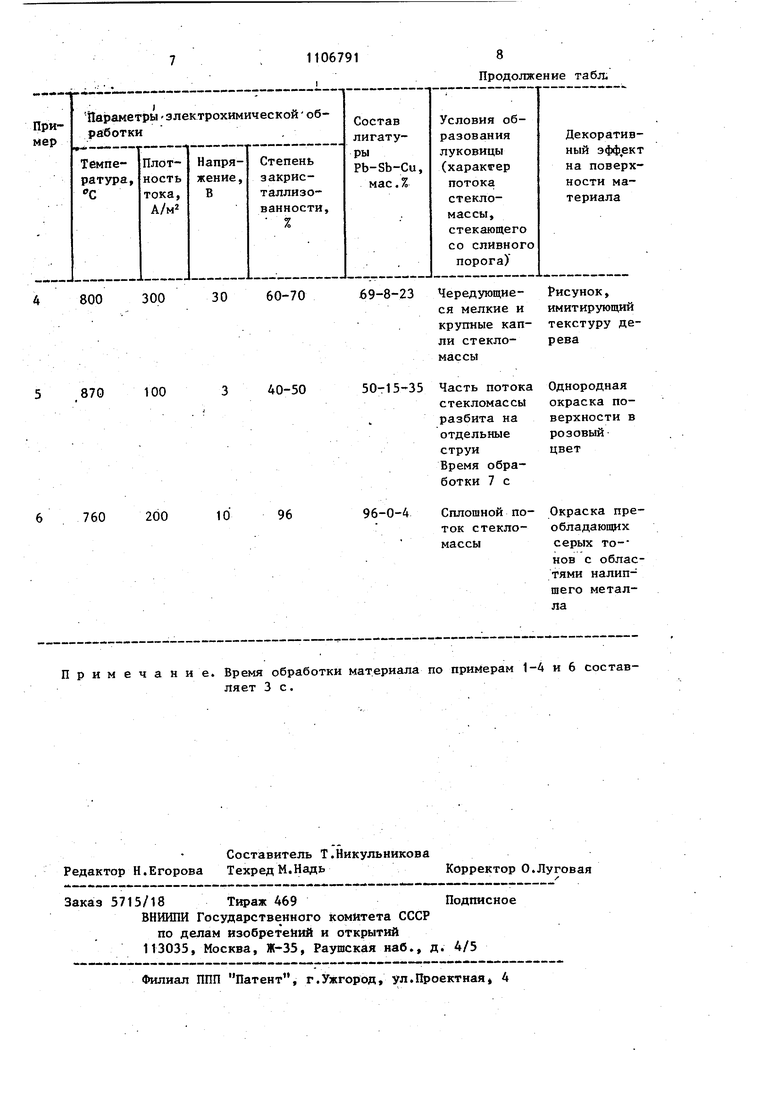
Изобретение относится к стекольной промьшшенности, в частности к . способам получения строительных обли цовочных материалов, и может быть использовано в производстве стеклокристаллических плиток на основе металлургических шлаков с декпрированной поверхностью. Известен способ получения декоративного узорчатого стекла методом электрохимического окрашивания с при менением фигурных электродов и питания установки импульсами постоянного тока прямоугольной формы. При этом., получается стекло с узорчатой поверх ностью, причем рисунок узора соответ ствует геометрической форме электрода, а также периоду повторения и дли тельности прямоугольных электричес. ких иьшульсов от блока питания установки, tlj. Недостатками этого способ.а являются применение фигурных электродов, изготовление которых представляет собой трудоемкий процесс, сопровождающийся потерей значительного количества металла, сложность обслуживания фигурных электродов в процессе их эксплуатации (обеспечение равномерной запрайкой распЛава электроПро водного материала при обработке стек ла, затруднения при чистке электрода перед повторным его применением), невозможность получения на поверхнос ти рисунка непериодической формы, имитирующего текстуру Природных деко ративных материалов. Наиболее близким к предлагаемому является способ изготовления листово го стекла путем его формования на по верхности расплавленного металла с Одновременной электрохимической обра боткой его верхней поверхности расплавленным электропроводньм материалом, причем процесс ионного обмена регулируют за счет пропускания через систему расплавленный электропроводный материал-стеклр-расплавленный ме талл электрического тока. В качестве расплавленного электропроводного материала используют металлы; олово, свинец, висмут, их сйлавы, сплавы одного из них с редкоземельными металлами, металлами платиновой групйы, литием, натрием, калием, цинком, медью и другими металлами С2 1 , Недостатками известного способа являются невозможность его применения ДЛЯ: получения на поверхности стеклокристаллического материала качественного декоративного покрытия, имитирующего рисунок текстуры природных декоративных материалов, невозможность получения декоративного материала с рисунком широкой цветовой гаммы, применение-дорогостоящих дефицитных материалов, таких как редкоземельные металлы и металлы платиновой группы. Целью Изобретения является обеспе-. чение- получения стеклокристаллического материала с декоративным покрытием, имитирующим рисунок природных материалов. Поставленная цель достигается тем, что по способу получения.облицовочного материала путем формования ленты стекла на поверхности расплавленного металла и электрохимической обработки верхней поверхности ленты расплавленным э.лектропроводным материалом, стекломассу на формование в про.катные валь подают несколькими струями, а электрохимическую обработку ведут расплавленным материалом, содержащим, мас.%: Свинец 50-70 Сурьма 8-15 Медь22-35 На чертеже приведена схема декорирования поверхности стеклокристаллического материала в ходе его производства. Схема включает выработочную зону ванной стекловаренной печи 1, сливной порог 2, прокатную машину 3, йанну-кристаллизатор 4, наполненную расплавленным металлом 5, по поверхности которого движется лента кристаллизующегося стекла 6. В ванне-кристаллизаторе над поверхностью ленты стекла расположен ограничительный элемент 7, удерживающий силами смачивания расплавленный электропроводный материал (лигатуру) 8. Ограничительный элемент подключают к по-ложительному выводу источника 9 постоянного тока, а расплавленный металл - к отрицательному. Стекломасса 10 стекает со сливного порога потоком 11, характер которого можно регулировать, формируя его из разного количества струй, и образует на нижнем валу 12 прокатной машины предварительную зону формования ленты стекла - луковицу 13, из которой непосредственно 3 . .11 формуется лента стекла. В результате струйного образования луковицы 13 в ее объеме возникают области стекломассы, неоднородные по своим свойствам, в том числе и электрическим. Вследствие высокой вязкости расплава шлакового стекла и относительно высокой скорости его охлаждения при прокатке области стекломассы с неодинаковыми свойствами сохраняются и после формования ленты на прока ной машине, что приводит к дифференциации электрических свойств отформованной ленты по ее площади. При .этом области с различными электрическими свойствами хаотически перемешаны и образзгют текстуру материала, которая соответствует характеру струйного потока стекломассы со слив ного порога, т.е. величине и количес ву составляюв{их его струй. Далее в процессе электрохимической обработки ленты кристаллизующегося стекла происходит проявление полученной текстуры материала проникающими под действием внешнего электрического поля окрашивающими компонентами лига туры, которые распределяются в поверхностных слоях декорируемого мате риала в соответствии с расположением областей различной электропроводноетн. При этом декоративный эффект поверхностного узора зависит от степени закристаллизованности материала, которую он имеет,во время электрохимической обработки, так как в процес се кристаллизации стекла меняются его электрофизические свойства. В евою очередь, величина степени заквисталлизованности возрастает по мере передвижения ленты в ванне-крис таллизаторе и во.время прохождения стадии электрохимической обработки может принимать значения в пределах 5-70%. Нижний предел значения степени закристаллизованности обусловлен конструкцией линии производства и ходом технологического процесса полу чения листового стеклокристаллйческого материала, а верхний - электрическими свойствами закристаллизованного материала, т.е. снижением удель ной электропроводности до предела, при котором процесс электрохимическо обработки поверхности практически не возможен. Состав лигатуры выбран исходя из возможности получения желаемого деко ративного оттенка, качественного окрашивания поверхности материала, доступности и дешевизны ее компонентов. Окрашивание материала в ходе электрохимической обработки в данном случае происходит, в основном, за счет меди, содержание которой в лигатуре составляет 22-35 мас.% и определяется ее растворением в смеси свинца с сурьмой при, температуре проведения процесса окрашивания. Так, например, при соотношении свинца и сурьмы в массовых долях 9:1 при 760°С в этой смеси растворяется 2,2 мас;ч. меди. Содержание свинца в лигатуре не должно превышать 70%, так как происходит ун.ос лигатуры вследствие ее прилипания к поверхности обрабатываемого стеклокристаллического материала, в результате чего ухудшается качество окрашиваемой поверхности. В соответствии с этим содержание сурьмы должно быть не менее 8 мас.%. Увеличение содержания сурьмы более 15% приводит к расслаиванию расплава лигатуры и увеличивает его стоимость. Способ осуществляют следующим об- разом. Проводят электрохимическую обработку поверхности кристаллизующегося материала состава АБ-12, отформованного прокатной машиной из луковицы, образованной регулируемым потоком стекаемой со сливного порога стекломассы. В качестве расплавленного электропроводного материала используют лигатуру, состоящую, мас.%Т свинец 50-70; сурьма 8-15; медь 22-35.Температура обработки составляет 750870 С, плотность электрического тока 1007900 А/м при напряжении 2,5-100 В. Скорость движения ленты обрабатываемого материала 40-60 м/ч. Электрохимическую обработку проводят в зонах ванны-кристаллизатора, в которых веичина степени закристаллизованности атериала составляет 5-70%. В результате получают облицовочный стеклокристаллический материал с декорированной поверхностью, имитирующей текстуру природных декоративных материалов. Режимы получения декоративного рисунка на поверхности ленты материала показаны в таблице. В результате обработки поверхности стеклокристаллического материала по известному способу поверхность окрашивается преимущественно в серые
тона со следами налипшего металла, что приводит к увеличению расхода лигатуры, ухудшению качества поверхности и потере товарного вида. Предлагаемый способ декорированиястеклокристаллического материала (примеры 1-5) позволяет получить декоративный рисунок широкой гаммы окраски, избежать унос лигатуры и улучшить качество поверхности.
Применение предлагаемого способ.а декорирования поверхности стеклокристаллического материала обеспечивает по сравнению с существующими следующие преимущества: возможность получения декоративного облицовочного материала с широкой гаммой окраски поверхности экономичным и производительным методом, не требующим больших капитальных затрат и изменений в технологии; минимальный расход окрашивающих материалов и исключение применения дорогостоящих и дефицитных материалов; малую трудоемкость процесса декорирования, повьш1ение культуры производства; отсутствие вредных для окружающей среды выбросов и отходов производства.
Экономический эффект от реализации способа составит не менее 2 руб/м производимой продукции за счет сокращения затрат, связанных с декорированием стеклокристалпического материала другими способами.- При годовом выпуске декоративного стеклокристаллического материала 100 тыс.м экономический эффект составит не менее 200 тыс. рублей.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛЕНТЫ ЛИСТОВОГО СТЕКЛА | 1995 |
|
RU2104974C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА "МЕТЕЛИЦА-СУПЕР" | 1996 |
|
RU2096359C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНОГО МАТЕРИАЛА "МАРСИТ" | 1992 |
|
RU2032632C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 1991 |
|
RU2026834C1 |
| Способ изготовления декоративной ленты стекла | 1981 |
|
SU1011568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА | 1998 |
|
RU2144518C1 |
| Способ изготовления декоративно-облицовочного материала | 1987 |
|
SU1454791A1 |
| Устройство для формования ленты стекла | 1979 |
|
SU857019A1 |
| Способ изготовления декоративной ленты стекла | 1980 |
|
SU876558A1 |
СПОСОБ ПОЛУЧЕНИЯ ОБЛИЦОВОЧНОГО МАТЕРИАЛА путем формования ленты стекла на поверхности расплавленного металла и электрохимической обработки верхней поверхности ленты расплавленным электропроводным материалом, отличающийся тем, что, с целью обеспечения получения стеклокристаллического материала с декоративным покрытием, имитирующим рисунок природных материалов, стекломассу на формование в прокатные валы подают несколькими струями, .а электрохимическую обработку ведут расплавленным материалом, содержащим, мае.%: 50-70 Свинец (/) 8-15 Сурьма 22-35 Медь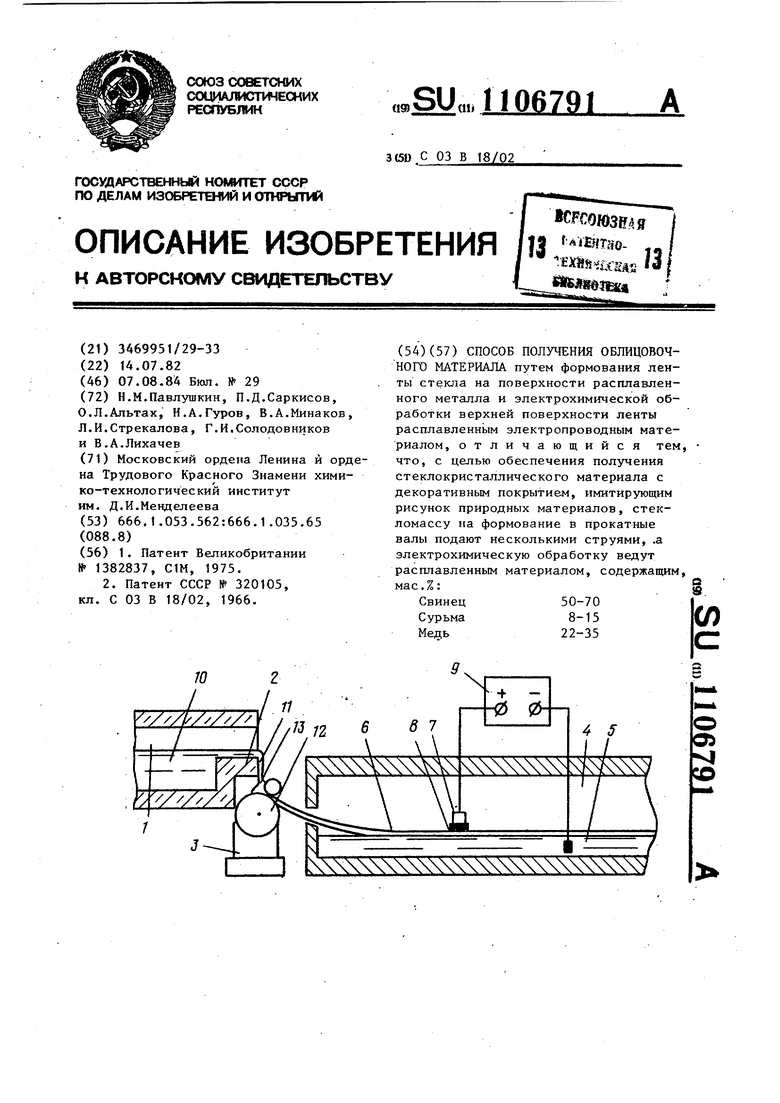
1 750 200
5-10
10
2 870 200
8 40-50
3 760 200
5-10
10
0-8-22
Поток стекМелкие извилистые пололомассы, разбитый сы чередуюна отдельшцхся красные струи ного, розового и серого цветов
0-15-35
Поток стекРисунок коломассы, ричневатых разбитый на тонов, имитирующийотдельные Струи текстуру дерева
4-13-33
Часть потоКрупный рика стеклосунок мрамомассы разровидногобита на отхарактера, дельные чередующихструися красного, коричневого и серого цветов
60-70
30
300
800
40-50
100
870
96
10
200
760 Время обработки Примечание. ляет 3с.
Чередующие-Рисунок,
ся мелкие иимитирующий крупные кап-текстуру дели стекло-рева массы
Часть потокаОднородная
стекломассы
окраска поразбита на верхности в розовый отдельные цвет струи
Время обработки 7 с
6-0-4
Окраска преСплошной пообладающихток стеклосерых то- массы нов с областями налипшего металламатериала по примерам 1-4 и 6 состав
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения термопластичной насыщенной полиэфирной смолы | 1985 |
|
SU1382837A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СССР № 320105, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
