Изобретение относится к термической обработке изделий. Известен способ вакуумно-термичес кой обработки, в котором для повышения контактной выносливости (или уст лостной прочности при контактном приложении нагрузки) и долговечности подшипников, прошедших механическую и термическую {закалку и отпуск) обработки, их выдерживают в вакууме при разрежений не менее 10 мм рт,с и при температуре, равной температуре отпуска. Повышение контактной выносливости по этому способу достигается за счет отвода ионов водорода, кислоро да и азота из локальных скоплений в металле.поверхностного .слоя дета- . лей . Наиболее близким по технической сущности к предлагаемому является способ вакуумно-термической обработки, в которой, с целью повышения качества металлов и сплавов, их выдерживают в вакууме при разрежении мм рт.ст. и температуре, равной 0,4-0,8 Тпл.,в течение времени, достаточного для ликвидации дефектов (полостей, пор, микротрещин) с последующим охлаждением .2, Повышение качества металлов и сплавов по известному способу достигается за счет протекания диффузионных процессов в металле. Однако диффузионные процессы даже при очень высоких температурах протекают крайне медленно. По этой причине известный способ отличается малой эффективностью и не обеспечивает высокой усталостной прочности. Цель изобретения - повышение усталостной прочности стальных изделий, а также изделий из сплавов. Поставленная цель достигается тем, что в способе aaKyj kiHO-термической обработки стальных изделий, включающем нагрев, в ьщержку и охлаждение в вакууме, изделие одновременно подвергают воздействию упругих колебаний, возбуждаемых внешним источником. Упругие колебания, возбуждаемые внешним источником, воздействуя на атомы металла изделий, увеличивают соиплитуду нх колебаний относительно центров равновесия в кристаллической решетке и тем caMtnvf способстует ускорению диффузионных процессов.
Таким образом, упругие колебания повышают эффективность вакуумно-термической обработки.
Пример. Проводят вакуумнотермическую обработку образцов из стали Х17 и1Х18Н9 по режиму температра нагрева 450С; вакуум .PT .ст. частота ультразвуковых колебаний 20 кГц пpioдoлжитeльнocть 6 ч.
Источником ультразвуковых колебаний служит генератор УЗГ-10М серийного выпуска.
В качестве нагревательного устройства служит лабораторная трубчатая печь сопротивления. Вйкуум создается комплексом, состоящим из форвакуумного и диффузионного насосов, серийно выпускаемых промышленностью.
На чертеже представлена принципиальная схема установки, в которой была проведена вакуумно-термическая обработка заготовок из сталей XI7 и 1Х18Н9 по предлагаемому способу.
Она содержит заготовку 1 образца} печь 2 сопротивления, трубу 3 из жаростойкой стали и датчик 4 ультразвуковых колебаний.
Обработка производится следующим образом.
На заготовке 1 в опасном сечении будущего образца для испытаний нд усталость (по схеме - изгиб в .одной плоскости консольных образцов, ГОСТ
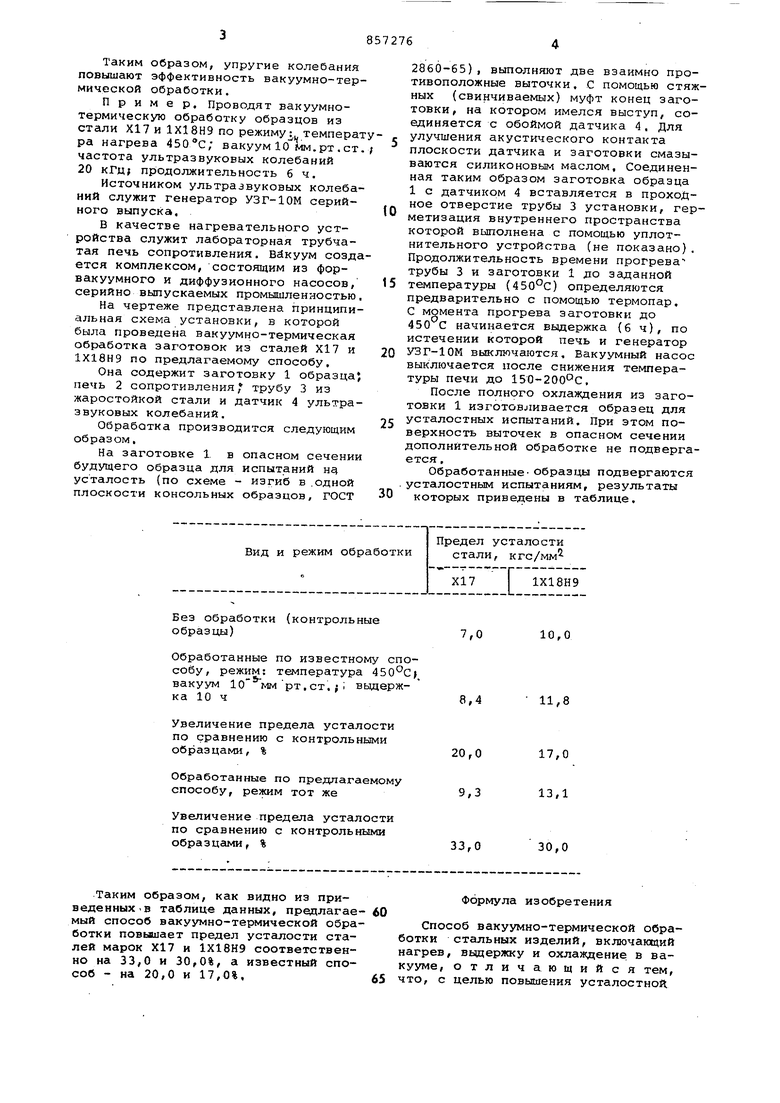
Вид и режим обработки
Без обработки (контрольные
образцы)
Обработанные по известному способу, режим: температура 450-с вакуум 10 ммрт.ст,;I выдержка 10 ч
Увеличение предела усталости
по сравнению с контрольными
образцами, %
Обработанные по предлагаемому
способу, режим тот же
Увеличение предела усталости
по сравнению с контрольными
образцами, %
2860-65), выполняют две взаимно противоположные выточки. С помощью стяжных (свинчиваемых) муфт конец заготовки, на котором имелся выступ, соединяется с обоймой датчика 4, Для улучшения акустического контакта плоскости датчика и заготовки смазываются силиконовым маслом. Соединенная таким образом заготовка образца 1 с датчиком 4 вставляется в прохоДное отверстие трубы 3 установки, герметизация внутреннего пространства которой выполнена с помощью уплотнительного устройства (не показано). Продолжительность времени прогрева трубы 3 и заготовки 1 до заданной температуры (450°С) определяются предварительно с помощью термопар. С момента прогрева заготовки до 450 С начинается выдержка (б ч), по истечении которой печь и генератор УЗГ-10М выключаются. Вакуумный насос выключается после снижения температуры печи до 150-200 С,
После полного охлаждения из заготовки 1 изготовливается образец для усталостных испытаний. При этом поверхность выточек в опасном сечении дополнительной обработке не подвергается.
Обработанные- образцы подвергаются .усталостным испытаниям, результаты которых приведены в таблице.
Предел усталости с тали, к ГС/мм
I
1Х18Н9
Х17

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ИСКУССТВЕННЫХ КЛАПАНОВ СЕРДЦА ИЗ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА | 2013 |
|
RU2514765C1 |
| Способ термической обработки сталей | 1984 |
|
SU1266882A1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2021 |
|
RU2769799C1 |
| ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЙ МЕДНЫЙ СПЛАВ | 1992 |
|
RU2102515C1 |
| Способ высокотемпературной термомеханической обработки (α+β)-титановых сплавов | 2016 |
|
RU2615102C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2017 |
|
RU2686397C1 |
| Способ вакуумного старения изделий | 1988 |
|
SU1560578A1 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2430818C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2003 |
|
RU2241067C1 |
Таким образом, как видно из приведенных в таблице данных, преялагаемый способ вакуумно-термической обработки повышает предел усталости сталей марок Х17 и 1Х18Н9 соответственно на 33,0 и 30,0%, а известный способ - на 20,0 и 17,0%.
Формула изобретения
Способ вакуумно-термической обработки стальных изделий, включающий нагрев, выдержку и охлаждение в вакууме, отличающийся тем, что, с целью повышения усталостной
прочности, изделия одновременно подвергают воздействию упругих колебаний.
Источники информации, принятые во внимание при экспертизе
Н вону ннаму f/ococy
