Изобретение относится к области обработки металлов давлением и може быть использовано при холодной прокатке металлических полос в рулонах, смотанных на шпули. Известно устройство для транспор тирования рулонов, содержащее цепной транспортер, выполненный в виде направляющих балок, несущих цепи с люльками для приема и удержания рулонов и средства для шагового перемещения цепей. Шаговое перемеще ние обеспечивается периодическим включением электропривода lj . Недостатками указанного транспор ного устройства являются его громоздкость, большая металлоемкость и трудоемкость изготовления. Такое транспортное устройство требует повы шенных эксплуатационных расходов. Особенно эти недостатки проявляются связи с тенденцией роста развеса рулонов прокатываемой полосы, требу ющей повышения мощности привода, уси ления звеньев тяговой цепи и т.д. Кроме того, рулоны укладываются люльки, закрепленные на тяговом органе транспортера. В процессе перемещения рулона из-за контакта его по верхности с люлькой на нескольких витках рулона появляются вмятины, на тиры, царапины и другие повреждения снижающие качество полосы. Известно также устройство для транспортировки рулонов, содержащее направляющие,механизмы для приема. удержания и шагового перемещения ру Недостаток этого устройства заключается в том, что степень надежности перемещения рулонов на шпулях по направляющим зависит от угла наклона направляющих в сторону перемещения рулонов. Эта надежность тем вы ше , чем больше угол .наклона направля ющих. Однако увеличение угла наклона при прочих равных условиях приводит к большому заглублению нижней точки направляющих по отношению к верхней Кроме того, это приводит к увеличени металлоемкости перекладывающего устройства и энергоемкости его привода Кроме того, с увеличением веса руло на увеличиваются динамические нагрузки ка элементы, удерживающие шпули с рулонами, на привод их шагового перемещения, а также на элементы крепления направляющих к фундаменту Целью изобретения является повышение надежности транспортировки рулонов. Эта цель достигается тем, что предложенное устройство снабжено захватывающим механизмом, связанным с механизмом шагового перемещения, рулонов, а механизм шагового перемещения рулонов выполнен в виде поло го вала, силовых секторов, насаженных на полый вал, связанных зацеплением с силовыми секторами зубчатых реек и приводных штанг, расположенных вдоль направляющих, связанных с зубчатыми рейками. Захватывающий механизм выполнен в виде вала, установленного внутри полого вала, зубчатых секторов, насаженных на вал, спаренных пальцев, установленных на приводных штангах, зубчатых реек, расположенных между спаренными пальцами ,валиков, установленных на валиках цилиндрических шестерен, связанных зацеплением с зубчатыми рейками, размещенных на валиках соединительных и косозубых шестерен, реек, установленных на приводных штангах с возможностью зацепления с косозубыми шecтepня ш и зубчатыми секторами. На фиг. 1 показано схематически устройство в планеf на фиг. 2 - вид по стрелке А фиг. 1. VcTpofiCTBO для транспортирования рулонов на шпулях состоит из двух сварных направляющих 1, на которые опирается свободными от рулона концами щпули 2. Для удержания рулонов на направляющих выполнены V-образные углубления 3. Механизм шагового перемещения рулонов включает в себя приводные штанги 4, жестко связанные с ними рейки 5, сектора 6, насаженные на полый вал 7 и гидроцилиндры 8. Вал 7 и гидроцилиндры 8 установлены на металлоконструкции, связанные с секциями, или на фундамент. На приводных штангах 4 по числу одновременно транспортируемых рулонов установлены захватывающий механизм , содержащий выдвижные спаренные стяжками 9,10 пальцы 11. Между стяжками 9 , 1 О установлены зубчатые рейки 12, которые зацепляются с цилиндрическими шестернями 13, соединенными между собой муфтами 14 и валиками 15 На одном из валиков 15 установлены косозубые шестерни 16, которые зацепляются с рейками 17, установленными на штангах 4 с возможностью перемещения относительно их. Рейки 17 имеют две нарезки - одну косозубую 18 и другую цилиндрическую 19. Рейки 17 своей цилиндрически-нарезанной частью 19 входят в зацепление с секторами 20, насаженными на вал 21, проходящий внутри вала 7, и опирающийся на подшипники скольжения, расположенные в вале. Сектора б и 20 кинематически связаны межд собой гидроцилиндрами 22. Опорами валиков 15 являются подшипники 23, установленные на приводных штангах 4. Опорами полого вала 7 являются подшипники 24. Последовательная установка секций обеспечивает шремещение рулонов, смотанных на шпули, на любое расстояние в транспортном потоке в прокатном цехе. Устройство работает следующим образом. . Для перемещения рулонов, смотанны на шпули 2, на один шаг необходимо включением гидроцилиндров 22 перемес тить сектора 20 в направлении, обесп чивающим вхождение спаренных пальцев 11 во внутреннюю полость шпули 2. При подаче давления в поршневую полость гидроцилиндра 22 происходит перемещение секторов 20 и реек 17, косоэубая часть 18 рейки 17, зацепляясь с косозубой шестерней 16, осуществляет на определенный угол поворот валиков 15, муфт 14 и шестерен 13. .Последние через рейки 12, взаимо действующие со стяжками 9, 10, осуществляют перемещение спаренных паль цев 11 во внутрь полости и:пули 2, та кое положение пальцев 11 внутри поло ти шпули 2 может быть косвенно зафик сировано конечными выключателями, фиксирующими соответствующее положение секторов 20. Далее подачей давления в поршневую полость гидроцилиндров 8 осуществляется перемещение штанг 4 через силовые сектора 6 и зубчатые рейки 5. При своем перемеще нии штанги 4 в направлении перемещения рулонов через спаренные пальцы 11 вступают в контакт с внутренней поверхностью шпуль 2, перемещая их и смотанные на них рулоны на один шаг (от одного V-образного углубления к другому). Ход поршня гидроцилиндра 8 соответствует величине шага, на который перемещаются рулоны. Перемещение штанг 4 и рулонов со шпулями 2 на шаг может быть зафиксировано соответствующим конечником силовых секторов б, а также другими средствами, фиксирующими непосредственно положение шпуль (рулонов) 2. Далее подачей давления в штоковую полость гидроцилиндров 22 через указанную кинематическую цепь спаренные пальцы 11 выводятся из внутренней полости шпуль 2, а подачей давления в штоковую полость гидроцилиндров 8 штанги 4 перемещаются в обратном направлении на шаг в исходное положение. Затем цикл работы повторяется. Предложенное устройство позволяет снизить металлоемкость и трудоемкость изготовления оборудования. Так для стана кварто 1800 холодной прокатки алюминия металлоемкость предлагаемого транспортного устройства протяженностью 30 п.м. с емкостью рулонов до 14 шт, составляет 45 тн. Металлоемкость известного устройства для транспортировки тех же рулонов на шпулях на то же расстояние (30 п.м.) составляет . 120 тн. Таким образом, экономия металла составит для двух станов: 120 тн-45 тнх2 150 тн. Экономический эффект от снижения трудоемкости изготовления за счет упрощения конструкции, а также за счет снижения эксплуатационных расходов может быть учтен дополнительно после изготовления устройства и пуска его в эксплуатацию.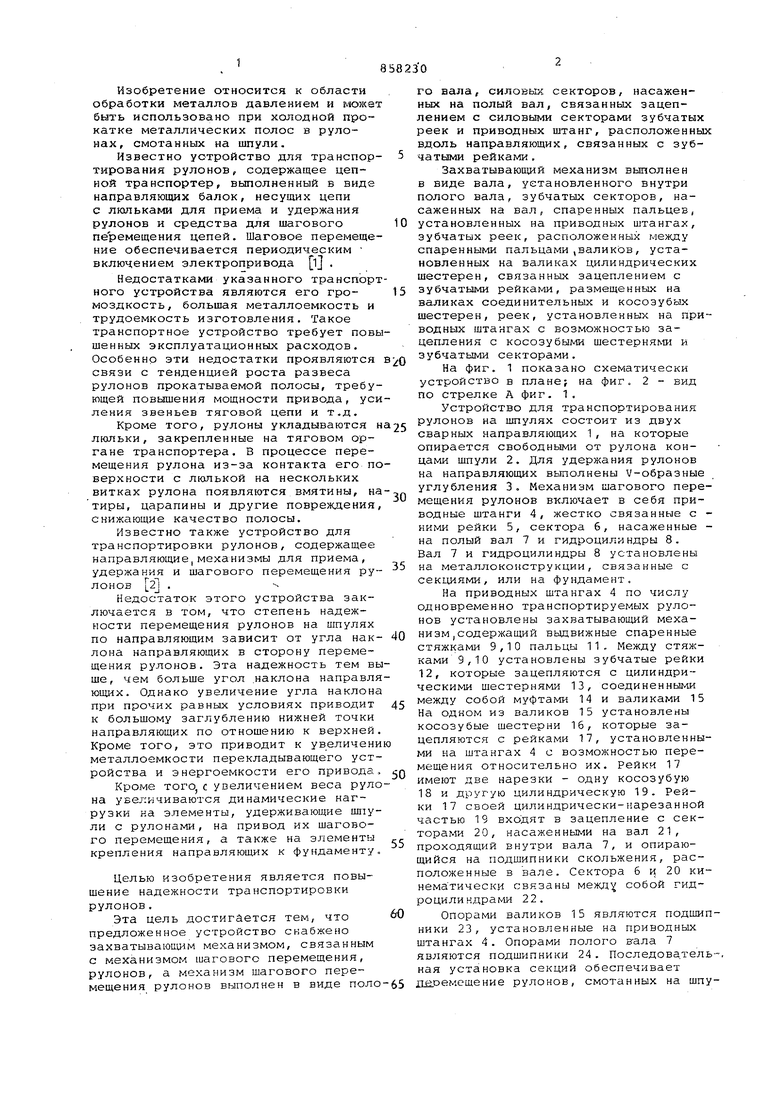
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перегрузки рулонов | 1987 |
|
SU1546397A2 |
| Устройство для завинчивания и отвинчивания резьбовых соединений | 1981 |
|
SU969507A1 |
| Счетная машина с печатающим приспособлением | 1931 |
|
SU41741A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ УГЛА УСТАНОВКИ ЛОПАСТЕЙ ВЕТРОДВИГАТЕЛЯ | 1989 |
|
RU2015410C1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Устройство для смены шпуль на кольцевых ватерах | 1939 |
|
SU59460A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |

1.УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ РУЛОНОВ, содержащее направляющие, механизм для приема, удержания и шагового перемещения рулонов, отличающееся тем, что, с целью повышения надежности транс-, портировки рулонов, оно снабжено захватывающим механизмом, связанным с механизмом шагового перемещения рулонов, а механизм шагового перемещения рулонов В1я1олнен в виде полого вала,силовых секторов, насаженных на полый вал, связанных; зацеплением с силовыми cekтopaми зубчатых реек, и приводных штанг, расположенных вдоль направляющих, связанных с зубчатыми рейками. 2. Устройство поп.1,отличаю щ е е с я тем, что захватывающий механизм выполнен в виде вала, установленного внутри полого вала, зуб-i чатых секторов, насаженных на вал, спаренных пальцев, установленных на приводных штангах, зубчатых реек, расположенных между спаренными паль-J цами, валиков, установленных на вали Л ках цилиндрических шестерен, связанных зацеплением с зубчатыми рейками, размещенных на валиках соединительных муфт и косозубых шестерен, а также реек, установленных на привод-с ных штангах с возможностью зацепления с косозубыми шестернями и зубчатыми секторами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Терентьев B.C., Цамок М.Б | |||
| Адъюстаж тонколистовых станов | |||
| Научно-техническое издательство литературы по черной и цветной металлургии, Свердловское отделение, 1961, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ОЧИСТКИ ОТРАБОТАВШИХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) И СИСТЕМА ТРАНСПОРТНОГО СРЕДСТВА С ОЧИСТКОЙ ОТРАБОТАВШИХ ГАЗОВ | 2013 |
|
RU2626907C2 |
