Изобретение относится к обработке металлов давлением, а именно к устройствам для деформирования профилей переменного сечения.
Известно устройство для деформирования профилей переменного сечения, содержащее нижнюю и верхнюю плиты с гравюрами, образующими ручей l.
Недостатками известного устройства являются низкая производительность и необходимость высокого удельного давления для формообразования профиля.
Цель изобретения - уменьшение усилия деформирования и повышение производительности.
Указанная цель достигается тем, что в устройстве для деформирования профилей переменного сечения, содержащем нижнюю и верхнюю плиты с гравюрами, образующими ручей, верхняя плита выполнена в виде цилиндрического сегмента, обращенного выпуклой
поверхностью к нижней плите и установленного с возможностью качания относительно нее, при этом нижняя плита снабжена фиксаторами с криволинейными поверхностями, а верхняя плита - телами качения, расположенными с возможностью взаимодействия с криволинейными поверхностями указанных фиксаторов.
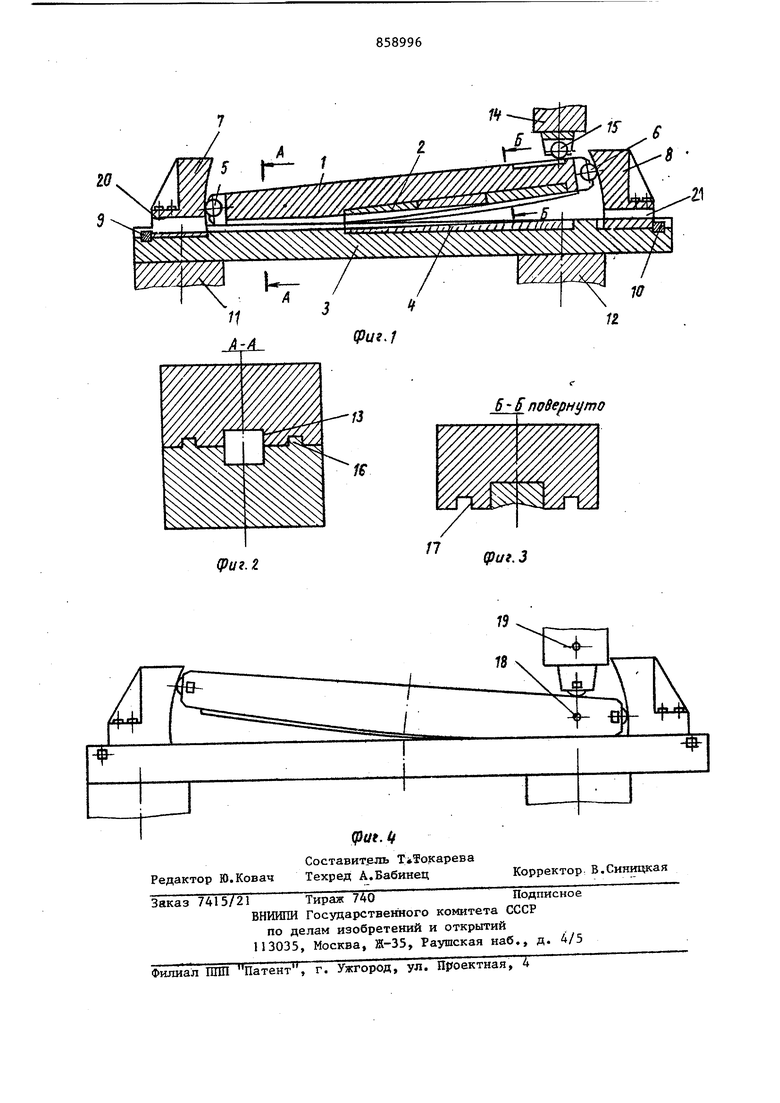
На фиг. 1 изображено предлага10емое устройство в исходном положении, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-В на фиг. 1; на фиг. 4 - предлагаемое устройство в конечный момент штам15повки .
Устройство для деформирования профилей переменного сечения состоит из верхней плиты 1 с ручьевыми вставками 2, которая установлена с воз2) можностью качания по поверхности нижней плиты 3 с ручьевой вставкой 4. Верхняя плита 1 выполнена в виде цилиндрического сегмента, обращенного выпуклой поверхностью к нижней плите 3, и снабжена телами 5 и 6 начения для снижения сил трения при взаимодействии .с криволинейными поверхностями фиксаторов 7 и 8, смонт рованных на нижней плите 3 с помощью направляющих типа ласточкин хвост клиньев 9 и 10. Нижняя плита 3 установлена на опорах 11 и Верхняя 1 и нижняя 3 плиты образуют в исходном положении канал 13 С плунжером пресса связано нажимное устройство 14. Для предотвращения боковых нагрузок на плунжер пресса нажимное устройство 14 снабжено валком 15. Центрирование верхней и нижней плит осуществляется с помощью выпол ненных в нижней плите выступов 16 и углублений 17 на верхней плите. Верхняя плита и нажимное устройство снабжены цапфами 18 и 19 для подъема верхней плиты после окончания штамповки. В фиксаторах 7 и 8 вьшолнены окна 20 и 21. В зависимости от величины хода пресса и размеров деформируемой заготовки радиус кривизны верхней пли ты 1 меняется в пределах от 1,0 до 6,0 ее длины в направлении качания для осуществления прокатывания ЯВсей рабочей поверхности верхней плиты 1 по нижней плите 3. Меняя кривизну верхней плиты, ув личивают или уменьшают площадь контакта с деформируемым участком исходной заготовки, что позволяет пол чить необходимые удельные давления при неизменной мощности пресса. При качании верхней плиты 1 ее торцы с телами 5 и 6 качения описьгоают синусоидальную .-траекторию, связывающую их угловое и вертикальное перемещения, поэтому поверхност контакта фиксаторов 7 и 8 с тепами 5 и 6 качения имеет профильную поверхность, описываемую такой же синусоидой. Устройство для деформирования профилей переменного сечениярработает следующим образом. Нагретую до температуры деформирования исходную заготовку (рельс 64 остряковый по ГОСТ 17508-72, сталь М70 по ГОСТ 9960-62) подают в окно фиксатора 7 в ручей нижней плиты 3 через канад 13, образованный верхней 1 и нижней 3 плитами в исходном положении и фиксатором 7 с нижней плитой 3. Под действием .нажимного устройства 14, связанного с плунжером пресса, верхняя плита перекатьшается по поверхности нижней плиты 3, осуществляя деформацию исходной заготовки, при этом тела 5 и 6 качения взаимодействуют с фиксаторами 7 и 8, которые ограничивают горизонтальные перемещения верхней плиты 1 больше необходимых . Передвигая фиксатор 8 по направляющим, выбирают зазоры в подшипниковых узлах тел 5 и 6 качения. После окончания процесса штамповки (фиг. 4) верхняя плита поднимается в исходное положение с помощью гибкого звена, например цепей (не показаны), закрепляемых с помощью цапф 18 и 19, и отштампованный профиль извлекают через канал 13. Формула изобретения Устройство для деформирования профилей переменного сечения, содержащее нижнюю и верхнюю плиты с гравюрами, образующими ручей, отличающееся тем, что, с целью уменьшения усилия деформирования и повышения производительности, верхняя плита выполнена в виде цилиндрического сегмента, обращенного выпуклой поверхностью к нижней плите и установленного с возможностью качания отнасительно нее, при этом нижняя плита снабжена фиксаторами с криволинейными поверхностями, а верхняя плита снабжена телами качения, расположенными с возможностью взаимодействия с криволинейными поверхностями указанных фиксаторов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 110074, кл. В 21 J 5/02, 12.09.59 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕМЕХ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138142C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1989 |
|
SU1615969A1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1744857A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Закрытый штамп для объемной штамповки | 1981 |
|
SU942856A1 |