Изобретение относится к литейному производству, в частности к уст- ройствй для центробежного литья, и может найти применение при изготовлении центробежных прокатных валков.
Цель изобретения -. интенсификация процесса отливки и повьшение срока службы изложницы.
На чертеже представлена изложница для центробежного литья прокатных
валков, общий вид.
Изложница для центробежного литья прокатных валков состоит из металУ f(x)
Rt
-л г2 - х - (4п-3). для 4(п-1)(4п-2) + х| r2 - х - (4п-1) .г 2 для (4п-2)-г х44п Г,
R.
-Л|г2 - х г
Lf п N где RV, - наружный радиус изложницы,мм радиус углубления или высту- па на наружной поверхности участка корпуса, оформляющего бочку валка, мм; длина участка корпуса, оформляющего бочку валкаi мм; X и у - координаты точки кривой, вращением которой вокруг продольной оси изложницы образуется наружная поверхность участка корпуса, оформляющего бочку валка, мм; номер элемента наружной поверхности участка корпуса, оформляющего бочку валка,протяженностью 4r«N,,2...N; количество элементов по длине наружной поверхности участка корпуса, оформляющего бочку валка. При вьтолнении наружной поверхности участка корпуса, оформляющего бочку валка, вращением вокруг продольной оси наложницы кривой по задаваемому уравнению поверхность охлаждения по сравнению с известной изложницей увеличивается в Т/2 раз (независимо от величины радиуса углубления или выступа на наружной поверхности корпуса, оформляющего бочку валка), что подтверждается расчетами: для гладкой изложницы (известной) при наружном диаметре D, площадь охлаждения равна
FT -D.L,
для предлагаемой изложницы
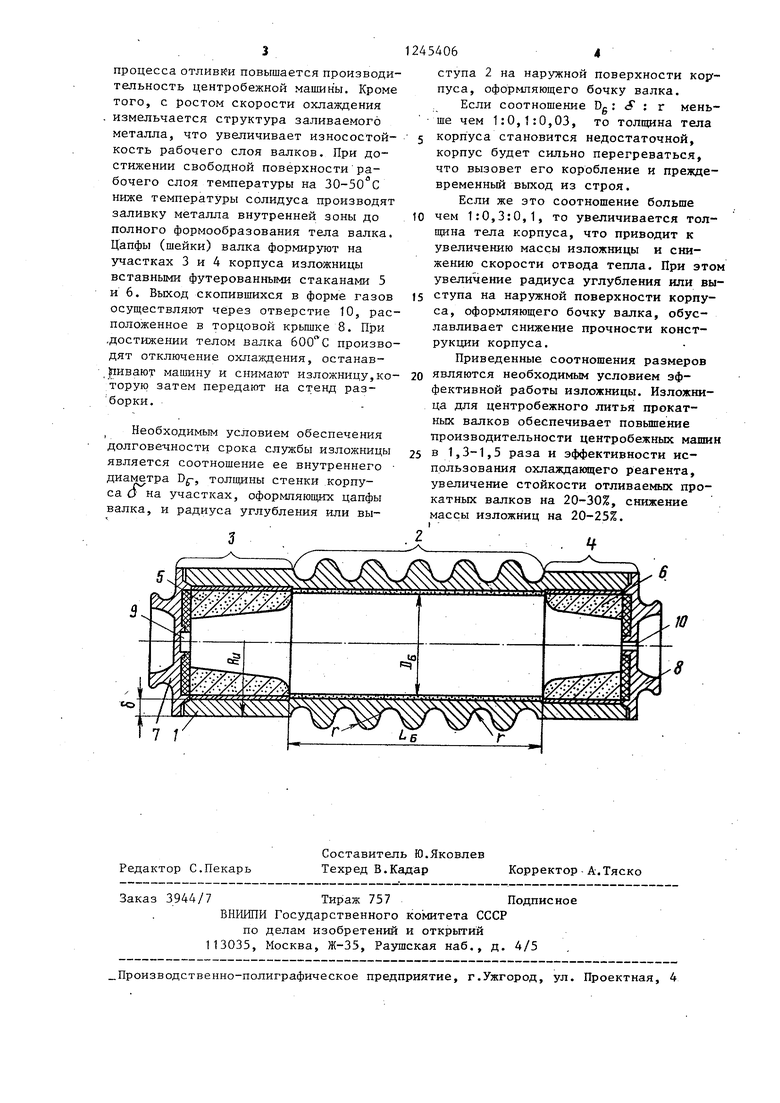
лического теплоизолированного кор-- пуса 1 с участком 2, оформляющим бочку валка, по обеим сторонам которого расположены участки 3 и 4 со вставными футерованными стаканами 5 и 6, оформт яющими цапфы валка, и торцовых крышек 7,,8 с заливочным отверстием 9 и отверстием 10 для выхода газов.
Наружная поверхность участка корпуса, оформляющего бочку валка, образована вращением вокруг продольной оси изложницы кривой, описываемой уравнением
для L.. .
п
-I; да.Е.г)
|.ь.
аким образом, увеличение поверхности о:хлаждения на наружном участке корпуса, оформляющего бочку валка, составит
2 D ,
ЕС. - Х 57 F/ tr-D, L
раз,
5
0
5
0
5
Это позволяет в зависимости от диаметра бочки отливаемого валка определять оптимальные значения толщины тела корпуса и радиуса углубления или выступа на наружной поверхности корпуса, оформляющего бочку валка,с учетом конструкции центробежной машины и условий изготовления корпуса.
Изложница работает сл.едуюпщм образом. ,
Изложницу устанавливают и фиксируют в центрах центробежной машины. При заливке жидкий металл рабочего слоя , поступая через заливочное отверстие 9 торцовой крьш1ки 7, заполняет полость вращаемого корпуса 1, формирующего бочку валка. Через определенное время после начала заливки металла рабочего слоя включают водяное охлаждение. Интенсификация процесса отливки достигается за счет выполнения наружной поверх- jjocTH участка 2 корпуса, оформляющего бочку валка, вращением вокруг продольной оси изложницы кривой по задаваемому уравнению.Благодаря интенсификации
процесса отливки повышается производительность центробежной машины. Кроме того, с ростом скорости охлаждения измельчается структура заливаемого металла, что увеличивает износостойкость рабочего слоя валков. При достижении свободной поверхности рабочего слоя температуры на ЗО-ЗО С ниже температуры солидуса производят заливку металла внутренней зоны до полного формообразования тела валка. Цапфы (шейки) валка формируют на участках 3 и 4 корпуса изложницы вставными футерованными стаканами 5 и 6. Выход скопившихся в форме газов осуществляют через отверстие 10, расположенное в торцовой крышке 8. При .достижении телом валка производят отключение охлаждения, останав- |1ивают машину и снимают изложницу,которую затем передают на стенд разборки.
Необходимым условием обеспечения долговечности срока службы изложницы является соотношение ее внутреннего диаметра , толщины стенки корпуса О на участках, оформпяющих цапфы валка, и радиуса углубления или выступа 2 на наружной поверхности пуса, оформляющего бочку валка.
Если соотношение Dg: f : г мень- ше чем 1:0,1:0,03, то толщина тела
корпуса становится недостаточной, корпус будет сильно перегреваться, что вызовет его коробление и преждевременный выход из строя.
Если же это соотношение больше
чем 1:0,3:0,1, то увеличивается толщина тела корпуса, что приводит к увеличению массы изложницы и снижению скорости отвода тепла. При этом увеличение радиуса углубления или выступа на наружной поверхности корпуса, оформляющего бочку валка, обуславливает снижение прочности конструкции корпуса.
Приведенные соотношения размеров
являются необходимым условием эффективной работы изложницы. Изложница для центробежного литья прокатных валков обеспечивает повьтение производительности центробежных машин
в 1,3-1,5 раза и эффективности использования охлаждающего реагента, увеличение стойкости отливаемых прокатных валков на 20-30%, снижение массы изложниц на 20-25%.
со
7 /
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для центробежного литья прокатных валков | 1986 |
|
SU1463385A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| Способ центральной отливки прокатных валков и установка для его осуществления | 1978 |
|
SU710151A1 |
| Способ центробежного литья прокатных валков с шейками | 1988 |
|
SU1526897A2 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 1996 |
|
RU2109595C1 |
| Металлическая форма для центробежного литья валков | 1987 |
|
SU1482756A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
Редактор С.Пекарь
Составитель Ю.Яковлев Техред В.Кадар
Заказ 3944/7Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор А.Тяско
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Изложница для слитков стали | 1974 |
|
SU520173A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ | 0 |
|
SU253305A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Юдин С.Б | |||
| и др | |||
| Центробежное литье | |||
| М.: Машиностроение, 1972,с.240 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| - - , К„ н-л (4п-1) rj2 для (4п-2).г,, RU - |r2- x-Lg+r где R - наружный радиус изложницы,NIM; г - радиус углубления или выступа на наружной поверхности участка корпуса, оформляющего бочку валка, мм; Lg - длина участка корпуса, оформляющего бочку валка, мм; X и у - координаты точки кривой, вращением которой вокруг продольной оси изложницы | |||
| образуется наружная поверхность участка корпуса,оформляющего бочку валка,мм; п - номер элемента наружной поверхности участка корпуса, | |||
