(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЧСТРУМЕЧТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2393063C2 |
| СПОСОБ КОНТАКТНО-РЕАКТИВНОЙ ПАЙКИ СТАЛЕЙ | 1992 |
|
RU2042481C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456112C2 |
| Способ диффузионной сварки твердого сплава со сталью | 1989 |
|
SU1673348A1 |
| Защитно-смазочное покрытие заготовок преимущественно из титановых сплавов для горячей обработки давлением | 1989 |
|
SU1676732A1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ СТАЛЬНЫХ ОТЛИВОК | 2001 |
|
RU2186655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| МЕТАЛЛОСПЛАВНОЙ КАТОД И СПОСОБ ЕГО ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2041529C1 |
| Способ диффузионной сварки деталей из разнородных материалов | 1978 |
|
SU697278A1 |
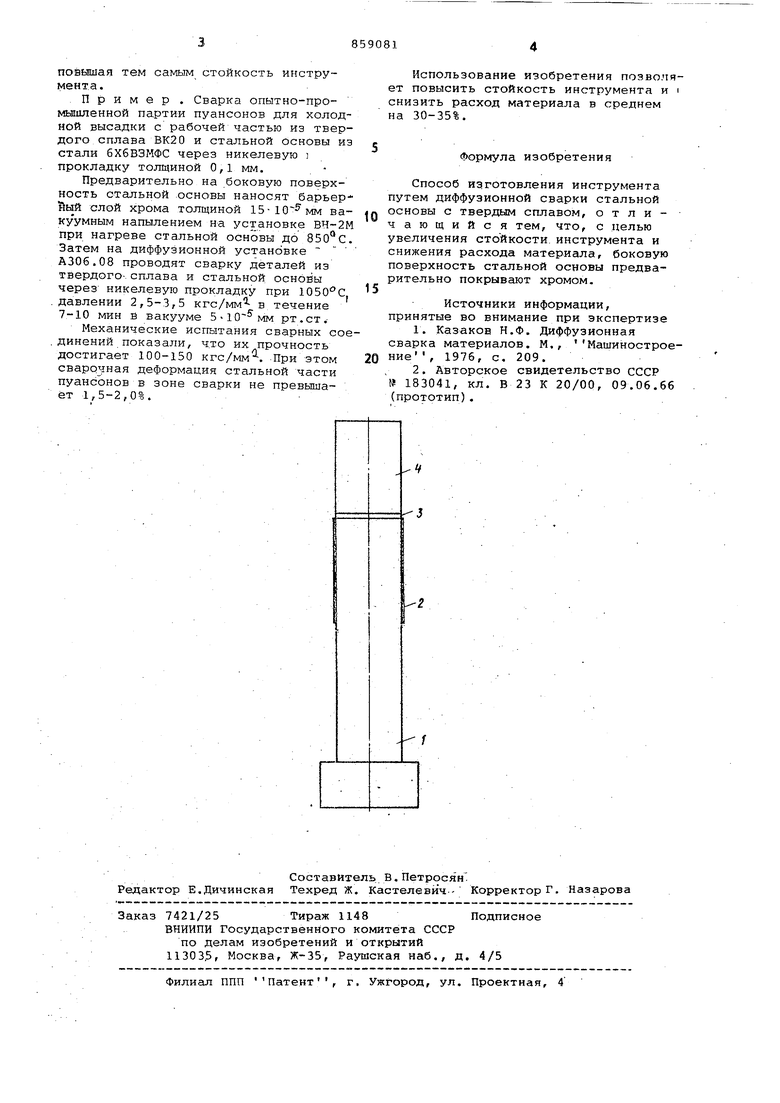
Изобретение относится к сварке давлением с подогревом, в частности к диффузионной сварке, И может быть использовано для изготовления стальных деталей, армированных твердым сплавом, например, штампового Инстру мента. Известен способ диффузионной свар ки штампового инструмента, армированного твердым сплавом, при котором детали нагревают до в течение 10 мин в вакууме 10 мм рт.ст. и сдавливают при удельном сварочном давлении 1,0 кгс/мм l} . Недостаток этого способа состоит в том, что для увеличения прочности соединения до 150 кгс/мм происходит относительная деформация стали в зоне с варки свыше 20%. Наиболее близким к предлагаемому является способ изготовления инструмента путем диффузионной сварки стальной основы с твердым сплавом L2 Недостатком известного способа является повышенный расход твердого сплава из-за .необходимости увеличения диаметра привариваемой детал, а также его перегрев, что является причиной снижения стойкости инструмента. Цель изобретения - повышение стойкости инструмента и снижение расхода материала. : . Поставленная цель достигается тем, что боковую поверхность стальной основы предварительно покрывают хромом. На 4eptej(ce изображена схема осуществления способа, . Способ осуществляют следующим образом. Предварительно боковую поверхность ста.1ьной основы 1 покрывают слоем i хрома 2 ТОЛЩИНОЙ О,2г1,2-10-5 ее диаметра. На торец стёшьной основы 1 устана влйвают промежуточную прокладку 3 « твйрдыя спяав 4 того же сечения, что и сечеине стальяЬй основы, и производя« диффузионную сварку. Благодаря преД1варитвльному покрытию бокойоа поверхности стальной основы хром, который под действием температуры диффундирует вглубь металла и располагаясь по. границам зерен, резко (гНйжае qKOiXJCTb пластической деформа1$ии ст альной осиовы, что по з использовать заготовки номинильного размера, а сверху производить при прнижеийых температурах, не допуская перег|5ева твердого сплава.
повышая тем самым стойкость инструмента.
. Пример . Сварка опытно-промышленной партии пуансонов для холодной высадки с рабочей частью из твердого сплава ВК20 и стальной основы из стали бХбВЗМФС через никелевую прокладку толщиной 0,1 мм.
Предварительно на боковую поверхность стальной основы наносят барьер йый слой хрома толщиной 15-10 мм вакуумным напылением на установке ВЧ-2М при нагреве стальной основы до . Затем на диффузионной установке - - АЗОб.08 проводят сварку деталей из твердого-, сплава и стальной основы через никелевую прокладку при
.давлении 2,5-3,5 кгс/мм в течение 7-10 мин S вакууме рт.ст.Механические испытания сварных сое. динений показали, что их прочность достигает 100-150 кгс/мм. При этом сварочная деформация стальной части пуансонов в зоне сварки не превышает 1,5-2,0%.
Использование изобретения позволяет повысить стойкость инструмента и i снизить расход материала в среднем на 30-35%.
Формула изобретения
Способ изготовления инструмента путем диффузионной сварки стальной основы с твердым сплавом, отличающийся тем, что, с целью увеличения стойкости инструмента и снижения расхода материала, боковую поверхность стальной основы предварительно покрывают хромом.
Источники информации, принятые во внимание при экспертизе
№ 183041, кл. В 23 К 20/00, 09.06.66 (прототип).
