11
Изобретение относится к оборудованию для производства теплообменников, в частности к автоматам ддя изготовления пластин из ленты и напрес совки их на трубки.
Целью изобретения является повышение надежности работы.
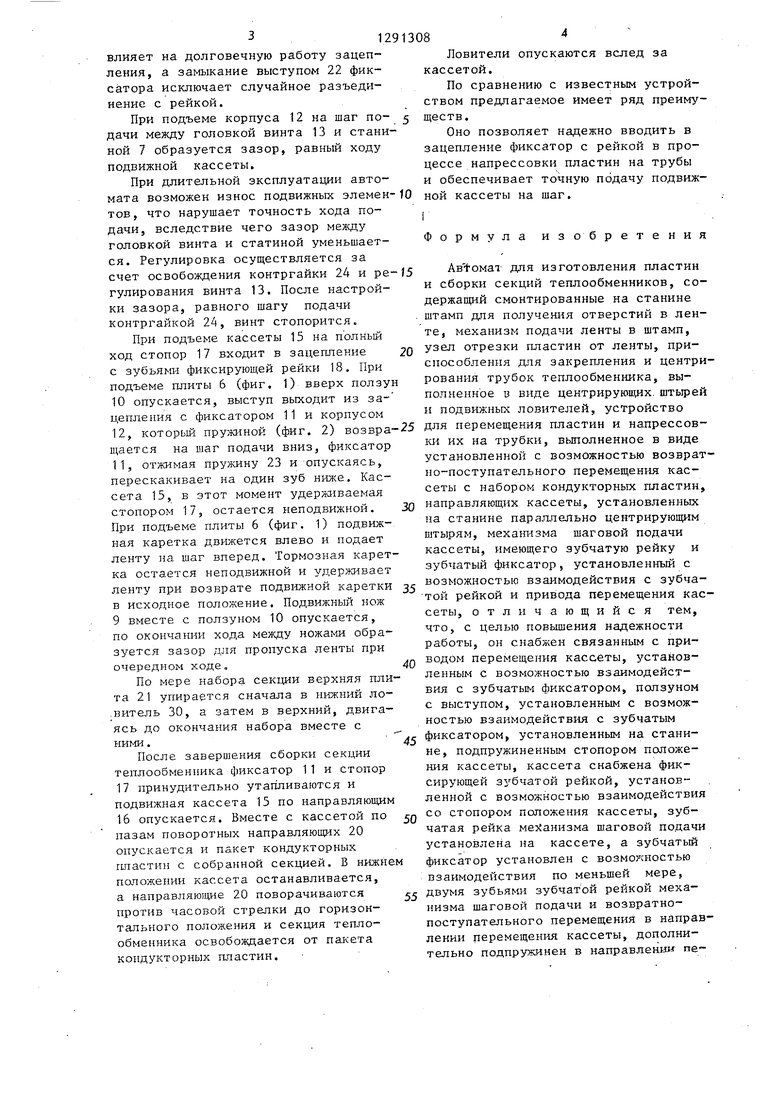
На фиг. 1 изображен автомат, об- вид5 на фиг. 2 - устройство для перемещения пластин и напрессовки их на трубки в положении подачи подвижной кассеты/ на фиг, 3 - приспособление для закрепления и центрирования трубок.
Автомат для изготовления пластин и сборки секций теплообменников содержит механизм подачи ленты, которая поступает из разматывающего устройства 1 (фиг. 1), через правильные ролики 2 в штамп. Механизм подачи ленты представляет из себя клещевую подачу, состоящую из неподвижной тормозной каретки 3 с роликами 4 и подвижную каретку 5, которая перемещается по направляю)цим от кулисного механизма.
Штамп для получения отверстий в ленте состоит из подвижной шшты 6, совершающей возвратно-поступательны перемещения, и станины 7.
В штампе имеются пуансоны для пробивки и отбортовки отверстий, марицы и прижимные элементы. Узел отрезки отштампованных пластин от ленты состоит из неподвижного ножа 8 и подвижного ножа 9, установленного на ползуне 10.
Устройство для перемещения пластин и напрессовки их на трубки содержит установленный с возможностью возвратно-поступательного перемещения ползуна 10 зубчатый фиксатор 11 смонтированный в корпусе 12, снабженный узлом 13 регулировки перемещения, рейку 14, подвижную кассету 15, направляющую 16 для кассеты, стопор 17 положения кассеты, фиксирующую зубчатую рейку 18, кондукторные пластины 19, установленные в кассете 15, поворотные направляющие
20 и верхнюю плиту 21. I
Ползун 10 снабжен выступом 22 (фиг. 2), а зубчатый фиксатор 11 поджимается пружиной 23. Узел 13 регулировки перемещения выполнен в Bi-ще винта, снабженного контргайкой 24. Корпус 12 подпружинен пружиной 25,
82
Привод подачи состоит из толкателя 26 (фиг. 1) и коромысла 27, установленного на оси 28.
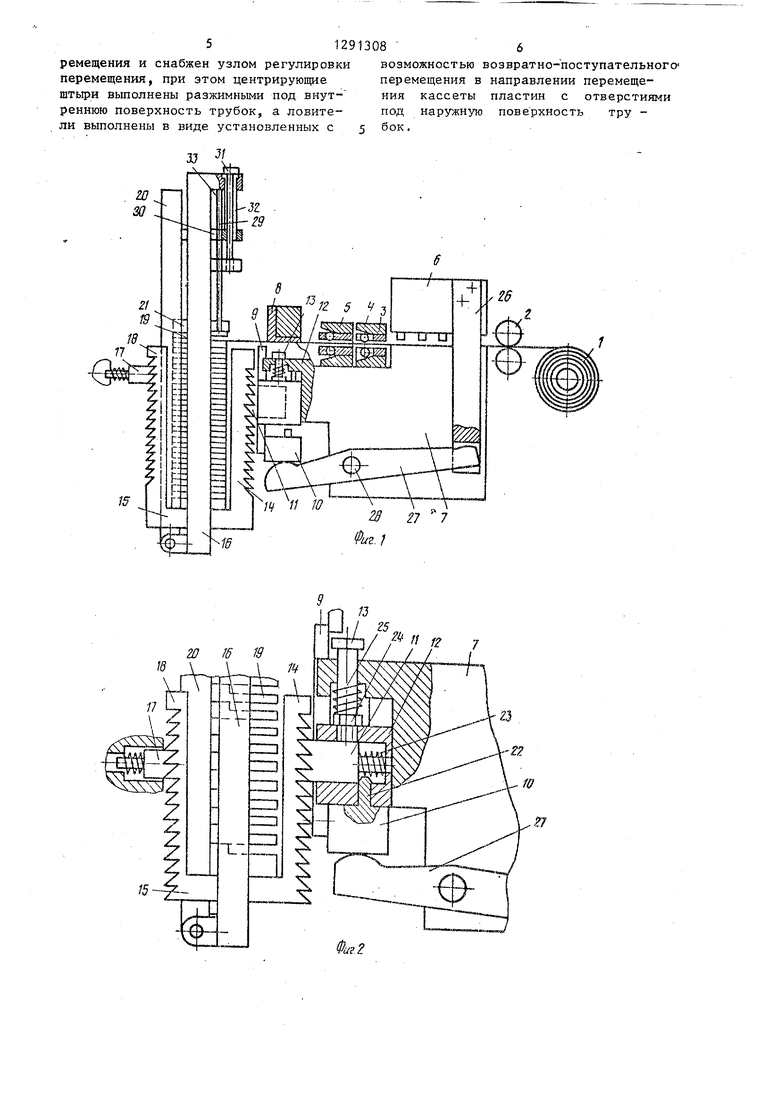
Приспособление для закрепления и центрирования трубок 29 содержит ловители 30, направляющие элементы 31 и 32 и разжимные штыри 33. В ловителях 30 (фиг. 3) выполнены отверстия по форме трубы 29. Одна из направляющих 31 выполнена сплошной и жестко связана с нижним ловителем, а своим буртом подвешивается на неподвижной поперечине 34, направляющая 32 выполнена трубчатой и свобод
но перемещается относительно стерж
ня направляющей 31 и поперечины 34. Разжимной штырь состоит из корпуса 35, закрепленного в поперечине 34, резинового вкладыша 36, шариков 37 и пробки 38
Автомат работает следуюш;им образом.
В исходном положении штамп раскрыт, подвижная плита 6 (фиг. 1) приподнята на величину хода. Лента пропускается мелоду роликами 2 и 4, ножами 8 и 9 в зазор между кондукторными пластинами 19. Пакет кондукторных пластин опирается на основание
-ч гподвижной кассеты 1j, которая находится в фиксированном по высоте положении благодаря удерживанию рейки 18 стопором 17. Трубки 29 пропускают через отверстия ловителей 30 и
надевают на разлшмные штыри 33. Шарики при этом вдавливаются в резину благодаря чему трубы остаются подвешенными. При опускан 5И плиты 6 пуансоны штампа выполняют отверстия в
ленте, толкатель 26 налсимает на конец коромысла 27, который, поворачиваясь вокруг оси 28, начинает поднимать ползун 10, Прикрепленный к ползуну 10 нож 9 движется вверх, упирается в ленту и отрезает пластину. Ползун 10 (фиг. 2) упирается в корпус 12, который через фиксатдр 11, рейку 14 поднимает подвижную кассету 15 вверх. Пакет кондунторных пЛастин
поднимается на шаг подачи, равный шагу между ребрами секции теплообменника,
В отверстие пластины входит конец трубки и в процессе перемещения
пластины вверх трубка напрессовывается. В зацеплении фиксатора 11 и рейки 14 одновременно находятся несколько зубьев, что положительно
1291308
влияет на долговечную работу зацепк
ления, а замыкание выступом 22 фикПо сравнению с известным устройством предлагаемое имеет ряд преимуществ.
Оно позволяет надежно вводить в зацепление фиксатор с рейкой в процессе напрессовки пластин на трубы и обеспечивает точную подачу подвижсатора исключает случайное разъединение с рейкой.
При подъеме корпуса 12 на шаг по- 5 дачи между головкой винта 13 и станиной 7 образуется зазор, равный ходу подвижной кассеты.
При длительной эксплуатации автомата возможен износ подвижных элемен-10 ной кассеты на шаг. тов, что нарушает точность хода подачи, вследствие чего зазор меяоду головкой винта и статиной уменьшается. Регулировка осуществляется за
счет освобождения контргайки 24 и ре-15 AB toMaT для изготовления пластин гулирования винта 13. После настройки зазора, равного шагу подачи контргайкой 24, винт стопорится.
При подъеме кассеты 15 на полный ход стопор 17 входит в зацепление с зубьями е1)иксирующей рейки 18. При подъеме плиты 6 (фиг. 1) вверх ползун 10 опускается, выступ выходит из за- цепления с фиксатором 11 и корпусом 12, который пружиной (фиг. 2) возвра 25 Для перемещения пластин и напрессов- щается на шаг подачи вниз, фиксатор трубки, выполненное в виде
20
Г
Формула изобретения
и сборки секций теплообменников, со- держапщй смонтированные на станине штамп для получения отверстий в ленте, механизм подачи ленты в штамп, узел отрезки гшастин от ленты, приспособления для закрепления и центри рования трубок теплообменника, выполненное в виде центрирующих, штырей и подвижных ловителей, устройство
11, отжимая пружину 23 и опускаясь, перескакивает на один зуб ниже. Кассета 15, в этот момент удерживаемая стопором 17, остается неподвижной. При подъеме плиты 6 (фиг. 1) подвижная каретка движется влево и подает ленту на шаг вперед. Тормозная каретка остается неподвижной и удерживает
установленной с возможностью возвратно-поступательного перемещения кассеты с набором кондукторных пластин, 30 направляющих кассеты, установленных на станине параллельно центрирующим штырям, механизма шаговой подачи кассеты, имеющего зубчатую рейку и зубчатый фиксатор, установленный с
ленту при возврате подвижной каретки 35 возможностью взаимодействия с зубча- в исходное положение. Подвижный нож рейкой и привода перемещения кассеты, отличающийся тем, что, с целью повышения надежности работы, он снабжен связанным с при- Q водом перемещения кассеты, установленным с возможностью взаимодействия с зубчатым фиксатором, ползуном с выступом, установленным с возмож9 вместе с ползуном 10 опускается, по окончании хода между ножами образуется зазор для пропуска ленты при очередном ходе.
По мере набора секции верхняя плита 21 упирается сначала в нижний ло- ,1зитель 30, а затем в верхний, двига-
ностью взаимодействия с зубчатым фиксатором, установленным на станине, подпружиненным стопором положения кассеты, кассета снабжена фиксирующей зубчатой рейкой, установленной с возможностью взаимодействия
ясь до окончания набора вместе с нигда.
После завершения сборки секции теплообменника фиксатор 11 и стопор 17 принудительно утапливаются и подвижная кассета 15 по направляющим 16 опускается. Вместе с кассетой по 50 стопором положения кассеты, зуб- пазам поворотных направляющих 20 чатая рейка ме ганизма шаговой подачи опускается и пакет кондукторных гшастин с собранной секцией. В нижнем положении кассета останавливается, а направляющие 20 поворачиваются против часовой стрелки до горизонтального полож.ения и секция теплообменника освобождается от пакета
установлена на кассете, а зубчатый фиксатор установлен с возможностью взаимодействия по меньшей мере, гг двумя зубьями зубчатой рейкой механизма шаговой подачи и возвратно- поступательного перемещения в направлении перемещения кассеты, дополникондукторных пластин.
Ловители опускаются вслед за кассетой.
По сравнению с известным устройством предлагаемое имеет ряд преимуществ.
Оно позволяет надежно вводить в зацепление фиксатор с рейкой в процессе напрессовки пластин на трубы и обеспечивает точную подачу подвижной кассеты на шаг.
ной кассеты на шаг.
Г
Формула изобретения
AB toMaT для изготовления пластин
Для перемещения пластин и напрессов- трубки, выполненное в виде
и сборки секций теплообменников, со- держапщй смонтированные на станине штамп для получения отверстий в ленте, механизм подачи ленты в штамп, узел отрезки гшастин от ленты, приспособления для закрепления и центрирования трубок теплообменника, выполненное в виде центрирующих, штырей и подвижных ловителей, устройство
установленной с возможностью возвратно-поступательного перемещения кассеты с набором кондукторных пластин, направляющих кассеты, установленных на станине параллельно центрирующим штырям, механизма шаговой подачи кассеты, имеющего зубчатую рейку и зубчатый фиксатор, установленный с
35 возможностью взаимодействия с зубча- рейкой и привода перемещения кас
сеты, отличающийся тем, что, с целью повышения надежности работы, он снабжен связанным с при- Q водом перемещения кассеты, установленным с возможностью взаимодействия с зубчатым фиксатором, ползуном с выступом, установленным с возможностью взаимодействия с зубчатым фиксатором, установленным на станине, подпружиненным стопором положения кассеты, кассета снабжена фиксирующей зубчатой рейкой, установленной с возможностью взаимодействия
50 стопором положения кассеты, зуб- чатая рейка ме ганизма шаговой подачи
50 стопором положения кассеты, зуб- чатая рейка ме ганизма шаговой подачи
установлена на кассете, а зубчатый фиксатор установлен с возможностью взаимодействия по меньшей мере, гг двумя зубьями зубчатой рейкой механизма шаговой подачи и возвратно- поступательного перемещения в направлении перемещения кассеты, дополнительно подпружинен в направлении перемещения и снабжен узлом регулировки перемещения, при этом центрирующие штыри выполнены разжимными под внут- реннюю поверхность трубок, а ловители выполнены в виде установленных с
возможностью возвратно-поступательного- перемещения в направлении перемещения кассеты пластин с отверстиями под наружную поверхность тру - бок,
/5
%±
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU220215A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИИ РЕБРИСТЫХ РАДИАТОРОВ | 1968 |
|
SU207861A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100171C1 |
| Автомат для сборки секций теплообменников | 1978 |
|
SU785012A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1996 |
|
RU2100170C1 |
| Станок для сборки секций ребристых радиаторов | 1979 |
|
SU859101A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2124976C1 |
| Автоматическая линия для изготовления секций пластинчатых теплообменников | 1980 |
|
SU963644A1 |
| Автомат для изготовления пластин и сборки радиаторов | 1986 |
|
SU1391777A1 |
Изобретение относится к оборудованию для производства теплообменников, в частности к автоматам для изготовления пластин из ленты и нап- рессовки их на трубки. Цель изобретения - повьшение надежности работы автомата. Цель достигается путем снабжения автомата ползуном с выступом, который, являясь запорным элементом фиксатора, позволяет получить надежное зацепление. Наличие узла регулировки хода зубчатого фиксатора дозволяет получить точную подачу кассеты на шаг. Наличие поступательно перемещающихся ловителей позволяет исключить изгиб трубок. 3 ил. to со со сх
W 16 19 A-.U-U
12 7
а
%
.
% /////A
Редактор А.Ворович
Составитель В.Ерошкин
Техред В.Кадар Корректор П.Пожо
Заказ 80/14Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
fej
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 0 |
|
SU220215A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
