(54) УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
ЛОПАТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования | 1979 |
|
SU854689A1 |
| Устройство для ленточного шлифо-ВАНия пЕРЕСЕКАющиХСя пОВЕРХНОСТЕй | 1979 |
|
SU844239A1 |
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Копировально-шлифовальный станок для обработки профиля лопаток | 1979 |
|
SU897479A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| Способ изготовления цилиндрических копиров с лекальным профилем и устройство для его осуществления | 1986 |
|
SU1425055A1 |
1
Изобретение относится к обработке деталей типа лопаток бесконечными шлифовальными лентами и может быть использовано в машиностроительной и другой отрасли промышленности.
Известен станок для шлифования спинки пера турбинной лопатки, содержащий станину, копирный и рабочий ролики, установленные с противоположных концов одной оси и подвижно смонтированные в блоке, совершающем возвратно-поступательное движение вдоль шлифуемой лопатки 1.
На известном станке применено жесткое копирование, т.е. перемещение рабочего ролика в точности соответствуют перемещениям копирного ролика, перемещающегося от копира, имеющего профиль, эквидистантный профилю обрабатываемой детали.
Жесткое копирование не позволяет обрабатывать лопатки с отклонениями профиля на величину, превышающую припуск на обработку.
Цель изобретения - повышение точности обработки лопаток с отклонением профиля на величину, превыщающую припуск на обработку.
Указанная цель достигается тем, что ось, на противоположных концах которой установлены копирный и рабочий ролики, выполнена из двух телескопических частей, шарнирно соединенных между собой введенными в устройство рычагами и опорой, установленной с возможностью вращения и пере мещения по введенной в устройство штанге, смонтированной на станине с возможностью коррекции положения ее оси.
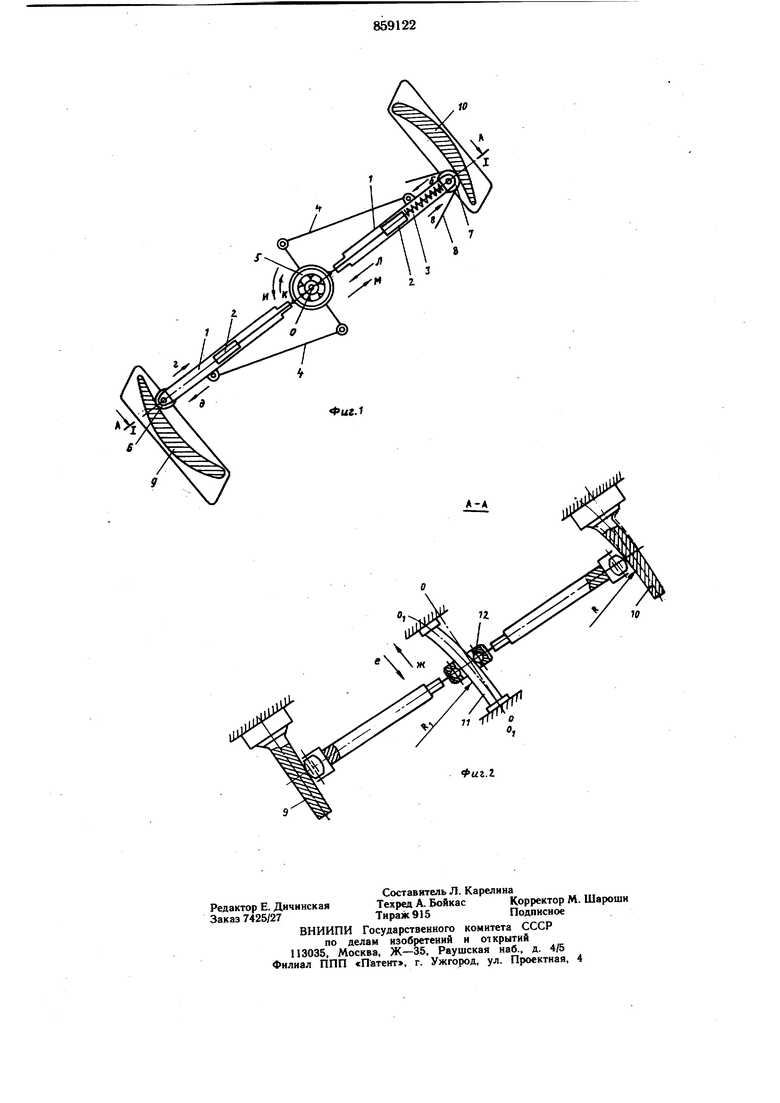
На фиг. 1 схематично изображено пред10 лагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1.
Копирная система устройства состоит из двух телескопических стержней, содержащих корпус 1 и поршень 2. Причем в один из поршней устанавливается пружина 3 сжа15 тня, которая обеспечивает ход поршней 2 в плоскости копирования I-I. Корпуса 1 соединены между собой рычагами 4 равной длины, которые шарнирно соединены с равноплечими рычагами опоры 5. В серьгах поршней 3 установлены копирный 6 и рабочий 7
ролики, при этом радиус последнего меньше радиуса копирного ролика на толщину бесконечной шлифовальной ленты 8. Копир 9 и
лопатка 10 устанавливаются на одной базе таким образом, что плоскости, проходящие через ось симметрии О будут пересекать одинаковые профили на поверхностях копира 9 и лопатки 10. Опора 5 одевается на штангу 11 и имеет возможность перемещения по ней на опорах качения 12. Кривизна профиля лопатки 10 по фактическому припуску обозначена R. Кривизна оси щтангн 11 обозначена RI. Устройство обеспечивает высокую точность обработки при условии R Ri. Штанга 11 установлена с возможностью изменения кривизны ее применительно к каждой конкретной лопатке.
Устройство работает следующим образом.
Копирный 6 и рабочий 7 ролики соверщают в плоскости I-I по стрелкам б и г или вид синхронные движения, а вся система копирования на опоре 5 перемещается вдоль оси О-О штанги 11 по стрелкам Е и Ж. Это обеспечивает восп юизведение профиля копира 9 при съеме припуска с заготовки лопатки 10 шлифовальной лентой 8. Опора 5 при этом поворачивается по стрелкам ник. Так работает устройство если на заготовке лопатки 10 имеется припуск для съема, т.е. отклонение профиля пера меньще величины припуска. Ось штанги в этом случае остается прямой.
Если отклонение профиля заготовки лопатки на кривой R превышает по величине припуск то кривизна оси штанги корректируется таким образом, чтобы было соблюдено условие R RI.
При этом длина телескопических частей изменяется за счет дополнительного поворота опоры 5 на штанге 11, и на систему копирования накладывается дополнительное
движение в плоскости копирования I-I (по стрелкам л и .«). В этом случае при движении системы копирования вдоль искривленной оси О расстояние от этой оси до профиля копира будет меняться в соответствии с величиной R t и, тем самым, будет осуществляться съем припуска по кривой радиуса R. Наложение дополнительного движения на систему копирования как бы корректирует профиль копира на величину отклонения заготовки. Точность обработки лопатки при этом повышается и из заготовок с отклонениями становится возможным получать годные детали (с допускаемыми ТУ отклонениями).
Формула изобретения
Устройство для ленточного шлифования лопаток, содержащее станину, копирнЫй и рабочий ролики, установленные с противоположных концов одной оси, отличающееся тем, что, с целью повышения точности обработки лопаток с отклонением профиля на величину, превыщающую припуск на обработку, ось, на которой установлены копирный и рабочий ролики, выполнена из двух телескопических частей, щарнирно соединенных между собой введенными в устройство рычагами и опорой, установленной с возможностью вращения и перемещения по введенной в устройство штанге, смонтированной на станине с возможностью коррекции положения ее оси.
Источники информации, принятые во внимаиие при экспертизе 1. Авторское свидетельство СССР №147940, кл. В 24 В 21/16, 16.06.61.
