Изобретение относится к оборудооа нию для пеогр- ботки полимерных мате риалон в частности к устройствам для изготовления рукавной полимерной проти вокоррозионнои пленки методом экстру зии
Цель изобретения повышение надеж ности заботы экструзионнои головки
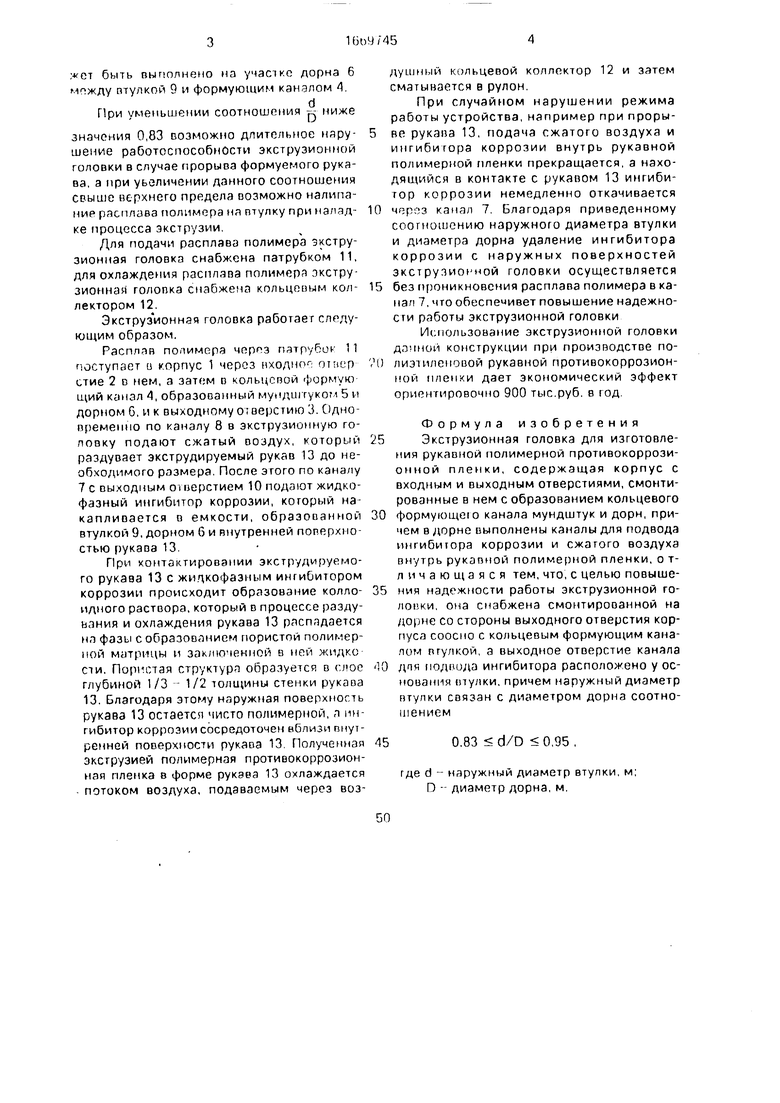
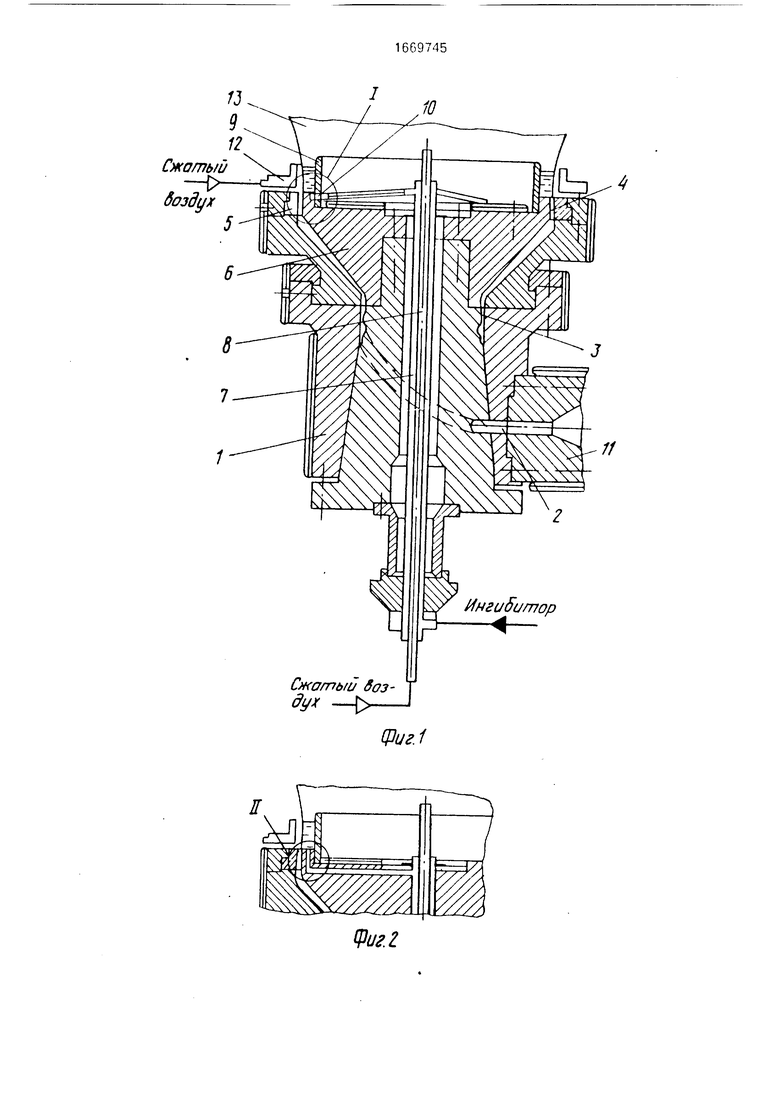
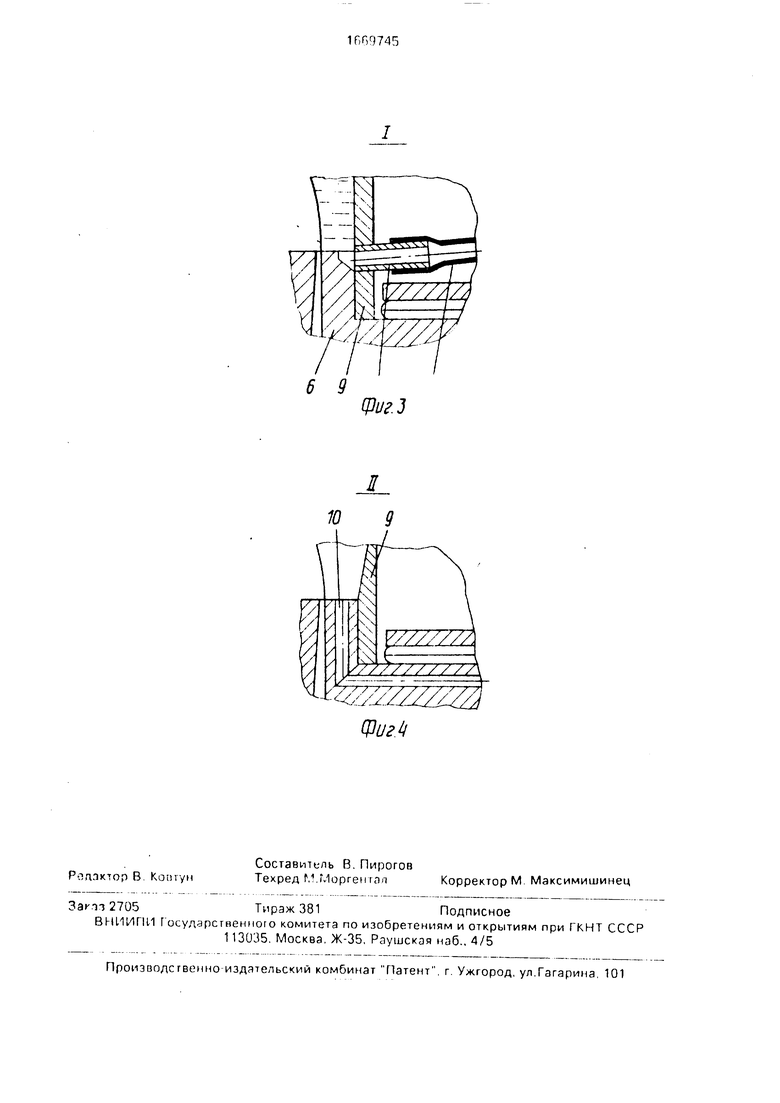
Не фиг 1 изображена экструзионная го ловка тбк ии вид нзфиг2 вариант выпол нения ьыходного отверстия канала дпч подвода ингибитора коррозии на фиг 3 узел I на фиг 1 на фиг 4 узел II на фиг 2
Экструзионная головка содержит кор пус 1 с входным 2 и выходным 3 отверстиями и смонтированные в нем с образованием кольцевого формующего канала 4 мундштук 5 и ДОГ.Н 6
В дорне 6 выполнен канал 7 для подвода ижибитора коррозии и канал 8 для подвода сжатого воздуха внутрь рукавной полимер ной пленки
Лкструзионная головка снабжена смонтированной на дорне 6 со стороны выходного отверстия 3 соосно кольцевому формующему каналу 4 втулкой 9 Выходное отверстие 10 канала 7 расположено у осно вания втулки 9 а наружный диаметр втулки 9 связан с диаметром дорна 6 соотношени ем
083 095
где d наружный диаметр втулки 9 м
D диаметр дорна 6 м
В варианте выполнения экструзионнои головки выходное отверстие 10 канала 7 мо
О
о ю ч
ел
жет быть выполнено на учасжс дорна 6 втулкой 9 и формующим каналом А
При уменьшении соотношения . ниже
значения 0,83 возможно длительное нарушение работоспособности экструзионной головки в случае прорыва формуемого рукава, а при увеличении данного соотношения свыше верхнего предела возможно налипание расплава полимера на тулку при наляд- ке процесса экструзии
Для подачи расплава полимера экстру- зионная головка снабжена патрубком 11, для охлаждения расплава полимера экстру- знойная голопка снабжена кольцевым коллектором 12.
Экструз ионная головка работает следующим образом.
Расплав полимера чероз пятрубоь 11 поступает о корпус 1 чероз нходног опер стие 2 о нем, а затем о кольцевой формую щий канал 4, образованный мундштуком 5 и дорном 6, и к выходному 01 верстию 3. Одно- премепно по каналу 8 в экструзионн/ю головку подают сжатый воздух, который раздувает экструдируемый рукав 13 до необходимого размера После этого по каналу 7 с выходным oi верстием 10 подают жидко- фазный ингибитор коррозии, который накапливается о емкости, образованной втулкой 9, дорном б и внутренней поверхностью рукава 13
При контактировании экструдируемо- го рукава 13 с жип,кофазным ингибитором коррозии происходит образование коллоидного раствора, который в процессе разду- ьания и охлаждения рукава 13 распадается на фазы с образованием пористой полимерной матрицы и заключенной в ней жидко аи. Пористая структура образуется в слое глубиной 1/3 - 1/2 толщины стенки рукаоа 13. Благодаря этому наружная поверхность рукава 13 остается чисто полимерной, л ингибитор коррозии сосредоточен вблизи внутренней поверхности рукава 13 Полученная экструзией полимерная противокоррозионная пленка в форме рукэва 13 охлаждается потоком воздуха, подаваемым через воздушный кольцевой коллектор 12 и затем сматывается в рулон
При случайном нарушении режима работы устройства, например при прорыве рукава 13, подача сжатого воздуха и ингибитора коррозии внутрь рукавной полимерной пленки прекращается, а находящийся в контакте с рукавом 13 ингибитор коррозии немедленно откачивается
черг-з канал 7 Благодаря приведенному соотношению наружного диаметра втулки и диаметра дорна удаление ингибитора коррозии с наружных поверхностей зкструзиорной головки осуществляется
без проникновения расплава полимера в канал 7, что обеспечивет повышение надежности работы экструзионной головки
Использование экструзионной головки дачной конструкции при производстве полиэшлеповой рукавной противокоррозионной пленки дает экономический эффект ориентировочно 900 тыс руб. в год
Формула изобретения
Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки, содержащая корпус с входным и выходным отверстиями, смонтированные в нем с образованием кольцевого
формующею канала мундштук и дорн, причем в дорне выполнены каналы для подвода ингибитора коррозии и сжатого воздуха внутрь рукапной полимерной пленки, о т- л и чающаяся тем, что, с целью повышения надежности работы экструзионной го- лоики, она снабжена смонтированной на дорне со стороны выходного отверстия корпуса соосно с кольцевым формующим каналом втулкой, а выходное отверстие канала
0 дня подвода ингибитора расположено у основания тулки, причем наружный диаметр втулки связан с диаметром дорна соотношением
50.83 d/D 0,95 ,
где d - наружный диаметр втулки, м; D - диаметр дорна, м.
Сжатый
-Ј воздух
Сжатый 5оз- ду
Ингибитор
-ч-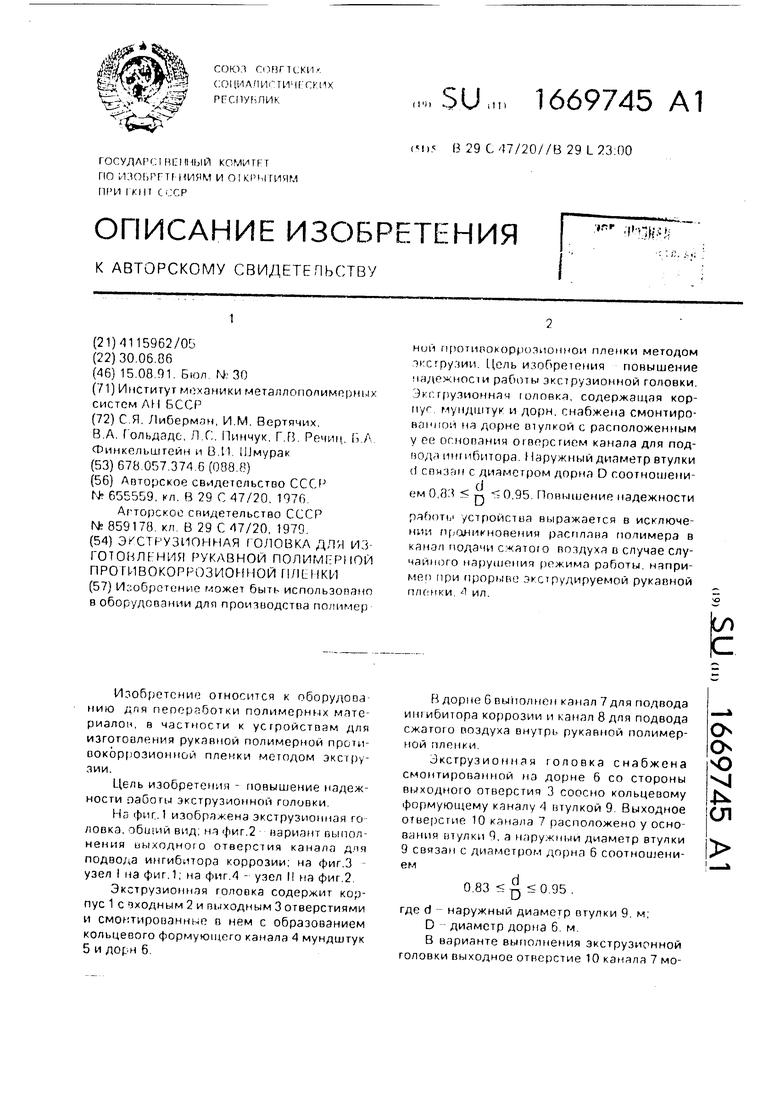
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Способ изготовления рукавной полимерной пленки и экструзионная головка для его осуществления | 1979 |
|
SU859178A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
| Устройство для изготовления рукавной полимерной пленки | 1986 |
|
SU1685737A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU897550A2 |
| Полимерная противокоррозионная пленка и способ ее изготовления | 1986 |
|
SU1669929A1 |
Изобретение может быть использовано в оборудовании для производства полимерной противокоррозионной пленки методом экструзии. Цель изобретения - повышение надежности работы экструзионной головки. Экструзионная головка, содержащая корпус, мундштук и дорн, снабжена смонтированной на дорне втулкой с расположенным у ее основания отверстием канала для подвода ингибитора. Наружный диаметр втулки D связан с диаметром дорна D соотношением 0,83≤D/D≤0,95. Повышение надежности работы устройства выражается в исключении проникновения расплава полимера в канал подачи сжатого воздуха в случае случайного нарушения режима работы, например при прорыве экструдируемой рукавной пленки. 4 ил.
фиг.1
Фиг2
6 9
фиг.З
ФигМ
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
