(54) ШПУЛЯРНИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпулярник | 2017 |
|
RU2680171C2 |
| Шпулярник ткацкого станка | 1988 |
|
SU1622443A1 |
| Устройство для перезаправки шпулярника сновальных машин | 1982 |
|
SU1066927A1 |
| Автоматизированный шпулярник для сновальных машин | 1983 |
|
SU1089185A1 |
| Устройство для смены уточных паковок на ткацком станке | 1990 |
|
SU1808028A3 |
| Способ непрерывного разматывания нити с паковок | 1988 |
|
SU1564086A1 |
| Шпулярник сновальной машины | 1981 |
|
SU985167A1 |
| Карусельная секция шпулярника текстильной машины | 1982 |
|
SU1074921A1 |
| Машина для снования эластомерных нитей | 1983 |
|
SU1089186A1 |
| Шпулярник текстильной машины | 1977 |
|
SU735541A1 |
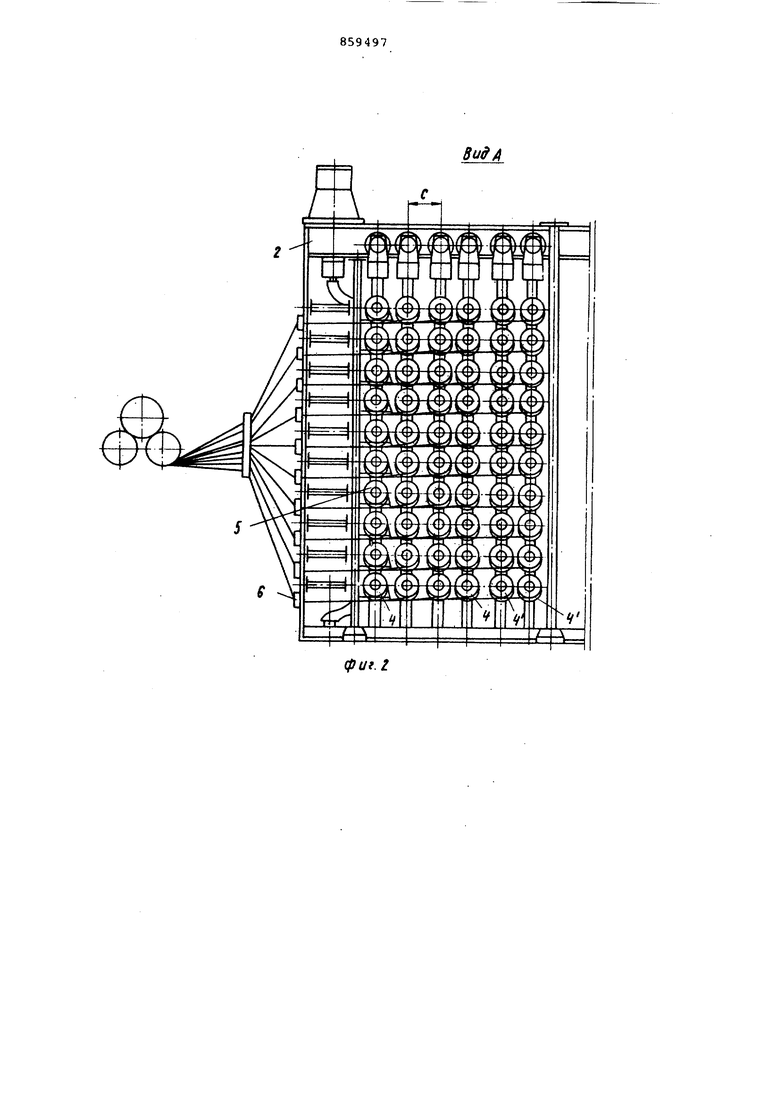
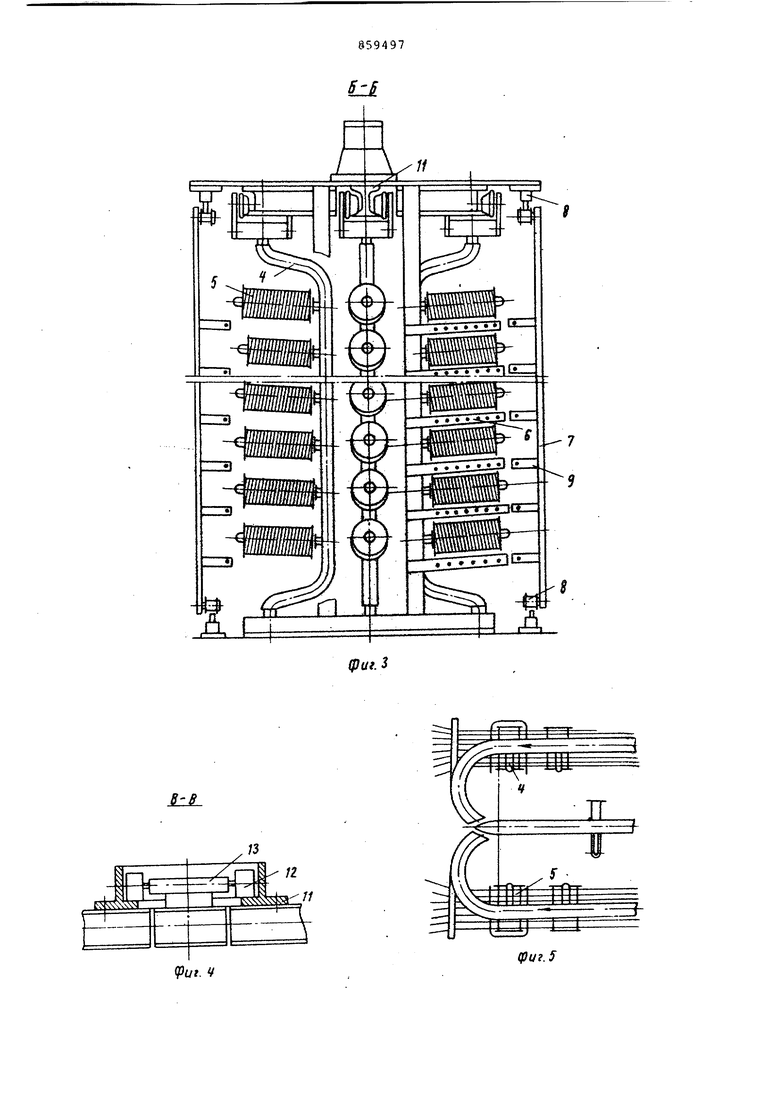
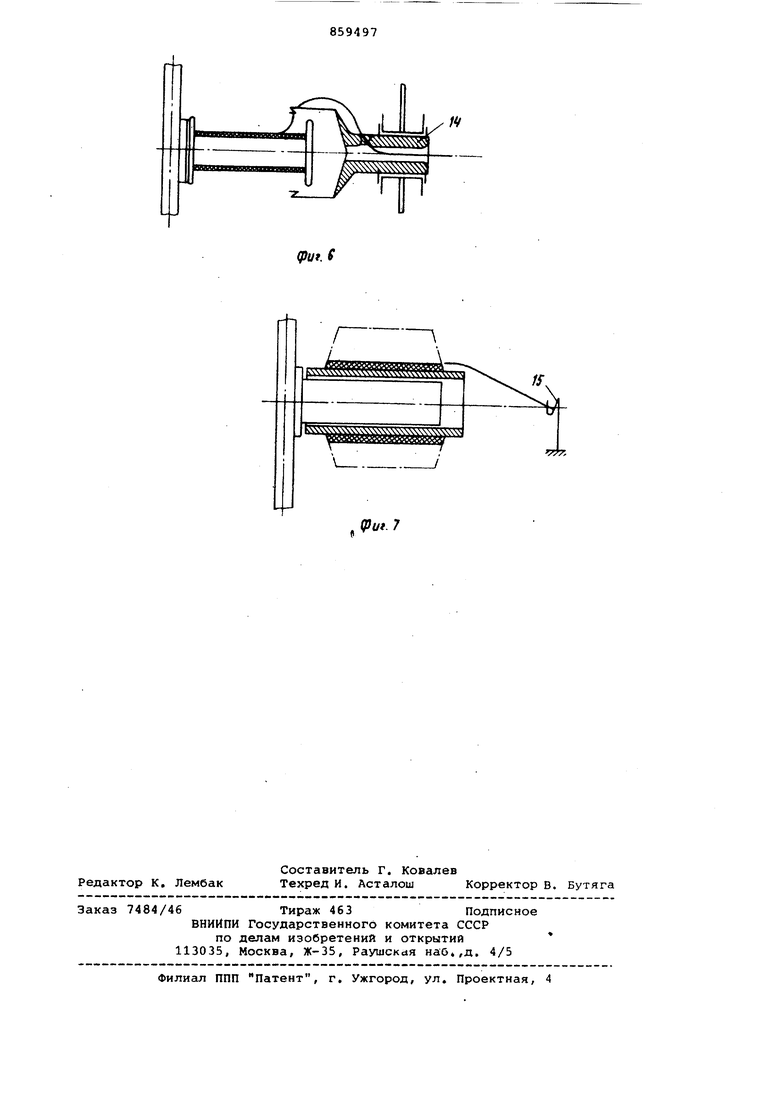
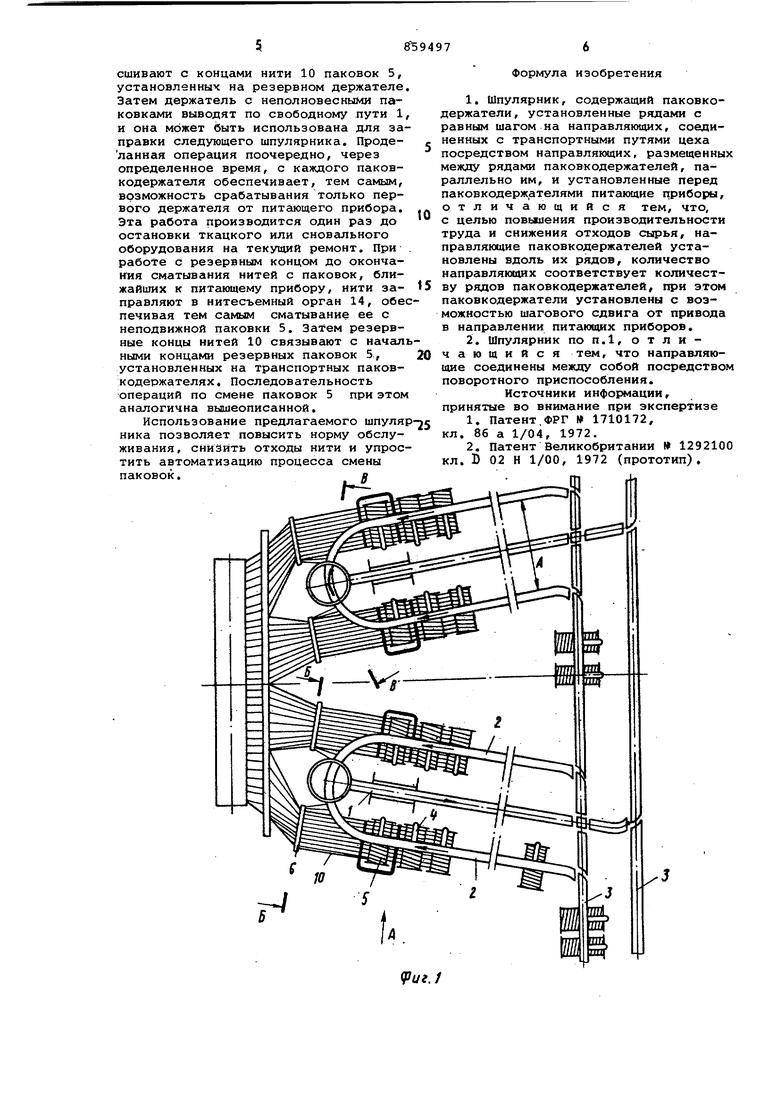
Изобретение относится к текстильному машиностроению и касается конст рукции ипулярнчка ткацкого и сноваль ного оборудования. Известен шпулярник, предназначенный для размещения на нем паковок крестсвой мотки. Он содержит напольные двусторонние люльки с паковками Сматывание нитей с паковок производя в направлении оси паковки, смену паковок на нем - вручную t.l . Недостаток такого шпуЛярника заключается в трудоемкости смены входных паковок. Кроме того, несмотря н довольно низкое натяжение нити при сматывании, величина отходов нитей значительна вследствие расположения паковок на разном расстоянии от питающего прибора. Известен шпулярник, содержащий паковкодержатели, установленные рядами с равным шагом на направляющих соединенных с транспортными путями, цеха посредством направляющих, разм щенных между рядами паковкодержателей, параллельно им, и установленны перед паковкодержателями питающие приборы Г2 . Отличительной особенностью этого шпулярника является то, что паковко держатели установлены с возможностью перемещения по центральной направляющей. Так как центральная продольная направляющая сопряжена с поперечными направляющими, то по последним паковкодержатели подводят к нитераздели- . тельным стойкам, установленным параллельно центральной направляющей, и через нитепроводящую гарнитуру нити с паковок направляются к питающему .устройству ткацкого или сновального оборудования. Смену отдельных паковок на шпулярнике не ПРОИЗВОДЯТ,при срабатывании нити на одной из паковок остальные нити обрезают, паковко.держатели выводят по поперечным с попряженной с ними продольной направляющим, а на это меЛо подают рамки с полновесными паковками, и все нити сшивают, как при первоначальной заправке. Это обстоятельство приводит к резкому увеличению количества отходов нити и к длительным простоям оборудования. Кроме того, при такой работе шпулярника даже при одинаковой длине Нитей на входных паковках количество отходов довольно значительно и может составить 6-8%. Это объясняется тем, что нить в процессе сматывания подвержена упругим деформациям. вследствие чего входные паковки вращаются прерывисто и натяжение нити изменяется от нуля до величины, необходимой для преодоления сил трения покоя между паковкой и штырем, на который она надета, причем время, в течение которого нить имеет нулевое натяжение, тем больше, чем больше расстояние паковки от питающего устройства ткацкого станка или сновгшьного оборудования. Цель изобретения - повышение прои водительности труда и снижение отходов сырья. Осуществление указанной цели дост гается тем, что направляющие паковко держателей установлены вдоль их рядо Количество направляющих соответствуе количеству рядов паковкодержателей, при этом паковкодержатели установлен с возможностью шагового сдвига от привода в направлении питающих приборов. Предпочтительно соединять направл ющие между собой посредством поворот ного приспособления. На фиг. 1 изображен предлагаемый шпулярник, вид сверху; на фиг. 2 вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - поворотное приспособление, разрез В-В на фиг.1; на фиг. 5 - вариант шпулярника без поворотного приспособления; на фиг.6 нитесъемный орган, позволяющий работать с паковками, имеющими резервный конец; на фиг. 7 - установка направляющего глазка при осевом сматывании нити с паковки. Шпулярник состоит из двух-трех секций (на фиг. 1 изображен двухсекционный шпулярник, включающий напра ляющие 1 и 2 фиг. 1-3,1 , связанные с цепными транспортными путями 3 цеха. На направляющих размещены в ряд равное число паковкодержателей 4 с паковками 5, при этом направляющие 1 расположена между рядами паковкодержателей 4. Для удобства обслуживания каждая секция шпулярника оснащена нитеразделителями 6 и стойкаМи 7, установленными на направляющих 8 и имеющих приспособление 9 для фиксации концов нитей 10 с паковок 5,уста новленных на резервном паковкодержателе 4. Предпочтительнее шпулярник выполнять с поворотным приспособлением, содержащим криволинейные направляющие 11, соединяющие направляющие 1 и 2, и расположенные в направляющих 11 ролики 12 и тележки 13 (фиг. 1 и 4). В этом случае паковкодержатели 4 имеют возможность поворота при перемещении по криволинейным направляющим вокруг вертикальной оси на 90, что позволяет уменьшить расстоя ние между направляющими 2 одной секц до расстояния, не менее диаметра фла цев сработанных паковок 5. Однако на личие поворотного устройства, связывающего между собой направляющие 1 и 2, не является необходимым, так как паковкодержатели 4 со сработанными паковками 5 могут транспортироваться из рабочей зоны с расположением паковок 5, перпендикулярно направлению движения, но в этом случае ширина прохода должна быть увеличена до размера (фиг. 5) , равного высоте паковок, которая, как правило, больше диаметра фланцев. Для переработки на шпулярнике паковок 5, имекших резервный конец нити (фиг. 6), к первой рамке 4 от питающего прибора присоединяют рейку с нитесъемным органом 14, например рогульками. Для обеспечения осевого сматывания нити с паковки на каждом паковкодержателе 4 имеются направляющие глазки 15 (фиг. 1) , расположенные вдоль оси паковки 5. Шпулярник работает следующим образом. По цеховым транспортным путям 3 паковкодержатели с полновесными паковками доставляют к направляющим 2 и распределяют их в секции так, что каждая сторона (направляющая 2) содержит одинаковое количество паковкодержателей. Концы нитей фиксируют приспособлением 9 и с помощью стойки 7подводят к первому паковкодержателю, где их сшивают (связывают с концами нитей сработанных паковок. Сшивку нитей производят последовательно без остановки оборудования. Затем первый паковкодержатель со сработанными паковками перемещают механически (или вручную к поворотному устройству, с помощью которого ее разворачивают на 90° и далее транспортируют по средней направляющей 1 шпулярника к цеховым транспортным путям 3. В это время все паковкодержатели 4 шпулярника с помощью цепного транспортера (не показан) перемещают на расстояние с , равное шагу между ними. Аналогично происходит замена всех паковкодержателей. Таким образом, каждый паковкодержатель через одно и то же время меняет свое положение на один шаг до тех пор, пока не приблизится к нитеразделителям б. 8связи с этим в процессе работы шпулярника создаются одинаковые условия сматывания нити со всех паковок, что резко снижает ее отходы. Для того, чтобы обеспечить последовательное, периодическое срабатывание .паковкодержателей, начиная от питающего прибора, необходимо произвести дополнительную операцию, которая заключается в том, что через определенное время, которое рассчитывается и определяет ритм р аботы ставильщицы нити с паковок, установленных на первой от питающего прибора паковкодержателя, поочередно обрезают и сшивают с концами нити 10 паковок 5, установленных на резервном держателе Затем держатель с неполновесными паковками выводят по свободному пути 1 и она может быть использована для за правки следующего шпулярника. Проделаниая операция поочередно, через определенное время, с каждого паковкодержателя обеспечивает, тем самым, возможность срабатывания только первого держателя от питающего прибора. Эта работа производится один раз до остановки ткацкого или сновального оборудования на текущий ремонт. При работе с резервным концом до окончания сматывания нитей с паковок, ближайших к питающему прибору, нити заправляют в нитесъемный орган 14, обе печивая тем самым сматывание ее с неподвижной паковки 5. Затем резервные концы нитей 10 связывают с начал ными концами резервных паковок 5, установленных на транспортных паковкодержателях, Последовательность операций по смене паковок 5 при этом аналогична вышеописанной. Использование предлагаемого шпуля ника позволяет повысить норму обслуживания, СНИЗИТЬ отходы нити и упрос тить автоматизацию процесса смены паковок.g
Put.f Формула изобретения 1.Шпулярник, содержащий паковкодержатели, установленные рядги ш с равным шагом на направляющих, соединенных с транспортными путями цеха посредством направляющих, размещенных между рядами паковкодержателей, параллельно им, и установленные перед паковкодержателями питающие приборы, отличающийся тем, что, с целью повыиения производительности труда и снижения отходов сырья, направляющие паковкодержателей установлены вдоль их рядов, количество направляющих соответствует количеству рядов паковкодержателей, при этом паковкодержатели установлены с возможностью шагового сдвига от привода в направлении питающих приборов. 2.Шпулярник ПОП.1, отличающийся тем, что направляющие соединены между собой посредством поворотного приспособления. Источники информации, принятые во внимание при экспертизе 1.Патент.ФРГ 1710172, кл. 86 а 1/04, 1972. 2.Патент Великобритании 1292100 кл. D 02 Н 1/00, 1972 (прототип).
Bu9A
фиг.1
lll
/3
put. ч
(риг. f
