Изобретение относится к кабельной технике, а именно к устройствам для эмалирования проволоки, и может быть применено во всех процессах связанных с нанесением лаковых покрытий на длинномерный материал.
Целью изобретения является повышение производительности устройства путем снижения тепловых потерь. .
На фиг. 1 схематически изображен узел устройства в разрезе; на фиг. 2 узел стыковки ванны нанесения эмали с горизонтальной печью и устройство перемещения ванны (узел I на фиг. 1); на фиг. 3 - вид А на фиг. 1 (вид на горизонтальную печь с входного торца со стороны ванны нанесения змали).
Устройство для изготовления эма- лированной.проволоки содержит обводные многоканавочные ролики, передний 1 и задний 2 с заправленной на них. эмалируемой проволокой 3, многократно проходящей через ванну 4 на- . несения эмали, и эмалировочную камеру 5 горизонтальной печи 6. Горизонтальная печь снабжена камерой 7 предварительного испарения растворителя, обогреваемой нагревателями 8 и соединенной каналом 9 с вентиляционной камерой 10, вверху которой установлен центро.бежный вентилятор .11. От верха вентиляционной камеры 10 проложен горизонтальный канал 12 с установленными в нем нагревателями 13 и каталитическим устройством 14. За каталитическим устройством расположены канал 15 выброса отработанных газов и рециркуляционный (возвратный канал 16, сообщающийся с эмалировочной камерой. Распределение потока горячих газов между каналом выброса отработанных газов и возвратным каналом осуществляется заслонкой 17. Ванна нанесения эмали состоит из корпуса 18, мягких протиров 19 и крьппки 20.
Подвод и слив лака в ванну осуществляется через эластичные трубки 21 и 22 соответственно. Перемещение ванны вдоль оси эмалируемой проволоки осуществляется по направляющим штырям 23, перпендикулярным торцовой стенке печи. Поверхности узла нанесения по-
крытия и переднего торца печи в зоне соприкосновения 24 вьшолнены коническими.
Устройство работает следующим образом.
Проволока 3 заправляется на многоканавочные ролики 1 и 2 в заданное количество проходов с пропусканием нитей через ванну 4 нанесения эмали и эмалировочную камеру 5 печи. В период заправки корпус 18 лаковой ванны сдвинут по направляющим штырям 23 в сторону от входного отверстия печи 6. При этом крьпика 20 ванны 4 и верхний из калибрующих протиров 19 сняты. По окончании заправки устанавливается верхний калибрующий протир 19 и крьшка 20 ванны 4. Ванна 4 перемещается по направляющим штырям 23 к входному отверстию печи 6 до запирания входного отверстия. При этом по мере прижатия конических поверхностей узла нанесения и переднего торца в зоне соприкосновения происходит прижатие друг к другу калибрующих протиров 19. Таким образом ванна нанесения запирает входное отверстие печи, что исключает попа-, дание наружного воздуха в печь, улучшает теплообмен газов в печи и снижает энергоемкость процесса.
Формула изобретения
1.Устройство для изготовления . эмалированной проволоки, содержащее узел нанесения покрытия на проволоку горизонтальную печь с системой каталитического сжигания и рециркуляции нагретого газового потока, вьшолнен- ную в виде полого короба с отверстиями в торцовых стенках для входа и выхода эмалируемой проволоки, и при- емно-отдающий узел, отличающее с я тем, что, с целью повьше- ния производительности путем уменьшения потерь тепла, узел нанесения покрытия выполнен подвижным с возможностью запирания входного отверстия печи.
2,Устройство по п. 1, отличающееся: тем, что поверхности узла нанесения покрытия и переднего торца, печи, в зоне соприкосновения, выполнены коническими.
15
Подало лака (
03и г. 2
ВидА
фиъ. J
Редактор М.Бандура
Составитель Э.Нагрелли Техред Л.Олийнык
Заказ 3403/50
Тираж 698Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор М.Пожо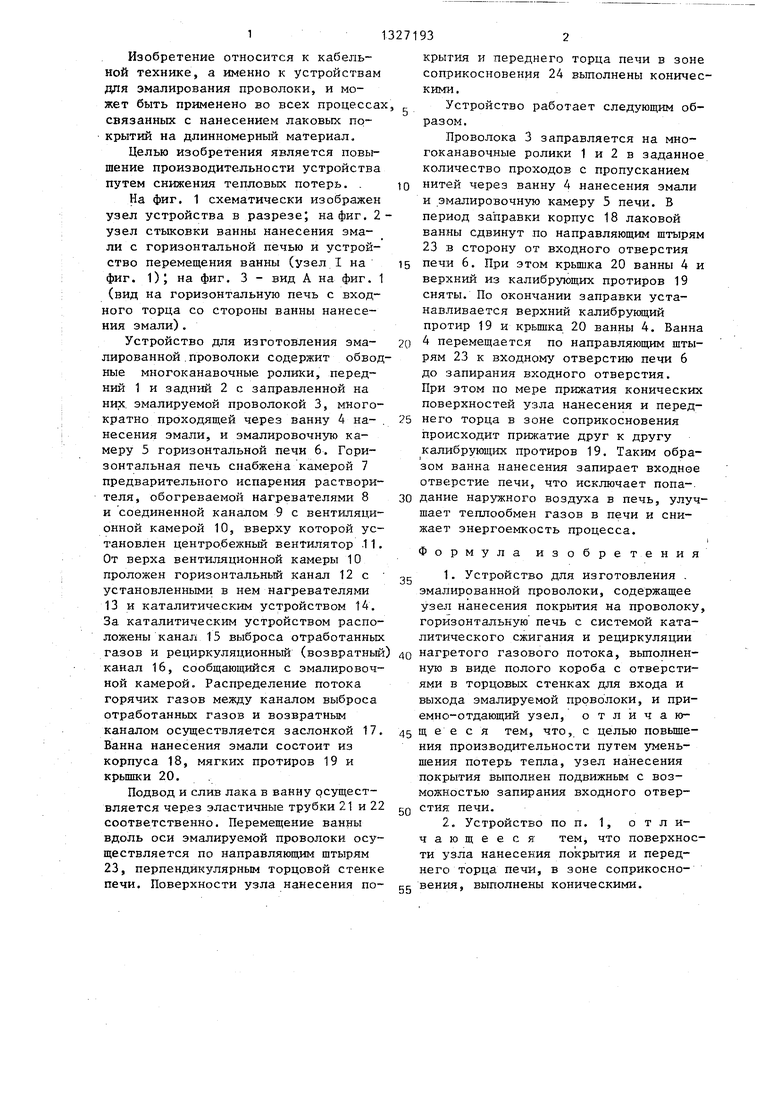
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на изделие протяженной формы | 1979 |
|
SU860144A2 |
| Установка для нанесения покрытий на изделие протяженной формы | 1977 |
|
SU691932A1 |
| Устройство для термообработки лакового покрытия на проволоке | 1989 |
|
SU1707629A1 |
| Электрическая многоходовая или одноходовая печь для эмалирования проволоки | 1948 |
|
SU74619A1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ ПОКРЫТИЯ НА ПРОВОЛОКУ | 1970 |
|
SU264680A1 |
| Многоходовая установка для изготовленияэМАлиРОВАННыХ пРОВОдОВ | 1979 |
|
SU847378A1 |
| Установка для нанесения горячих покрытий на длинномерные изделия | 1982 |
|
SU1027278A1 |
| Устройство для калибрования протяженного изделия | 1977 |
|
SU675453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ | 2011 |
|
RU2473996C2 |


Изобретение относится к электротехнике, в частности к кабельной технике. Цель изобретения - повьше- ние производительности путем уменьшения потерь тепла. Эмалируемая проволока многократно проходит через ванну нанесения эмали и эмалировочную камеру горизонтальной печи. Ванна нанесения эмали состоит из корпуса, мягких протиров и крышки. При заправке корпус ванны сдвинут в сторону от входного отверстия печи. По окончании заправки ванна перемещается по направляющим штырям к входному отверстию печи до запирания входного отверстия. Так как поверхности узла нанесения покрытия и переднего торца печи выполнены коническими, происходит прижатие друг к другу ка- либрукядих протиров. Таким образом, ванна запирает входное отверстие печи, что исключает попадание наружного воздуха в печь, улучшает теплообмен газов в печи и снижает энергоемкость процесса. 1 з.п. ф-лы, 3 ил. с (Л
| Производство кабелей и проводов | |||
| /Под ред.Н.И.Белорусова и И.Б.Пешкова | |||
| М.: Энергойздат, 1981, с | |||
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
