разующие заостренные кромки на витках резьбы.
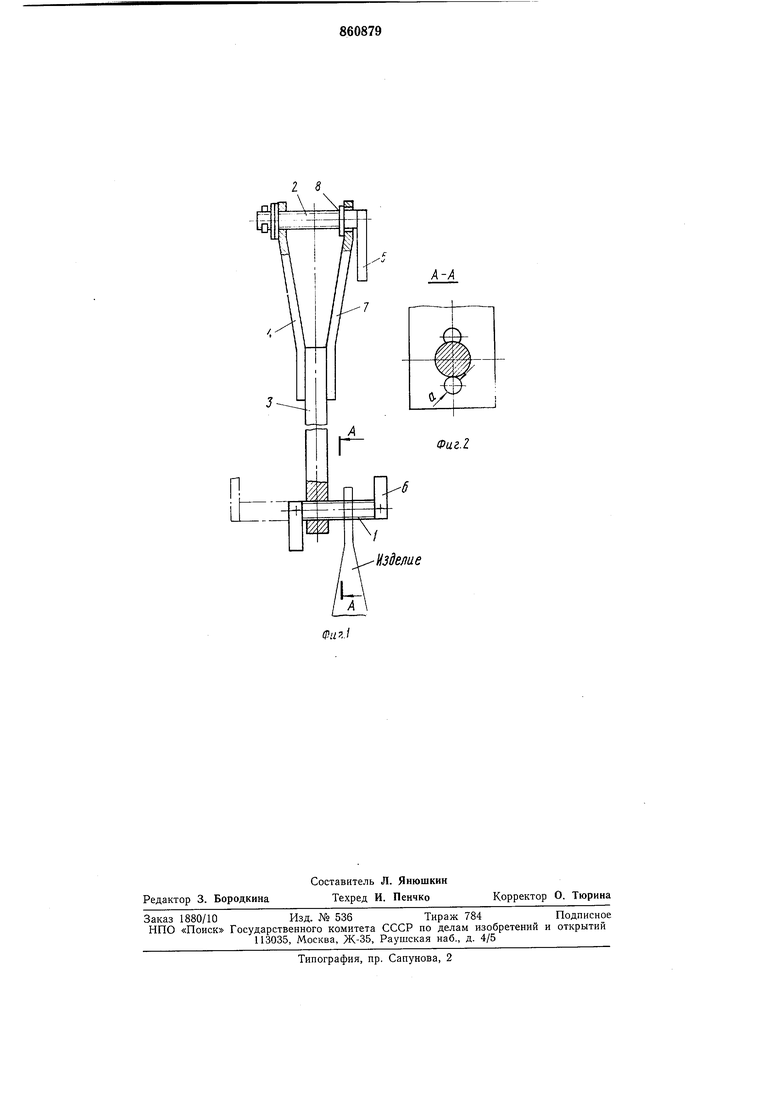
На фиг. 1 изображена нредлагаемая подвеека (для одного изделия); на фиг. 2 - сечение А-А на фиг. 1.
Подвеска состоит из контактных стержней, вынолненных в виде винтов 1 и 2 с трубной резьбой. Гайкой является корпус 3 подвескн (соединение, изображенное в нижней части фиг. I) или щека 4 (соединение, изображенное в верхней части фиг. 1). В стенках резьбовых отверстий корнуса 3 и щеки 4, являющихся токонроводящими элементами, выиолиепы продольные канавки а (фиг. 2).
Для новорота виитов 1 и 2 служат рукоятки 5 и 6. Для осуществления поворота винта 2 подвеска снабжена щекой 7 и унором 8.
Подвеска работает следующим образом.
Подвеску покрывают защитиым слоем, затем на нее навешивают изделие и подвеска с изделием проходит весь предусмотренный технологией окраски цикл. Порощковая композиция нри этом покрывает всю поверхность подвески.
После съема изделия с помощью рукоятки 6 винт 1 провертывают сквозь гайку на противоположную сторону для очистки винта от порощковой композиции. Для последующей навески изделий винт 1 молсно назад не возвращать.
Верхнюю часть подвески очищают путем вращения винта 2 с помощью рукоятки 5, при этом щека 7 остается неподвижной, а щека 4 с нарезкой передвигается вдоль винта 2. После очистки щека 4 должна быть возвращена в исходное положение.
Другие токонроводящие элементы каркаса подвески покрываются оплавленным порощком не более чем на 4000 мкм по толщине из-за сильного возрастания электрического сонротивления слоя норощкового покрытия. А такой небольшой слой его на корпусе подвески служит антикоррозионным и декоративным нокрытием.
По окончании процесса очистки контактных стержней на них можно вновь навещивать следующие изделия. Антиадгезионный слой наносится но мере необходимости.
Применение предлагаемой подвески позволяет достичь стабильного качества покрытия на изделиях, сокращения времени ухода за подвесками, так как пет необходимости в их отжиге пли длительном отпаривании, позволяет снизить процент брака при окраске изделий с 20 до 10-8%.
Формула изобретения
Подвеска для крепления изделий при нанесении нокрытия в электростатическом поле, содержащая токонроводящие элементы и контактные стержни, покрытые антиадгезионным слоем, отличающаяся тем, что, с целью упрощения нроцесса очистки подвески, контактные стержни установлены подвижно в токопроводящих элементах при номощи резьбового соединения, причем в стенках резьбового отверстия токопроводящего элемента выполнены продольные канавки, образующие заостренные кромки на витках резьбы.
Источники информации, принятые во внимание нрн экспертизе
1.Авторское свидетельство СССР jYo 459363, кл. В 05 С 13/02, 1973.
2.Авторское свидетельство СССР № 550178, кл. В 05В 13/00, 1975 (нрототип).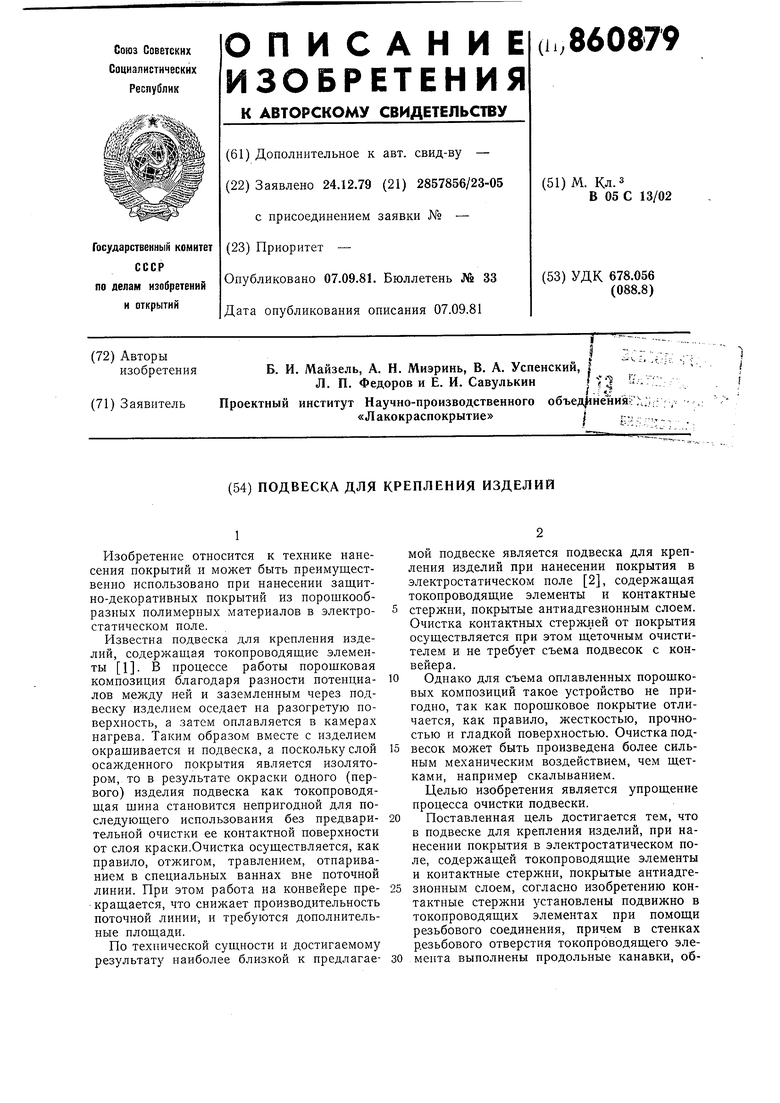
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для крепления изделий | 1979 |
|
SU858938A1 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| Устройство для нанесения покрытия на направляющие станков | 1984 |
|
SU1235552A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ | 1999 |
|
RU2163515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИБОРНОГО КОНИЧЕСКОГО ОТСЕКА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ И ПРИБОРНЫЙ ОТСЕК ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИТОВ | 2015 |
|
RU2587709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ВЫСОКОТЕМПЕРАТУРНОГО КОНСТРУКЦИОННОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТЕПЛОИЗОЛЯЦИОННОГО СЛОЯ НА КОРПУСЕ КОНСТРУКЦИОННОГО ЭЛЕМЕНТА НАМОТКОЙ ЛЕНТЫ ИЗ СТЕКЛОТКАНИ | 2021 |
|
RU2784158C1 |
| Подвеска для гальванической обработки изделий | 1982 |
|
SU1016403A1 |
| Подвеска-манипулятор | 1990 |
|
SU1776611A1 |
| Кассета для электролитической обработки радиодеталей | 1977 |
|
SU622211A1 |
| Резак для воздушно-дуговой резки и строжки металла | 1980 |
|
SU941069A1 |