Изобретение относится к области машиностроения и может быть использовано на операциях чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой. Изобретение может быть использовано в машиностроительной, авиационной, судостроительной, космической и других отраслях промышленности.
Известен способ чистового фрезерования криволинейных поверхностей, при котором ось фрезы в точке контакта отклоняется от нормали к обрабатываемой поверхности (См., например, SU а.с. №1060349, кл. В23С 3/18, 1983 г.).
Недостатком данного способа является прерывистость процесса резания, наличие гребешков и впадин от перемещения фрезы.
Известен также способ чистового фрезерования концевой сферической фрезой с острыми режущими кромками криволинейной поверхности, при котором ось концевой сферической фрезы устанавливается по нормали в точке контакта с обрабатываемой поверхностью (См., например, SU а.с. №331620, кл. В23С 3/18, 1985 г.).
Недостатком такого способа фрезерования является высокая шероховатость обрабатываемой криволинейной поверхности, находящейся под осью вращения фрезы, где скорость резания минимальна.
Наиболее близким техническим решением к изобретению по технической сущности и достигаемому результату является способ чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью (См., например, RU патент №2351441 С1, кл. В23С 3/18, 10.04 2009). Указанное техническое решение выбрано заявителем в качестве прототипа.
Недостатком такого способа фрезерования является высокая шероховатость обрабатываемой криволинейной поверхности, из-за гребешков и впадин от перемещения фрезы.
Техническим результатом предлагаемого способа является чистовое фрезерование криволинейных поверхностей концевой сферической фрезой.
Указанный технический результат достигается тем, что в способе чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью, используют фрезу с торцевыми зубьями, имеющими притупленные режущие кромки на перемычке с перекрытием ими оси вращения фрезы, при этом фрезе сообщают эксцентричное вращение посредством ее закрепления во втулке-эксцентрике, установленной в шпинделе фрезерного станка, и производят уплотнение поверхностного слоя обрабатываемой поверхности притупленными режущими кромками фрезы и разглаживание поверхностного слоя путем создания плоской площадки, обеспечивающей перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы.
Сущность предложенного способа поясняется рисунками, на которых изображено:
на фиг. 1 - общий вид обрабатываемой криволинейной поверхности пера лопатки;
на фиг. 2 - вид концевой фрезы с торца;
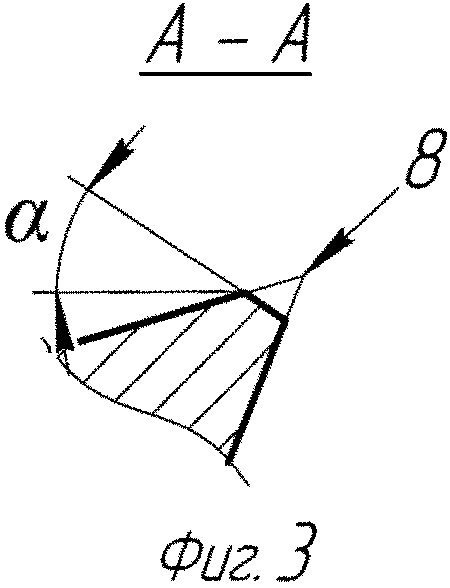
на фиг. 3 - вариант кромки с притуплением углом;
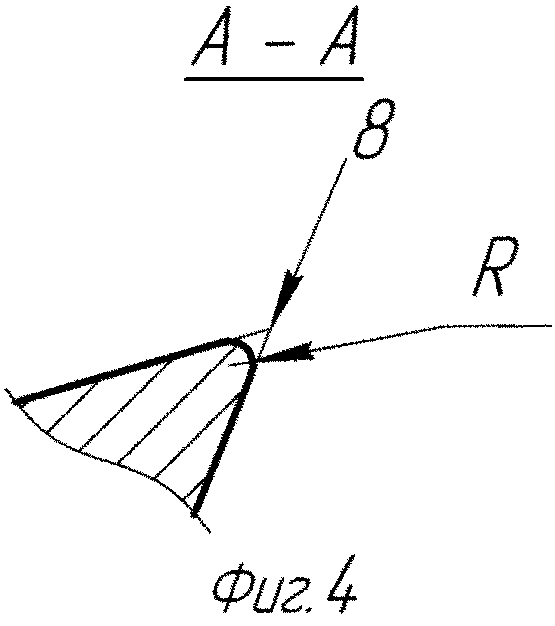
на фиг. 4 - то же самое с притуплением радиусом.
Способ чистового фрезерования криволинейной поверхности пера лопаток концевой сферической фрезой реализуется следующим устройством, содержащим сферическую концевую фрезу 1, закрепляемую во втулке-эксцентрике 2, в свою очередь установленной в шпинделе 3 фрезерного станка. Ось 4 фрезы 1 отстоит от оси 5 шпинделя 3 на величину эксцентриситета-«е». Перемычка 6 фрезы 1 имеет притупление режущих кромок.
Предлагаемый способ чистового фрезерования криволинейной поверхности пера лопаток концевой сферической фрезой осуществляется следующим образом. Фрезе 1 придают вращение вокруг собственной оси 4. Притупленные режущие кромки 8 перемычки 6 при вращении фрезы 1 во втулке-эксцентрике 2 производят уплотнение поверхностного слоя 7 обрабатываемого материала, а вращение фрезы 1 с эксцентриситетом-«е» вокруг оси 5 шпинделя 3 создает плоскую площадку-S, обеспечивающую перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы 1, производящей разглаживание поверхностного слоя обрабатываемого материала.
Использование предложенного способа позволит повысить качество обрабатываемых криволинейных поверхностей пера лопаток ГТД за счет снижения шероховатости поверхностей обрабатываемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2500506C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| Способ обработки лопаток блиска газотурбинного двигателя | 2018 |
|
RU2689476C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Способ фрезерования поверхностей заготовок и обрабатывающий центр для его осуществления | 2014 |
|
RU2615387C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |

Изобретение относится к машиностроению и может быть использовано при обработке криволинейных поверхностей пера лопаток газотурбинных двигателей. Способ включает использование сферической фрезы, содержащей торцевые зубья, имеющие притупленные режущие кромки на перемычке с перекрытием ими оси вращения фрезы, которую устанавливают с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью. Фрезе сообщают эксцентричное вращение посредством ее закрепления во втулке-эксцентрике, установленной в шпинделе фрезерного станка, и производят уплотнение поверхностного слоя обрабатываемой поверхности притупленными режущими кромками фрезы и разглаживание поверхностного слоя путем создания плоской площадки, обеспечивающей перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы. Обеспечивается снижение шероховатости поверхности пера лопатки, повышается качество. 4 ил.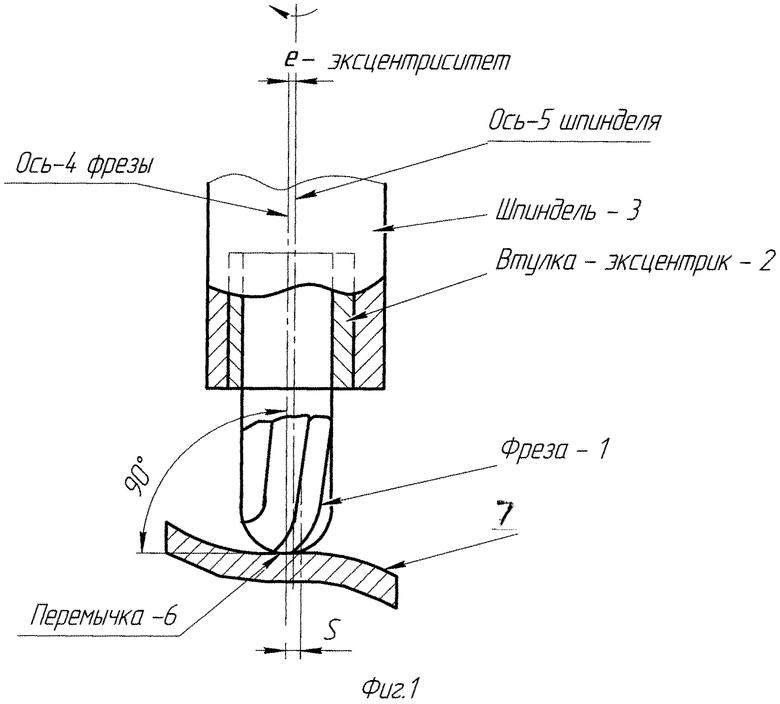
Способ чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью, отличающийся тем, что используют фрезу с торцевыми зубьями, имеющими притупленные режущие кромки на перемычке с перекрытием ими оси вращения фрезы, при этом фрезе сообщают эксцентричное вращение посредством ее закрепления во втулке-эксцентрике, установленной в шпинделе фрезерного станка, и производят уплотнение поверхностного слоя обрабатываемой поверхности притупленными режущими кромками фрезы и разглаживание поверхностного слоя путем создания плоской площадки, обеспечивающей перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы.
| Станок с программным управлением для фрезерования криволинейных поверхностей | 1969 |
|
SU283792A1 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| JP 62213913 A, 17.03.1986. | |||

