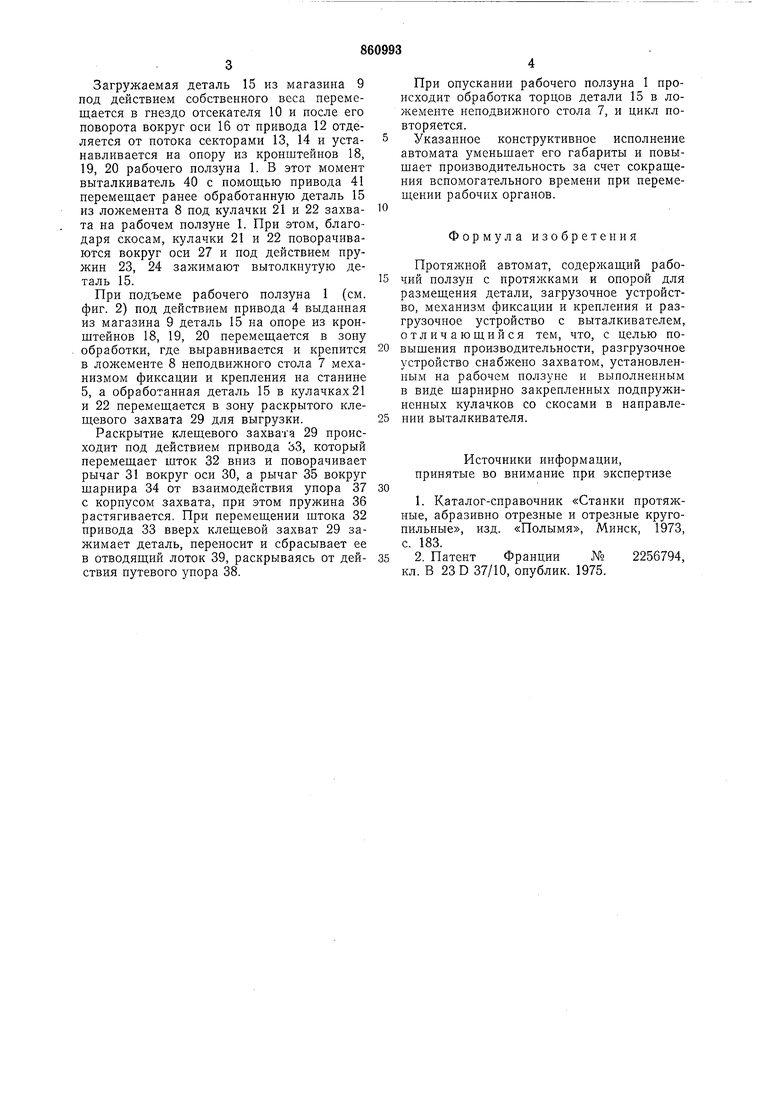
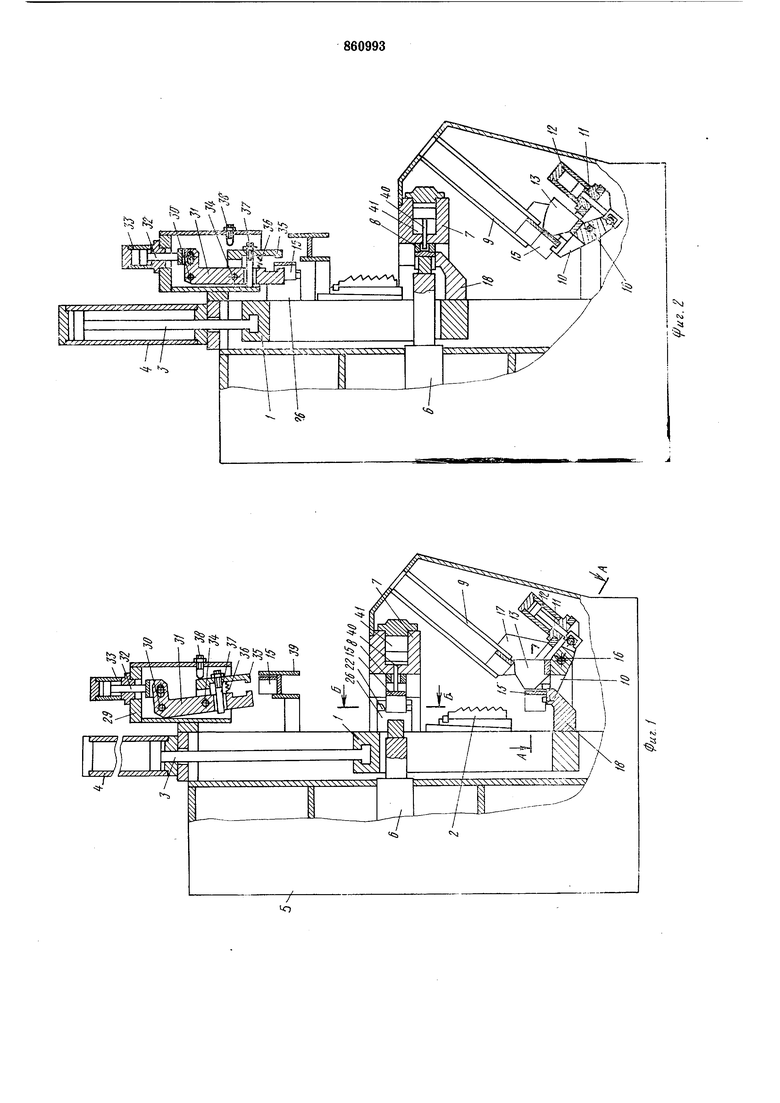
Загружаемая деталь 15 из магазина 9 под действием собственного веса перемещается в гнездо отсекателя 10 и после его поворота вокруг оси 16 от привода 12 отделяется от потока секторами 13, 14 и устанавливается на опору из кронштейнов 18, 19, 20 рабочего ползуна 1. В этот момент выталкиватель 40 с помощью привода 41 перемещает ранее обработанную деталь 15 из ложемента 8 под кулачки 21 н 22 захвата на рабочем ползуне 1. При этом, благодаря скосам, кулачки 21 и 22 поворачиваются вокруг оси 27 и под действием пружин 23, 24 зал имают вытолкнутую деталь 15.
При подъеме рабочего ползуна 1 (см. фиг. 2) под действием привода 4 выданная из магазина 9 деталь 15 на опоре из кронщтейнов 18, 19, 20 перемещается в зону обработки, где выравнивается и крепится в ложементе 8 неподвижного стола 7 механизмом фиксации и крепления на станине 5, а обработанная деталь 15 в кулачках 21 и 22 перемещается в зону раскрытого клещевого захвата 29 для выгрузки.
Раскрытие клещевого захвата 29 происходит под действием привода ЬЗ, который перемещает шток 32 вниз и поворачивает рычаг 31 вокруг оси 30, а рычаг 35 вокруг шарнира 34 от взаимодействия упора 37 с корпусом захвата, при этом пружина 36 растягивается. При перемещении штока 32 привода 33 вверх клещевой захват 29 зажимает деталь, переносит и сбрасывает ее в отводящий лоток 39, раскрываясь от действия путевого упора 38.
При опускании рабочего ползуна 1 происходит обработка торцов детали 15 в ложементе неподвижного стола 7, и цикл повторяется.
Указанное конструктивное исполнение автомата уменьшает его габариты и повышает производительность за счет сокращения вспомогательного времени при перемещении рабочих органов.
Формула изобретения
Протяжной автомат, содержащий рабочий ползун с протяжками и опорой для размещения детали, загрузочное устройство, механизм фиксации и крепления и разгрузочное устройство с выталкивателем, отличающийся тем, что, с целью повышения производительности, разгрузочное устройство снабжено захватом, установленным на рабочем ползуне и выполненным в виде шарнирно закрепленных подпружиненных кулачков со скосами в направлении выталкивателя.
Источники информации, принятые во внимание при экспертизе
1.Каталог-справочник «Станки протяжные, абразивно отрезные и отрезные кругопильные, изд. «Полымя, Минск, 1973, с. 183.
2.Патент Франции № 2256794, кл. В 23 D 37/10, опублик. 1975.
4i t)
i-i
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной автомат | 1979 |
|
SU850334A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Непрерывно-протяжной станок | 1983 |
|
SU1214349A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
А-/(
S- В
Фиг.
