1
Изобретение относится к абразивной обработке деталей сложной конфигурации и может найти применение в машиностроении, приборостроении и других областях промышленности.
Известен способ обработки, при котором обрабатываемую деталь частично погружают в кипящий абразив, ожижение которого осуществляют подачей под него сжатого воздуха 1.
Устройство, реализующее известный способ, выполнено в виде рабочей камеры со шпинделем обрабатываемой детали, расположенным над слоем абразива так, что деталь погружена в него частично, причем оно содержит опорно-газораспределительную решетку, на которой расположен абразив, и систему подачи под него сжатого воздуха 1.
Недостатком известного способа и устройства, его реализующего, является то, что при обработке крупногабаритных деталей, когда их не удается разместить в абразивном слое целиком и они оказываются погруженными в него частично, не обеспечивается равномерность обработки различных участков деталей - периферийных и центральных.
Цель изобретения - повышение производительности и качества обработки.
Указанная цель достигается тем, что на участки детали, расположенные вне слоя кипящего абразива подают дополнительный поток абразива из кипящего абразива посредством трубопровода, установленного в рабочей камере и частично погруженного в абразивный слой. Нижний торец трубопровода снабжен входным устройством, площадь которого в 50-150 раз больше внутреннего сечения трубопровода и составляет 0,1-0,25 площади опорно-газораспределительной решетки.
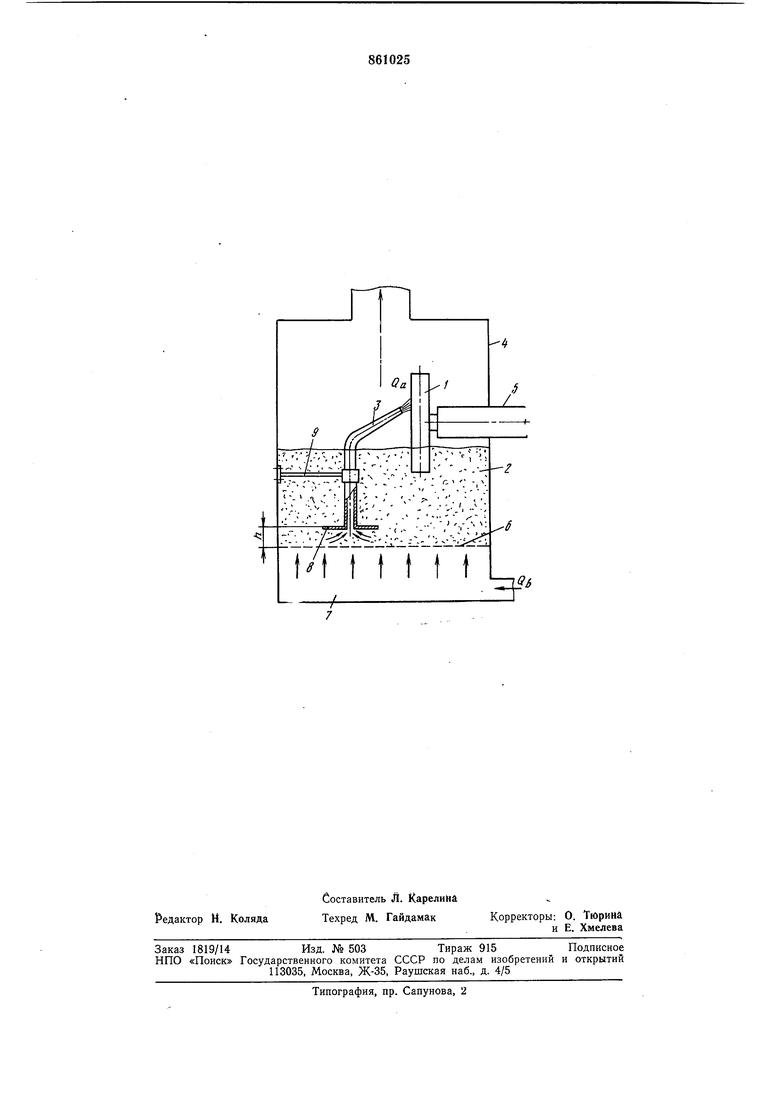
На чертеже изображен вертикальный разрез устройства, реализующего способ оора15 ботки.
Обрабатываемую деталь 1 частично располагают в кипящем слое абразива 2, псевдоожижение которого осуществляют подачей снизу под него потока QB сжатого воздуха. Из кипящего слоя абразива 2 опущенным в него трубопроводом 3, поток Qa абразивных частиц подают на участки детали 1, расположенные вне (выше) слоя кипящего абразива.
25 Устройство, реализующее способ, содержит рабочую камеру 4 со шпинделем 5 обрабатываемой детали и опорно-газораспределительную решетку 6 с расположенным на ней слоем свободного абразива 2, а так30 же систему подачи сжатого воздуха 7.
В рабочей камере установлен частично погруженный в абразивный слой 2 трубопровод 3, нижний торец которого снабжен входным устройством 8, площадь которого в 50-150 раз больше площади внутреннего сечепия трубопровода 3 и составляет 0,1-0,25 площади оиорио-газораспределительиой рещетки 6.
Трубопровод 3 кронштейном 9 закреплен на корпусе рабочей камеры 4 таким образом, что торец его входного устройства 8 расположен на высоте h от поверхности опорно-газораспределительной решетки, а его верхний конец направлен на подлежащий обработке участок детали 1, находящийся вне слоя кипящего абразива.
При работе устройства поток QB воздуха, проходя через онорно-газораспределительную решетку 6 рабочей камеры 4, приводит слой абразива 2 во взвешепное состояние. Деталь 1 вращается вместе со шпинделем 5 и ее участки, ногруженные в кипящий слой абразива, обрабатываются им. Одновременно воздух, находящийся под входным устройством. 8 трубопровода 3, под действием перепада давлений на нижнем и верхнем концах трубопровода интенсивно отводится из слоя, так как сопротивление трубопровода меньше сопротивления слоя абразива, и увлекает с собой абразивные частицы. Струя Qa абразивных частиц при выходе из верхнего конца трубопровода направляется на поверхности участков детали, находящихся над кипящим слоем. Абразивные частицы под действием скоростного нанора, выходящего из трубы потока газовзвеси Qa ударяют по поверхностям детали, обрабатывая их. Количество (расход Qa) абразива и скорость потока газовзвеси из верхнего конца трубопровода, а значит, и производительность обработки, зависят от соотнощения размеров трубопровода 3, его входного устройства 8 и площади опорногазораспределительной рещетки 6. Если отношение площади впутреннего канала трубопровода 3 к площади входного патрубка 8 будет очень мало, например, меньше 0,01, то вследствие большого гидравлического сопротивления трубопровода 3 расход и напор струи абразива будут малы. Наоборот, если отношение этих нлощадей будет велико, нанример, больше 0,2-0,3, то расход абразива через трубу также будет мал вследствие малого количества воздуха, отводимого через трубопровод 3. Если отношение площади входного устройства 8 к площади опорпо-газораспределительной решетки 6 будет мало, нанример, меньше 0,05-0,02, то расход абразива через трубопровод 3 будет мал, так как через трубопровод будет отводиться такое количество воздуха. Наоборот, при большом отношении площадей входного устройства 8 к площади решетки 6, папример, большем 0,4-0,6, расход абразива и его скорость начинают падать, так как входное устройство 8 перекрывает сечение камеры 4, увеличивая ее гидравлическое сопротивление и расход воздуха QB на ожижение абразива начинает
уменьшаться. Оптимальное соотношение площадей входного устройства 8 и внутреннего сечения трубопровода 3 находится в диапазоне 50-150, а отношение площадей входного устройства 8 и онорно-газораспределительной решетки 6 составляет 0,15- 0,25.
Входное устройство 8 трубопровода 3 может иметь различную конфигурацию, например, в виде заборного конуса, экрана, цилиндра.
Для обработки противоположных поверхностей деталей устройство может быть снабжено двумя трубопроводами.
Применение предложенного способа и
устройства, его реализующего, позволяет повысить производительность и равномерность обработки крупногабаритных деталей различной конфигурации.
Формула изобретения
1.Способ обработки деталей свободным абразивом, при котором обрабатываемую деталь частично погружают в кипящий абразив, ожижение которого осуществляют подачей под него сжатого воздуха, отличающийся тем, что, с целью повышения производительности и качества обработки, на участки детали, расположенные вне слоя
кипящего абразива, подают дополнительный поток абразива из кипящего абразива.
2.Устройство для осуществления способа по п. 1, выполненное в виде рабочей камеры со шпинделем обрабатываемой детали,
содержащей опорно-газораспределительную решетку с расположенным на ней слоем свободного абразива и источник подачи воздуха, отличающееся тем, что устройство снабжено трубопроводом, установленным в рабочей камере и частично погруженным в абразивный слой, нижний торец трубопровода снабжен входным устройством, площадь которого в 50-150 раз больше площади внутреннего сечения трубопровода и составляет 0,1-0,25 площади опорно-газораспределительной рещетки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2618334/08, кл. В 24В 31/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожижен-НОй СРЕдЕ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU848314A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки в псведоожиженной среде | 1980 |
|
SU963824A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для турбоабразивной обработки деталей | 1988 |
|
SU1641589A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |