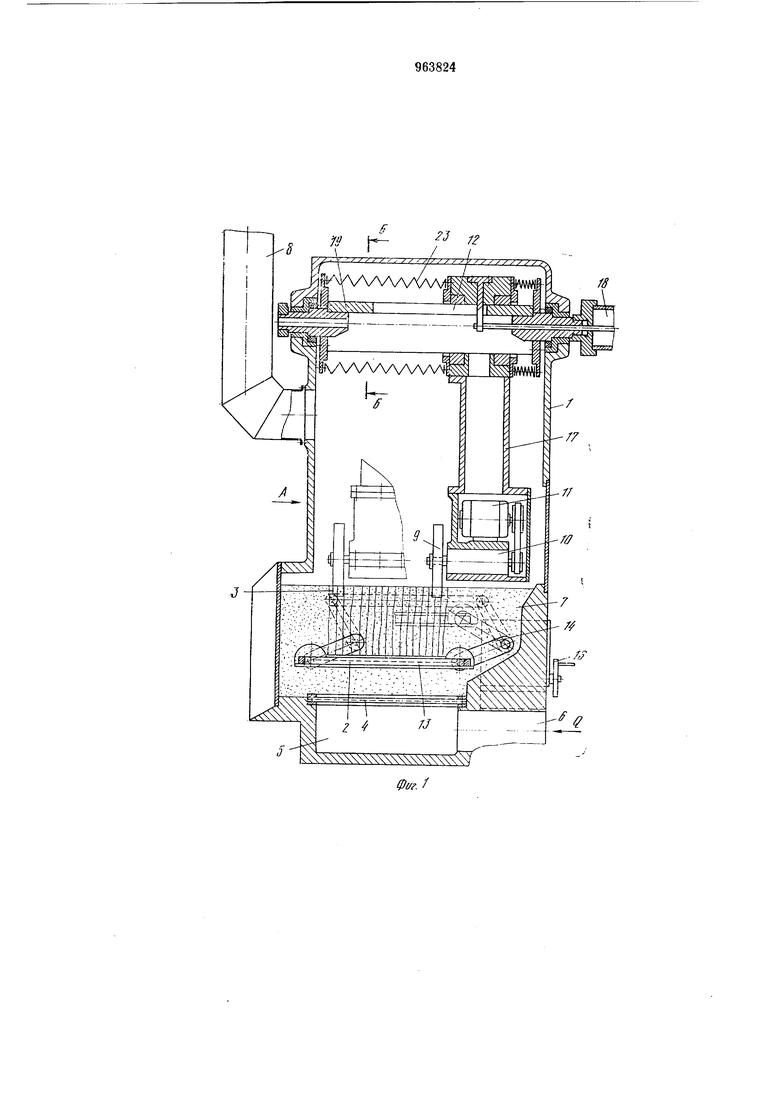
можностыо ее перемещения в рабочей камере 1. Для этого она выполнена в виде шатуна 13 механизма параллелограмма 14, один из кривошипов 15 которого соединен с приводом 16 перемешения решетки 2, а шпиндель 10 обрабатываемой деталн 9 вместе с его приводом вращения 11 установлен в качалке 17, расположенной с возможностью горизонтального перемешения от привода 18 в направляющих 19 оси О качалки, снабженной силовым цилиндром 20, щток 21 которого соединен с опорой 22 качалки 17.
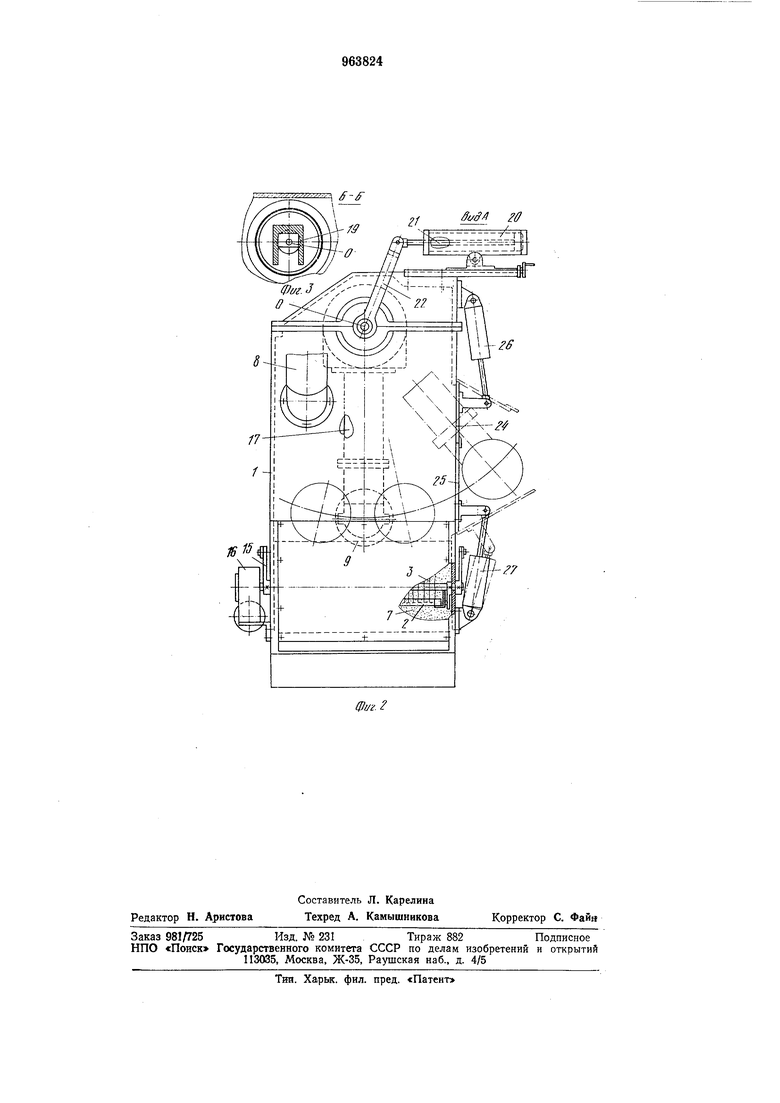
Направляющие качалкп защищены уплотнением 23 типа гармошки, в боковой стееке рабочей камеры размещены крышки 24 и 25, снабл енные приводами 26 и 27 их перемещения.
При работе устройства в начале цикла обработки крыщки 24 и 25, управляемые силовыми цилиндрами 26 и 27, находятся в положениях, обозначенных пунктирной линией на ,фиг. 2, шток 21 силового цилиндра 20 находится в крайнем левом положении, воздействуя через опору 22 на качалку 17, которая находится в крайнем правом положении. В этом положении качалки обрабатываемая деталь 9 устанавливается на шпиндель 10.
По сигналу от яомандоаппаратуры (на чертеже не показана) силовые цилиндры 20, 26 и 27 устанавливают качалку с обрабатываемой деталью в нейтральное положение и герметично закрывают крышки 25 и 24 рабочей камеры, после чего подается команда на подачу потока Q ожижающего воздуха в воздухоподающую камеру 5, на вращение шпинделя 10 обрабатываемой детали и на возвратно-поступательное перемещение качалки 17 с обрабатываемой деталью 9 вдоль уровня слоя образива от привода 18. При этом положение гибких элементов 3 по высоте слоя абразива в зависимости от их износа, размеров, конфигурации обрабатываемой детали и технологических условий регулируется перемещением опорной решетки 2 от привода 16.
Поток Q воздуха, проходя через газораспределительную рвшет1Ку 4, взвешивает абразив 7 и приводит в вертикальное положение гибкие элементы 3, концы которых поднимаются увлекающим их потоком Q.
Вращающаяся и возвратно-поступательно перемещающаяся в среде, состоящей из взвешенного абразива и гибких элементов, деталь 9 интенсивно обрабатывается ею, например, полируется, очищается и т. п.
Возможны также такие варианты, как например, обработка в среде ожиженного абразива п гибких элементов, уровень которых выше уровня кипящего слоя, а затем смещение детали вверх и обработка только гибкими элементами; обработка в кипящем абразиве, а затем смещение детали вниз и обработка гибкими элементами и свободным образивом, .когда его уровень выше верхних кон/цов гибких элементов и другие приемы.
После определенного цикла обработки прекращают вращепие детали, перемещение качалки и подачу потока воздуха, взвешивающего абразив. Силовыми цилиндрами 26 и 27 открывают крышки 24 п 25 рабочей камеры и качалку 17 приводом 20 устанавливают в положение для смены детали вне рабочей камеры.
Таким образом, предлагаемое решение не только расширяет технологические возможности устройства, но и улучшает удобства его обслуживания.
Формула изобретения
Устройство для обработки в псевдоожиженной среде по авт. св. 848314, отличающееся тем, что, с целью расширения технологических возможностей устройства, оно снабжено качалкой, в которой установлен шпиндель, расположенный с возможностью горизонтального перемещения в введенных в устройство направляющих, смоптированных в рабочей камере, а опорная рвщетка установлена с возможностью ее перемещения посредством рычажно-шатунного механизма, рычаги которого одним концом закреплены на опорной решетке, являющейся шатуном, а другим соединены с введенным в устройство приводом неремещения опорной решетки.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 848314, кл. В i24 В 31/00, 1979.
5
fS
f-f
д(//9 ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожижен-НОй СРЕдЕ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU848314A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Способ обработки деталей в псевдоожиженномАбРАзиВЕ и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810456A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU984830A1 |