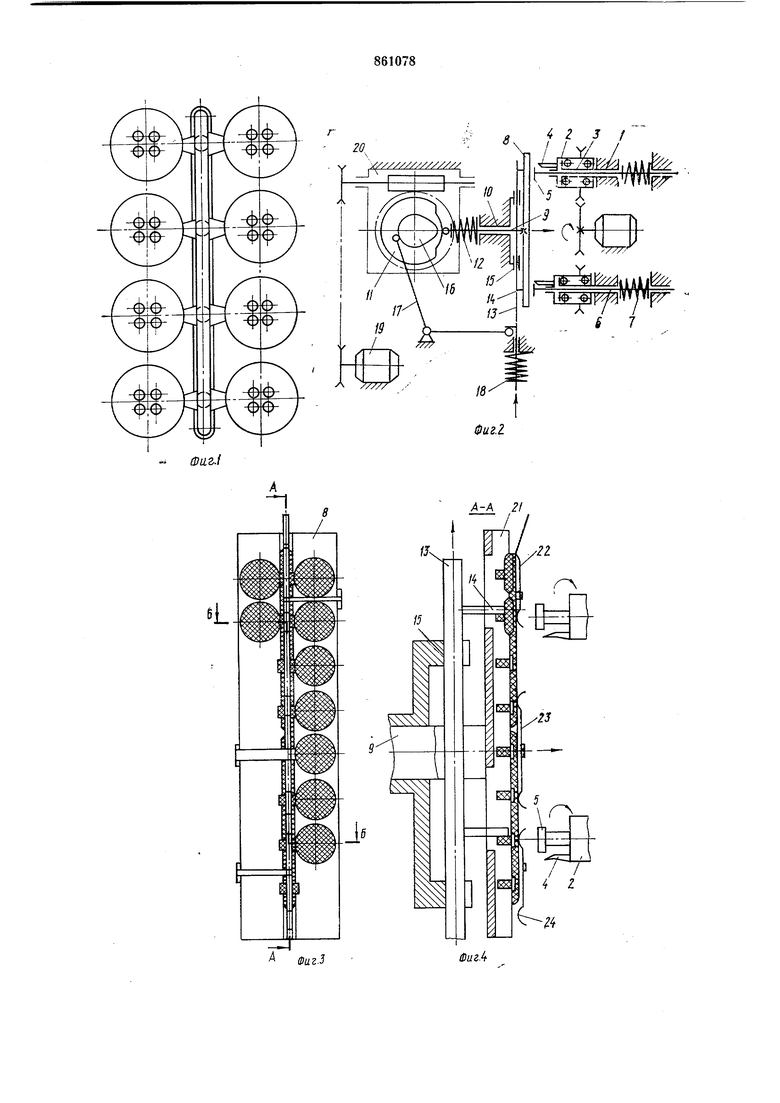
3; «а фиг. 5 - Б-Б на фиг. 3; на фиг. 6 - положение ллиты в конечный момент вырезки изделия из заготовки.
Уст1ройство состоит из станины 1, на которой смонтированы 1выр езные головки 2, установленные на иеподвижно закрепленной на станине / полой оси 3 с располол енным на ней резцом 4. Через отверстие оси головки проходит шток 5 пр. S, подпружиненного прижимной прулсиной 7. Плита 8 механизма перемещения жестко закреплена на цилиндрическом, горизонтально расположенном на станине / штоке 9, размещенном в корпусе 10. Рабочий ход плиты 5 осуществляется через кулачок //. Пружина 12 обеспечивает контакт кулачка 11 со игроком 9. Вертикально располол енный яа станине 1 ползун 13 с жестко закрепленными на нем пальцами ,14 установлен в напра;вляющих 15, выполненных в Корпусе 10. Ползун 13 кинематически соединен с кулачком 16 через толкатель 17 и подпружинен пружиной 18. Привод устройства осуществляется от злект1родвигателя 19 через червячный редуктор 20, которые соединены клиноременной передачей.
Плита 8 имеет ориент1ирующиепазы2/ куда входят пальцы 14, которые совместно с пазами являются базирующими элементами. Технологичесйие выступы отливки проходят внутри паза 21 и устанавливаются пальцами 14. Заготовки удерживаются на плите нруж.инами 22, 23 и 24.
Устройство работает следующим образом.
Установка заготовки IB иолол еиие вырезки осуществляется с помощью пальцев 14, захватывающих отливку за технологические выступы. После установки отливки в положение вырезки плита 8 со штоком 9, размещенным в корпусе -10, начинает поступательно перемещаться навстречу вращающимся головкам 2. При этом технологические выступы отливки выходят из зацепле шя с пальцами 14. При дальнейшем движении плиты 8 прижим 6 с помощью
прулчины 7 прижимает вырезаемую пуго 1 цу к плите 8, после этого резец 4 отрезает пуговиду от литника. В конечный момент вырезки пуговицы из отливки вертикально расположенный ползун 13 занимает крайнее верхнее положение.
Головки 2 расположены в верхней и нижней частях станины /. Верхняя головка 2 вырезает пуговицы с левой сторо.ны отливки, а нижняя - с . В момент работы на плите 8 находятся две отливки, причем каждая отливка поочередно проходит сначала верхнюю головку 2, а затем нижнюю.
Предлагаемое устройство позволяет значительно повысить производительность и качество изделия.
Формула изобретения
Устройство для вырезк1И цилиндричеCKiix изделий из полимерных материалов, содержащее смо:нтирова1нные на основании полую ось с вырезной головкой и нриж,имом и узел подачи заготовки в зону обработки, включающий расположенный в карпусе шток, соед|Иненный с механизмом е,го перемещения к вырезной головке, о т личающееся тем, что, с целью повышения производительности устройства и обеспечения возможности вырезки цилиндрических изделий из литников, оно снабжгно закрепленной на штоке подпружиненной плитой с ориентирующими и
кинематически связанным с механизмом перемещения штока ползуном с входящими 3 пазы плиты пальцами, смонтированнымив направляющих, выполненных в корпусе.
Источники информации, принятые во в и; им а ни с и ри э кспер тиз е:
1.Авторское свидетельство СССР Л 311765, кл. В 29 С 17/12, 1967.
2.Авторское свидетельство СССР М 422616, кл. В 29 D 19/04, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНО-ВЫРЕЗНОЙ СТАНОК | 1971 |
|
SU422616A1 |
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1982 |
|
SU1082382A1 |
| Штамп последовательного действия для разделительных операций | 1973 |
|
SU486833A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1987 |
|
SU1475576A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Штамп для вырезки деталей из листового материала | 1974 |
|
SU505470A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |