1
Изобретение относится к технологической оснастке для разделительных онераций объемных заготовок, получаемых горячей штампов кой.
Известен штамп носледовательного действия для разделительных операций, содержаШ.ИЙ узел фиксации заготовки на рабочих позициях и расположенные по меньшей мере в два параллельных фронту штамна ряда пуансонов и матриц, размеш,енных в одном ряду со смеш;ением один относительно другого.
С целью повышения качества деталей типа звеньев цепей, получаемых из штучной заготовки, изготовленной горячей штамповкой на не менее чем три пары звеньев, пуансоны (матрицы) смешены в соседних рядах на величину, равную шагу между вырезаемыми деталями в заготовке, а в каждом ряду пуансоны (матрицы) расположены попарно на расстоянии, также равном шагу между деталями в заготовке, а между рядами пуансонов (матриц) размешен нож, разрезаюший заготовку на две части и расположенный на расстояниях от соседних рядов, равных шагу подачи.
Каждая пара пуансонов снабжена узлом фиксации, выполненным в виде подпружиненных рычагов, поворотных в вертикальной плоскости вокруг жестко связанных с пуансонами осей и взаимодейсгвуюших с боковыми кромками по ширине заготовки.
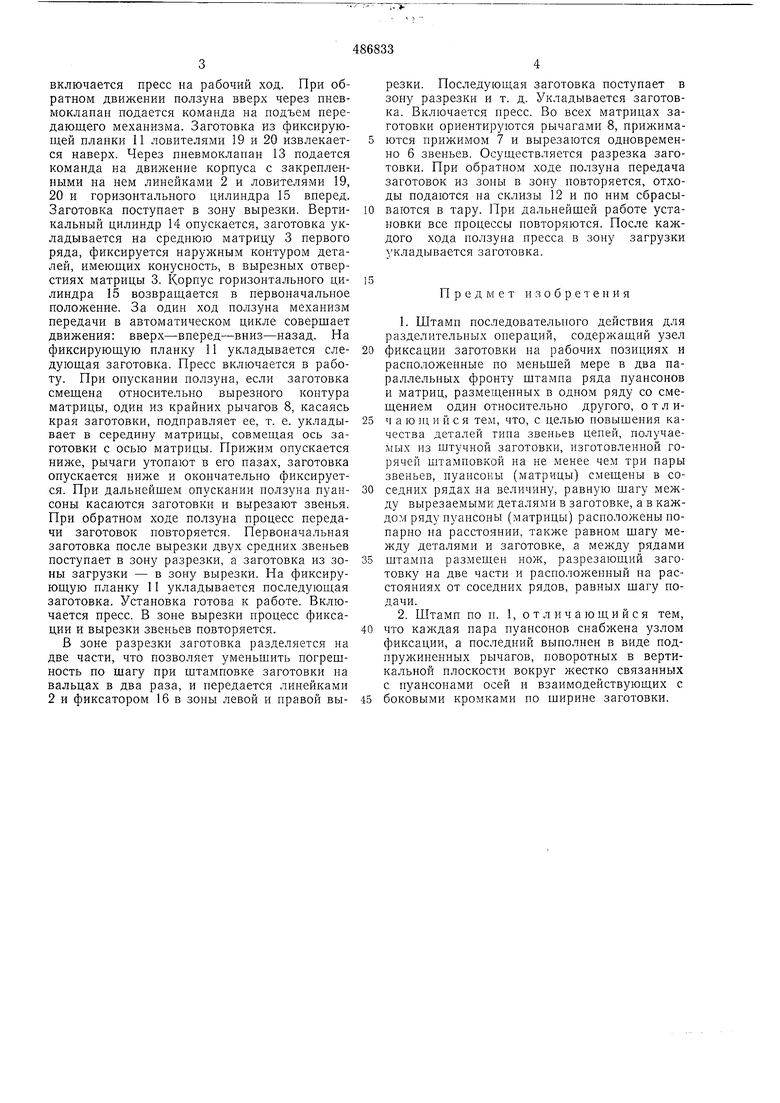
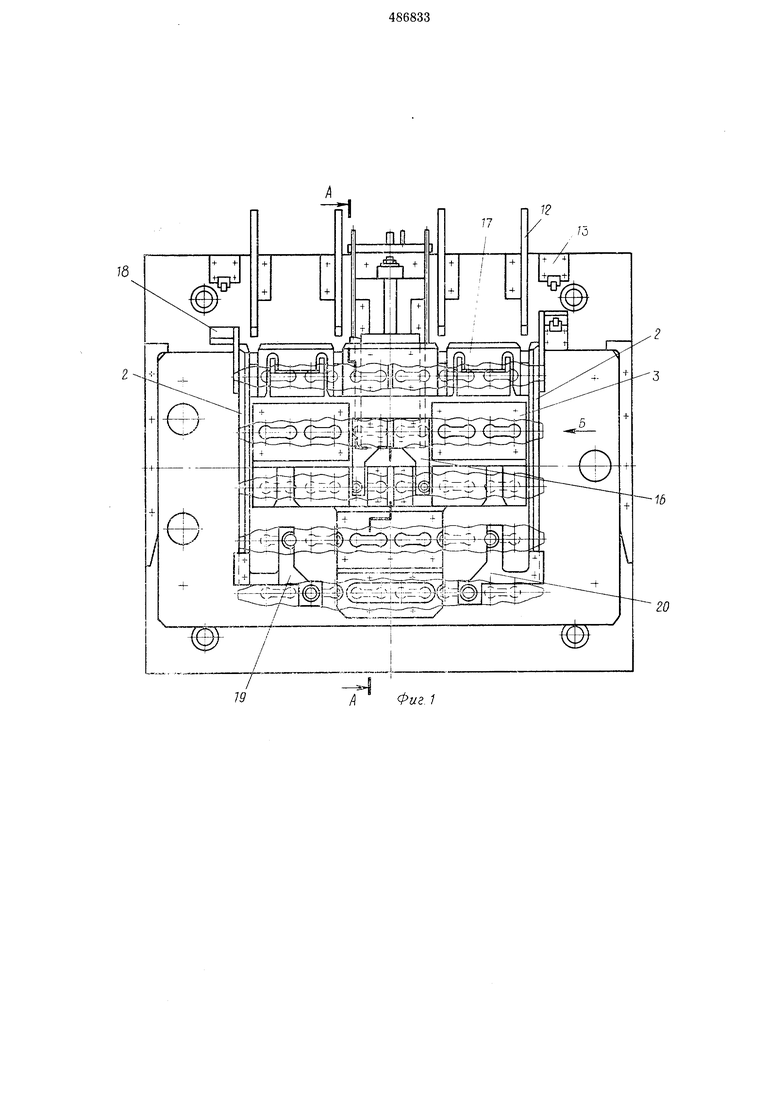
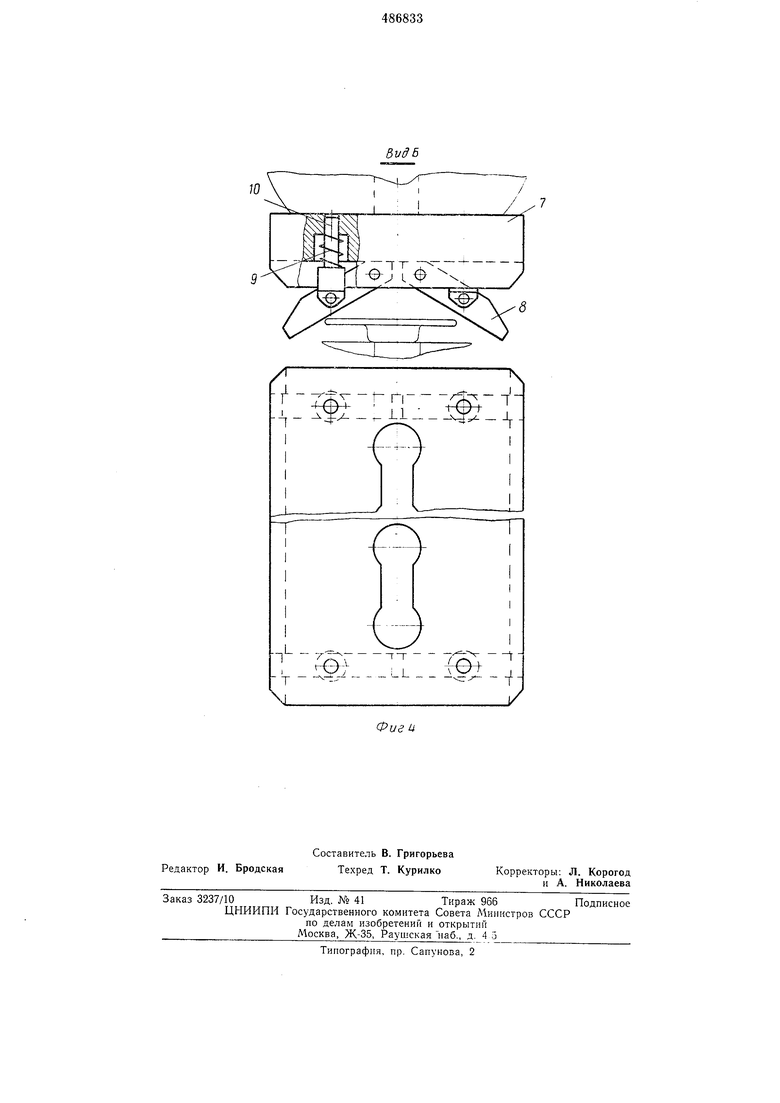
На фиг. 1 изобрал ен предлагаемый штамп, вид сверху; на фиг. 2 - разрез по А-А на
фиг. 1; на фиг. 3 - заготовка, полученная на вальцах; на фиг. 4 - вид по стрелке Б на фиг. 1.
Штамп состоит из основания 1 с расположенными на нем между направляюшими линейками 2 рядами вырезных матриц 3 и пуансонов 4. рядами пуансонов 4 на пуансонодержателе 5 закреплен разрезной нож 6. Каждая пара вырезных пуансонов снабжена прижимом 7, на котором в пазах расположены рычаги 8, подпрул иненные пружинами 9, «сидяшими на плаваюших пальцах 10. Перед первой центральной матрицей 3 расположена фиксируюшая планка 11. На основании 1 сзади (по фронту) расположены склизы 12,
пневмоклапаны 13 и механизм передачи заготовок, состояший из цилиндров - вертикального 14 и горизонтального 15, совершаюших возвратно-поступательное движение. На корпус горизонтального пневмоцилиндра 15 установлены фиксатор 16 и траверса 17 с закрепленными на ней кронштейнами 18, линейками 2 с ловителями 19 и 20.
Заготовка укладывается на фиксирующую планку И, вынесенную для безопасности работы в нерабочую зону. Нажимом на педаль
включается пресс на рабочий ход. При обратном движении ползуна вверх через пневмоклапан подается команда на подъем передающего механизма. Заготовка из фиксирующей планки И ловителями 19 и 20 извлекается наверх. Через пневмоклапан 13 подается команда на движение корпуса с закрепленными на нем линейками 2 и ловителями 19, 20 и горизонтального цилиндра 15 вперед. Заготовка поступает в зону вырезки. Вертикальный цилиндр 14 опускается, заготовка укладывается на среднюю матрицу 3 первого ряда, фиксируется наружным контуром деталей, имеющих конусность, в вырезных отверстиях матрицы 3. Корпус горизонтального цилиндра 15 возвращается в первоначальное положение. За один ход ползуна механизм передачи в автоматическом цикле совершает движения: вверх-вперед-вниз-назад. На фиксирующую планку 11 укладывается следующая заготовка. Пресс включается в работу. При онусканин ползуна, если заготовка смещена относительно вырезного контура матрицы, один из крайних рычагов 8, касаясь края заготовки, подправляет ее, т. е. укладывает в середину матрицы, совмещая ось заготовки с осью матрицы. Прижим опускается ниже, рычаги утопают в его пазах, заготовка опускается ниже и окончательно фиксируется. При дальнейшем опускании ползуна пуансоны касаются заготовки и вырезают звенья. При обратном ходе ползуна процесс передачи заготовок повторяется. Первоначальная заготовка после вырезки двух средних звеньев поступает в зону разрезки, а заготовка из зоны загрузки - в зону вырезки. На фиксирующую планку 11 укладывается последующая заготовка. Установка готова к работе. Включается пресс. В зоне вырезки процесс фиксации и вырезки звеньев повторяется.
В зоне разрезки заготовка разделяется на две части, что позволяет уменьшить погрешность по шагу при штамповке заготовки па вальцах в два раза, и передается линейками 2 и фиксатором 16 в зоны левой и правой вырезки. Последующая заготовка поступает в зону разрезки и т. д. Укладывается заготовка. Включается пресс. Во всех матрицах заготовки ориентируются рычагами 8, прижимаются прижимом 7 и вырезаются одновременно 6 звеньев. Осуществляется разрезка заготовки. При обратном ходе ползуна передача заготовок из зоны в зону повторяется, отходы подаются на склизы 12 и по ним сбрасываются в тару. При дальнейшей работе установки все процессы повторяются. После каждого хода ползуна пресса в зону загрузки укладывается заготовка.
Предмет изобретения
1.Штамп последовательного действия для разделительных операций, содержащий узел
фиксации заготовки на рабочих позициях и расположенные по меньщей мере в два параллельных фронту штампа ряда пуансонов и матриц, размещенных в одном ряду со смещением один относительно другого, о т л ич а ю HI, и и с я тем, что, с целью повышения качества деталей типа звеньев цепей, получаемых из штучной заготовки, изготовленной горячей штамповкой на не менее чем три пары звеньев, пуансоны (матрицы) смещены в соседних рядах на величину, равную шагу между вырезаемыми деталями в заготовке, а в каждом ряду пуансоны (матрицы) расположены нопарно на расстоянии, также равном шагу между деталями и заготовке, а между рядами
штампа размещен нож, разрезающий заготовку на две части и расположенный на расстояниях от соседних рядов, равных шагу подачи.
2.Штамп по п. 1, отличающийся тем, что каждая пара пуансонов снабжена узлом
фиксации, а последний выполнен в виде подпружиненных рычагов, поворотных в вертикальной плоскости вокруг жестко связанных с пуансонами осей и взаимодействующих с боковыми кромками по ширине заготовки. / Фиг. 1
-А noBepHijmo б
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Универсальный штамп для вырезки пазов в листовом и профильном материале | 1972 |
|
SU471926A1 |
| Устройство для разделения материала | 1975 |
|
SU671902A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Способ получения круглых листов из широкорулонного материала | 1977 |
|
SU685391A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
V
iL v
1
ie-+
