жена вырезная головка 4 с приводом возвратно-поступательного движения в горизонтальной плоскости передвижения перпендикулярно, направлению подачи листа, выполненным в виде цилиндра 5, связанного через распределитель 6, систему управления (не показана) с датчиками 7 контроля кривизны заготовки
Вырезная головка содержит ползун 8, в котором-подвижно в вертикальной плоскости крепится рабочий вал 9 с шаблоном 10 и ножом 11 . Привод 12 но- жа неподвижно закреплен на ползуне 8. Привод перемещения в вертикальной плоскости рабочего вала 9 выполнен в виде .цилиндра 13.
На станине 1 расположен подвижный
0
пластина 15 зажимается. Включается цилиндр 3 периодической подачи заготовки. Пластина 15 перемещается на шаг под вырезную головку 4. Привод 13 опускает рабочий вал 9 кода 11 вырезной головки 4 с шаблоном 10 нд пластину 15. При вращении ножа 11 вокруг наружной кромки шаблона 10 происходит вырезание заготовки подошвы .
Одновременно на позиции, предшествующей позиции вырезания, опускается датчик 7 с соплами 18-20, взаимодействующими с выступом 21 на заготовке 15. При полностью закрытых соплах 18-20 коррекция положения вырезной головки относительно заготовки не производится. При открытых одном или
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1982 |
|
SU1082382A1 |
| Устройство для раскроя волокнистой заготовки | 1987 |
|
SU1490192A1 |
| Устройство для вырезания объемных деталей из резиновой ленты | 1976 |
|
SU606735A1 |
| Устройство для обработки крестовин карданов | 1974 |
|
SU637235A1 |
| Установка для вырезания деталей из настила волокнистых полотен | 1978 |
|
SU737537A1 |
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Устройство для нанесения клея на кромки обувных деталей из мягких материалов | 1990 |
|
SU1784202A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Установка для формирования заготовки к поточной линии для изготовления основы валяной обуви | 1988 |
|
SU1560660A1 |


Данное изобретение относится к обувной промышленности и позволяет повысить качество вырезаемой заготовки путем корректировки положения вырезной головки относительно резинового листа для учета различия в кривизне его за счет неодинаковой величины усадки при изготовлении. Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа содержит транспортер для периодической подачи резинового листа заготовки в зону вырезания, вырезную головку с ножом и шаблоном, размещенную с возможностью возвратно-поступательного перемещения в вертикальной плоскости, и средство для сколового перемещения вырезной головки в горизонтальной плоскости перпендикулярно направлению подачи резинового листа. Оно имеет датчики контроля кривизны невулканизированного резинового листа, расположенные на вырезной головке перед валом с ножом. Датчики контроля кривизны невулканизированного резинового листа установлены с возможностью постоянного контакта с выступом резинового невулканизированного листа при перемещении последнего. Датчики связаны через распределительное устройство с цилиндром перемещения вырезной головки в горизонтальной плоскости перпендикулярно направлению подачи резинового листа, ось которого размещена в горизонтальной плоскости. 1 з.п. ф-лы, 5 ил.
в вертикальной плоскости цепной тран- 20 двух соплах в систему управления пос35
спортер 14 для прижима подошвенной плоскости (заготовки) 15 к транспортеру 2 с помощью цилиндра 16.
Стол 17 служит для размещения пластины (15).
Датчики кривизны заготовки (фиг.4) выполнен в виде пневматических сопл 18-20, взаимодействующих с выступом 21, выполненным на заготовке (15), который специально формируется при изготовлении заготовки на каландре и впоследствии поступает с отходами в переработку.
Выходы сопл 22-24 соединены с системой управления (не показана).
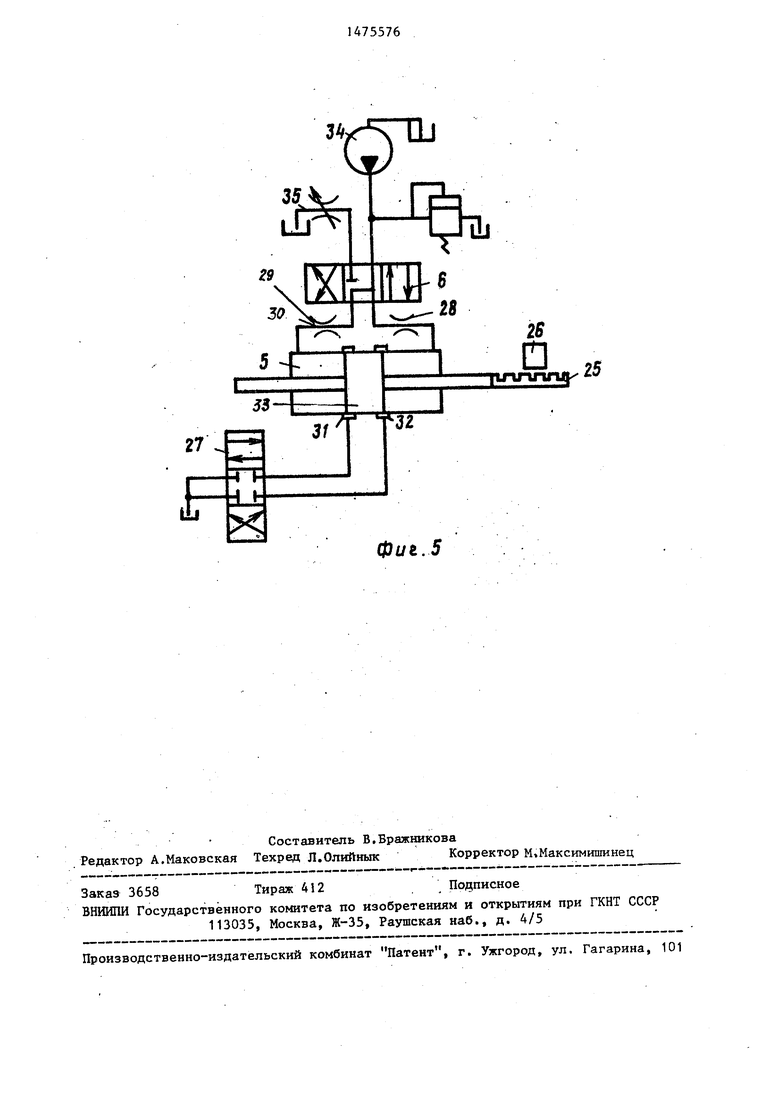
Цилиндр 5 для возвратно-поступательного движения вырезной головки в горизонтальной . плоскости снабжен механизмом шаговой подачи, включающим рейку 25, взаимодействующую с KO-.Q нечным включением 26, распределители 6, 27, дроссели 28, 29 на магистралях 30 между распределителем и полостями цилиндра 5.
В корпусе цилиндра 5 выполнены две кольцевые проточки 31, 32, расстояние между крайними кромками которых равно ширине поршня 33. Проточки 31, 32 соединены со сливом через распределитель 27. Распределитель 6 соединен с насосом 34 и регулятором 35 потока.
Устройство работает следующим образом.
Невулканизированный резиновый лист (подошвенная пластина 15) укладывают на стол 17. Включают цилиндр 16, прижимающий цепной транспортер 14 к цепному транспортеру 2, приэтомх
тупает сигнал об отклонении по направлению и величине размещения вырезной головки 4 относительно пластины 15. После окончания вырезки (по вре- 25 мени) привод 13 поднимает вырезную головку 5. Цилиндр 3 перемещает пластину 15 на шаг. Одновременно включается распределитель 6, подавая масло в соответствующую полость ци- 30 линдра 5, который перемещает головку 4 в горизонтальном направлении с тем, чтобы совместить ее с заданным положением относительно пластин 15. Направление и величина перемещения определяется в зависимости от перекрытия сопл 18-20 выступом 21. Механизм шаговой подачи цилиндра 5 обеспечивает шаговое перемещение вырезной головки 4. Разрешающая способность шага - 1/n-я часть полного хода ци- линдра от среднего положения (где п - число шагов цилиндра 5, соответ- ствующее максимальной кривизне подошвенной пластины 15).
В зависимости от сигналов сопл 18-20 может быть выполнен один или два шага в любом направлении. При одном открытом сопле коррекция производится на один шаг, при двух - на два шага.
Коррекция осуществляется одновременно с движением транспортеров 2, 14 от цилиндра 3. .После этого вырезная головка 4 вновь опускается и происходит повторение цикла.
По мере продвижения пластина 15 выходит из зоны действия вырезной головки 4, при этом конечный выключа45
50
55
5
Q
тупает сигнал об отклонении по направлению и величине размещения вырезной головки 4 относительно пластины 15. После окончания вырезки (по вре- 5 мени) привод 13 поднимает вырезную головку 5. Цилиндр 3 перемещает пластину 15 на шаг. Одновременно включается распределитель 6, подавая масло в соответствующую полость ци- 0 линдра 5, который перемещает головку 4 в горизонтальном направлении с тем, чтобы совместить ее с заданным положением относительно пластин 15. Направление и величина перемещения определяется в зависимости от перекрытия сопл 18-20 выступом 21. Механизм шаговой подачи цилиндра 5 обеспечивает шаговое перемещение вырезной головки 4. Разрешающая способность шага - 1/n-я часть полного хода ци- линдра от среднего положения (где п - число шагов цилиндра 5, соответ- ствующее максимальной кривизне подошвенной пластины 15).
В зависимости от сигналов сопл 18-20 может быть выполнен один или два шага в любом направлении. При одном открытом сопле коррекция производится на один шаг, при двух - на два шага.
Коррекция осуществляется одновременно с движением транспортеров 2, 14 от цилиндра 3. .После этого вырезная головка 4 вновь опускается и происходит повторение цикла.
По мере продвижения пластина 15 выходит из зоны действия вырезной головки 4, при этом конечный выключа5
0
5
тель (не показан) дает команду на прекращение цикла и подъем цилиндром 16 транспортера 14. Пластина 15 с вырезанными заготовками снимается со стола 17.
Одновременно распределитель 6 становится в нейтральное положение, а распределитель 27 соединяет проточки 31, 32 со сливом. Масло от насоса 34 через распределитель 6, дроссели 28, 29 поступает в обе полости цилиндра 5. Поршень цилиндра 5 начинает смещаться в ту сторону, где проточка не перекрыта. При перекрытии обеих проточек поршень останавливается. Ий-, линдр 5 занимает исходное (среднее) положение для начала работы. Регулятор 35 потока обеспечивает настройку скорости перемещения цилиндра 5 вырезной головки 4 во время коррекции.
С целью проверки работоспособности, был выполнен макет устройства для вырезания заготовок профилированных подошв. Сопла располагались на расстоянии 2 мм одно от другого. Выступ был выполнен шириной 8 и высотой .2 мм.
Макет показал работоспособность предлагаемого устройства.
Устройство позволит повысить качество вырезаемых заготовок и уменьшить количество брака.
За базовый образец принята подош- ворезательная машина, изготовленная хозяйственным способом в ПО Красный треугольник (г.Ленинград) и находящаяся в эксплуатации в объединении. Указанная машина содержит вырезную головку с режущим инструментом. По перемещении заготовки на шаг опускание вырезной головки и совмещение профиля заготовки с нарезной головкой производит рабочий.
Данное изобретение позволяет осуществить автоматизацию всех перемё-. щений при совмещении профиля заготовки с нарезной головкой, при этом значительно повышается качество вырезаг.. емых подошв и улучшаются условия труда рабочего (устраняются профес- сиональные заболевания).
Ф. ормула изобретения 1. Устройство для вырезания заготовок профилированных подошв клееной
5
0
обуви из невулканизированного резинового листа, содержащее закрепленные на станине транспортер для периодической подачи резинового листа заготовки в зону вырезания с приводом, вырезную головку с ножом и шаблоном, размещенную над транспортером с можностью возвратно-поступательного перемещения в вертикальной плоскости, и средство для шагового перемещения вырезной головки в горизонтальной плоскости перпендикулярно направлению подачи резинового листа транспортером, включающее силовой цилиндр ее перемещения и датчики управления процессом, отличающееся тем, что, с целью повышения качества вырезаемой заготовки путем- корректировки положения вырезной головки относительно резинового листа для учета различия в кривизне его за счет неодинаковой величины усадки при изготовлении, оно имеет датчики контро5 ля кривизны невулканизированного резинового листа, расположенные на выг резной головке перед валом с ножом в направлении от перемещения транспортера в зону вырезания с возможно0 стью постоянного контакта с выступом резинового невулканизированного листа при перемещении последнего и свя- занные через распределительное устройство с цилиндрами перемещения вы-1 резною головки в горизонтальной плоскости перпендикулярно направлению подачи резинового листа, ось которого размещена в горизонтальной плоскости.
0. 2. Устройство по п.-1, о т л и ч а- ю щ е е с я тем, что, с целью автог . матической установки вырезной головки, в исходное положение после окончания iвырезки заготовок из невулканизиро-. 5 ванного листа, в корпусе силового цилиндра для перемещения вырезной го-- ловки в горизонтальной плоскости выполнены две соосные кольцевые проточ- ки, расстояние между крайними кромка- o ми которых равно ширине поршня, при этом проточки связаны через распределительное устройство со сливом, а полости корпуса силового цилиндра посредством распределительного уст- 5 ройства и дроссели соединены с насосом.
5
17
Фие,1
ВидА
s
13
1В
фиг. 2
Фиг.З
22
б-В
Выступ управляющий 2J
Полотенце датчика контроля
фиг. h
фиг.5
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1982 |
|
SU1082382A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
