1
Изобретение относится к устройствам для последовательного регулирования совместно работающих конвейеров, применяемых в различных отраслях промышленности для транспортирования грузов.5
Известны устройства для управления электроприводами разветвленных конвейерных линий 1, 2, 3.
Эти устройства содержат блок программных временных команд, блоки защиты, ю аварийной и предпусковой сигнализации, датчики контроля движения ленты конвейеров, пусковые аппараты.
Недостатком известных устройств является то, что в них пуск и остановка кон- i5 вейеров проводится по заданной временной программе. Поэтому, например, при остановке конвейерной линии, включающей в себя 10-15 последовательно работающих конвейеров, время их холостой работы мо- 20 жет быть значительным, так как точное время прохождения материала по конвейеру установить невозможно, поскольку скорость конвейеров может изменяться в зависимости от нагрузки и других факторов 25 в щироких пределах от -2,5 до -Ьб%.
Следовательно, установка времени в программном блоке выбирается с необходимым запасом, что неизбежно приводит к холостой работе конвейеров.зо
Ближайшим по своей технической сущности к изобретению является устройство управления поточно-транспортной системой, содержащее приводы механизмов системы, пусковые аппараты, блок установки и запуска, и датчики фиксации потока материала.
Для автоматического постадийного отключения конвейеров в этом устройстве применены реле времени, уставки которых выбраны исходя из расчетного времени прохождения материала, что также приводит к холостой рабо-ре конвейеров 4.
Цель изобретения - сокращение холостой работы механизмов.
Цель достигается тем, что для сокращения холостой работы Механизмов, устройство управления поточно-транспортной системой снабжено узлами поочередной остановки конвейеров, а датчики фиксации потока материала установлены во всех узлах перегрузки материалов с одного конвейера на другой, при этом входы каждого узла поочередной остановки конвейеров связаны с соответствующим датчиком потока материала и блоком остановки и запуска, а выходы подключены к пусковому аппарату последующего конвейера.
На чертеже показана блок-схема з стройства. В качестве примера приведено устройство для управления четырьмя конвейерами. В общем случае их может быть любое количество, однако суть устройства от этого не изменится.
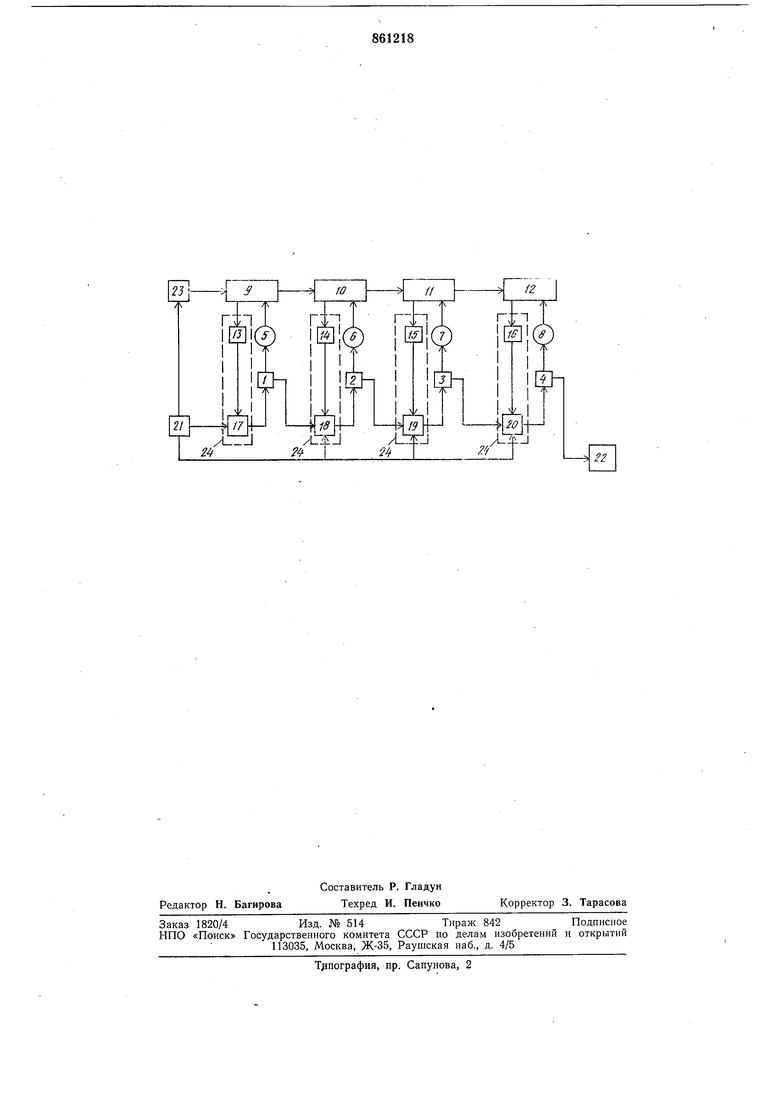
Описываемое устройство содержит пусновые аппараты 1, 2, 3 и 4 приводов 5, 6, 7 и 8 конвейеров 9, 10, 11 и 12, датчики фиксации потока материала 13, 14, 15 и 16 схемы совпадения на три входа с элементами задержки 17, 18, 19 и 20, блок остановки и запуска 21, блок сигнализации 22, питатель 23, подающий материал на конвейер 9.
Датчики фиксации потока материала 14, 13, 15 и 16 установлены в потоке материяла, в местах перегрузки с одного конвейера на другой.
Выполнение этих датчиков может быть различным. Это могут быть фотореле, пластины, отклоняющиеся под действием потока материала, и др.
Схемы совпадения 17, 18, 19 и 20 и датчики фиксации потока материала 13, 14, 15 и 16 образуют узлы 24 оптимальной остановки конвейеров.
Устройство работает следующим образом.
Предупредительная сигнализация, запуск, контроль работы конвейеров производится блоком 21. Этот же блок 21 по заданной программе, либо по команде оператора выдает сигнал на остановку конвейерной системы, которая происходит следующим образом. Первым останавливается питатель 23. На первые входы схем совпадения 17, 18, 19 и 20 с блока 21 поступает сигнал команды остановки.
Как только весь материал сойдет с конвейера 9 датчик фиксации потока материала 13 выдает сигнал на второй вход схемы совпадения 17, которая с выдержкой времени в несколько секунд, необходимой для подтверждения факта срабатывания датчика 13 в результате прекращения потока материала, а не в результате его кратковременного отсутствия из-за неравномерности подачи питателем 23, выдает сигнал на пусковой элемент 1, останавливающий привод 5 конвейера 9, который останавливается.
Материал продолжает транспортироваться конвейерами 10, 11 и 12. После прохождения всего материала по ленте конвейера 10 срабатывает датчик фиксации потока
материала 14, сигнал которого поступает на схему совпадения 18, на других входах которой имеются сигналы с блока остановки и запуска 21 и пускового элемента 1.
Выходной сигнал схемы совпадения 18 воздействует на пусковой аппарат 2, останавливающий привод 6 конвейера 10.
Материал продолжает транспортироваться только конвейерами И и 12.
Остановка этих конвейеров производится аналогично остановке конвейеров 9 и 10 сразу после схода с них материала, что фиксируется соответственно датчиками 15 и 16 фиксации потока материала.
После остановки конвейера 12 подается команда на блок 22, сигнализирующий об окончании транспортировки материала.
Таким образом, устройство позволяет сократить холостой ход механизмов поточнотранспортной системы за счет более точной их поочередной остановки после прохождения материала.
Формула изобретения
Устройство управления поточно-транспортной конвейерной системой, содержащее приводы механизмов системы, пусковые аппараты, блок остановки и запуска и датчики фиксации потока материала, отличающееся тем, что, с целью сокращения холостой работы механизмов, оно снабжено узлами поочередной остановки конвейеров, а датчики фиксации потока материала установлены во всех узлах перегрузки материалов с одного конвейера на другой, при этом входы каждого узла поочередной остановки конвейеров связаны с соответствующим датчиком потока материала и блоком остановки и запуска, а выходы подключены к пусковому аппарату последующего конвейера.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 424783, кл. В 65G 43/10, I97I.
2.Авторское свидетельство СССР № 485533, кл. В 65G 43/08, 1971.
3.Патент США № 3868643, кл. 340-172.5, опублик. 1975.
4.Кошарский Б. Ф. и др. Автоматизация обогатительных фабрик. М., 1966, с. 30-31 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ТРАНСПОРТНЫМ ПОТОКОМ СЫРЬЕВЫХ КОМПОНЕНТОВ СТЕКОЛЬНОЙ ШИХТЫ | 1991 |
|
RU2026806C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СИСТЕМОЙ РУДНИЧНЫХ КОНВЕЙЕРОВ | 2014 |
|
RU2566324C1 |
| Устройство для управления подачей сыпучего материала в расходные бункеры | 1976 |
|
SU640937A1 |
| Устройство для автоматическогоВКлючЕНия пиТАТЕлЕй РЕзЕРВНыХбуНКЕРОВ пОТОчНО-ТРАНСпОРТНыХСиСТЕМ | 1979 |
|
SU823442A2 |
| РУДОСЕПАРАЦИОННЫЙ МОДУЛЬ | 2010 |
|
RU2422210C1 |
| Устройство аврийного отключения при обрыве или стопорении цепи конвейера | 1979 |
|
SU875029A1 |
| Устройство дискретного управления режимом работы погрузочной машины с нагребными лапами | 1982 |
|
SU1068596A1 |
| Устройство для управления запуском конвейерной линии | 1974 |
|
SU570525A1 |
| Блок управления электроприводом конвейера | 1980 |
|
SU899424A1 |
| Устройство управления транспортным потоком сырьевых компонентов стекольной шихты | 1989 |
|
SU1694456A1 |