Изобретение относится к прокатному производству и может быть использовано в конструкции прокатных валков горизонтальных клетей слябингов.
Целью изобретения является уменьшение отходов металла.
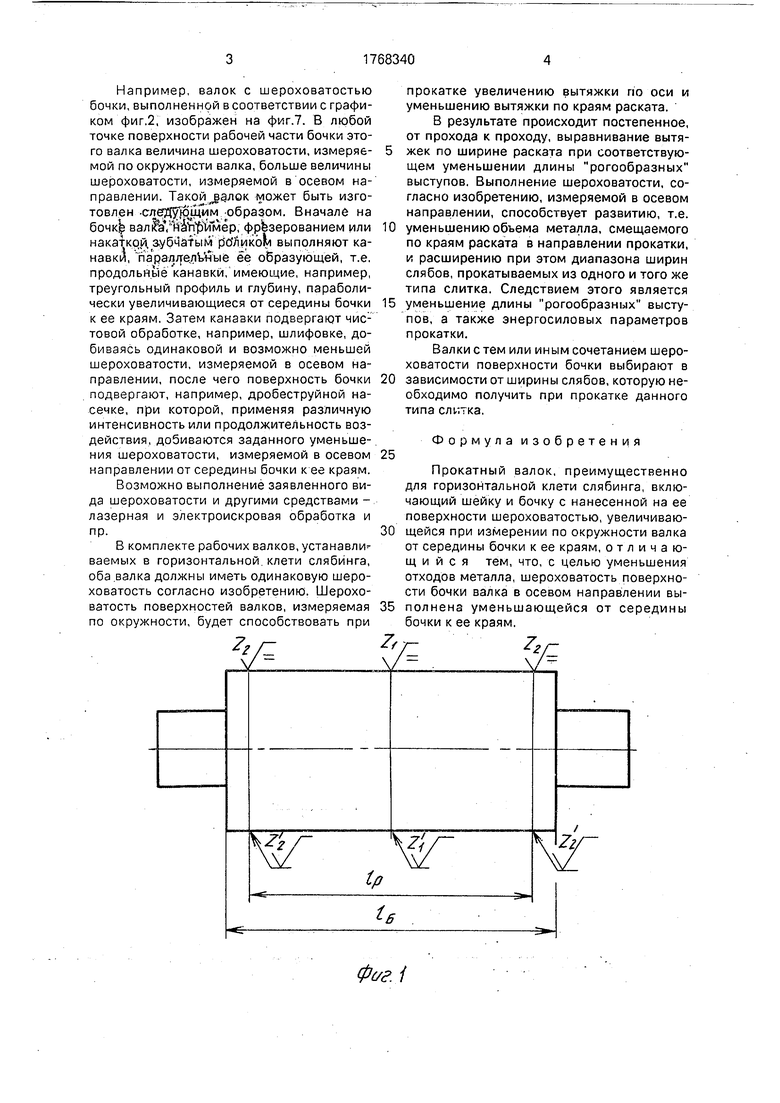
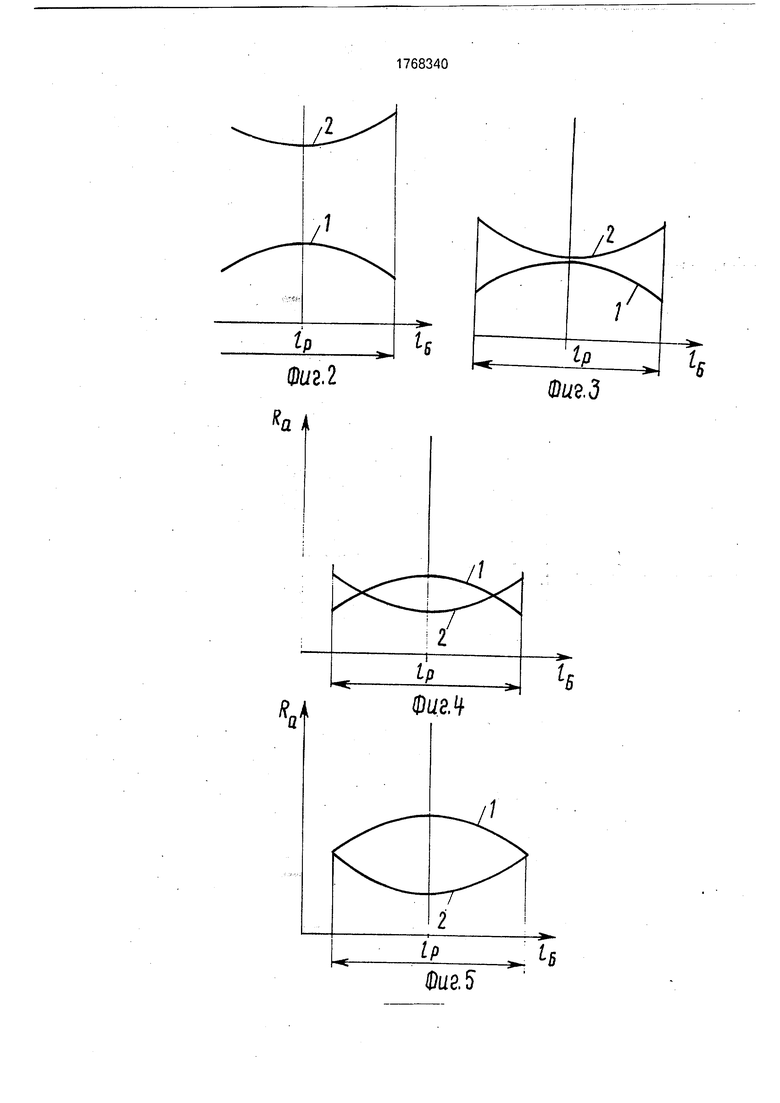
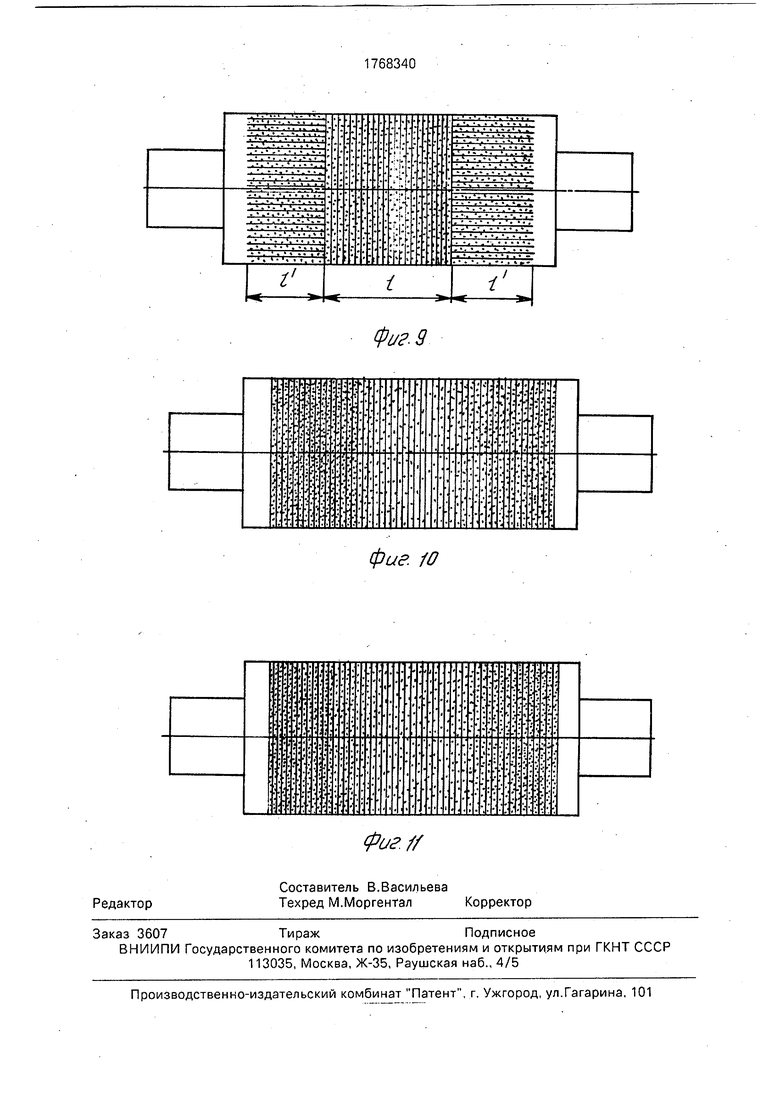
На фиг.1 изображен прокатный валок; на фиг.2-6 - графики изменения шероховатости, измеряемой в осевом направлении по окружности валка; на фиг.7-11 - валки с шероховатостью поверхностей бочек, выполненной в соответствии с графиками на фиг.2-6.
Прокатный валок содержит шейки 1 и бочку 2. Шероховатость поверхности бочки валка выполнена переменной. Так шероховатость, измеряемая в осевом направлении, выполнена уменьшающейся от середины бочки к краям, а шероховатость, измеряемая по окружности валков, увеличивается от середины бочки к ее краям. Изменение шероховатости происходит по параболической зависимости.
Параболическая кривая 1 характеризует изменение шероховатости, измеряемой в осевом направлении, а параболическая кривая 2 характеризуется изменением шероховатости, измеряемой по окружности валка.
Варианты расположения данных кривых представлены на фиг.2-6. Каждому из этих графиков соответствует выполнение поверхности валков с определенным характером поверхности.
Ј
$
N iO
i
Например, валок с шероховатостью бочки, выполненной в соответствии с графиком фиг.2, изображен на фиг.7. В любой точке поверхности рабочей части бочки этого валка величина шероховатости, измеряемой по окружности валка, больше величины шероховатости, измеряемой в осевом направлении. ТакойjganoK может быть изготовлен -с/тед юЧцим образом. Вначале на бочкЈ валкҐ,на р1шер, фрезерованием или накаткой, зубчатым р бликоЬ выполняют канавки, параллельные ее образующей, т.е. продольные канавки, имеющие, например, треугольный профиль и глубину, параболически увеличивающиеся от середины бочки к ее краям. Затем канавки подвергают чистовой обработке, например, шлифовке, добиваясь одинаковой и возможно меньшей шероховатости, измеряемой в осевом направлении, после чего поверхность бочки подвергают, например, дробеструйной насечке, при которой, применяя различную интенсивность или продолжительность воздействия, добиваются заданного уменьшения шероховатости, измеряемой в осевом направлении от середины бочки к ее краям.
Возможно выполнение заявленного вида шероховатости и другими средствами - лазерная и электроискровая обработка и пр.
В комплекте рабочих валков, устанавливаемых в горизонтальной клети слябинга, оба валка должны иметь одинаковую шероховатость согласно изобретению. Шероховатость поверхностей валков, измеряемая по окружности, будет способствовать при
z
//
V
прокатке увеличению вытяжки по оси и уменьшению вытяжки по краям раската.
В результате происходит постепенное, от прохода к проходу, выравнивание вытяжек по ширине раската при соответствующем уменьшении длины рогообразных выступов. Выполнение шероховатости, согласно изобретению, измеряемой в осевом направлении, способствует развитию, т.е.
уменьшению объема металла, смещаемого по краям раската в направлении прокатки, и расширению при этом диапазона ширин слябов, прокатываемых из одного и того же типа слитка. Следствием этого является
уменьшение длины рогообразных выступов, а также энергосиловых параметров прокатки.
Валки с тем или иным сочетанием шероховатости поверхности бочки выбирают в
зависимости от ширины слябов, которую необходимо получить при прокатке данного типа .
Формула изобретения
Прокатный валок, преимущественно для горизонтальной клети слябинга, включающий шейку и бочку с нанесенной на ее поверхности шероховатостью, увеличивающейся при измерении по окружности валка от середины бочки к ее краям, отличающийся тем, что, с целью уменьшения отходов металла, шероховатость поверхности бочки валка в осевом направлении выполнена уменьшающейся от середины бочки к ее краям.
Z /I V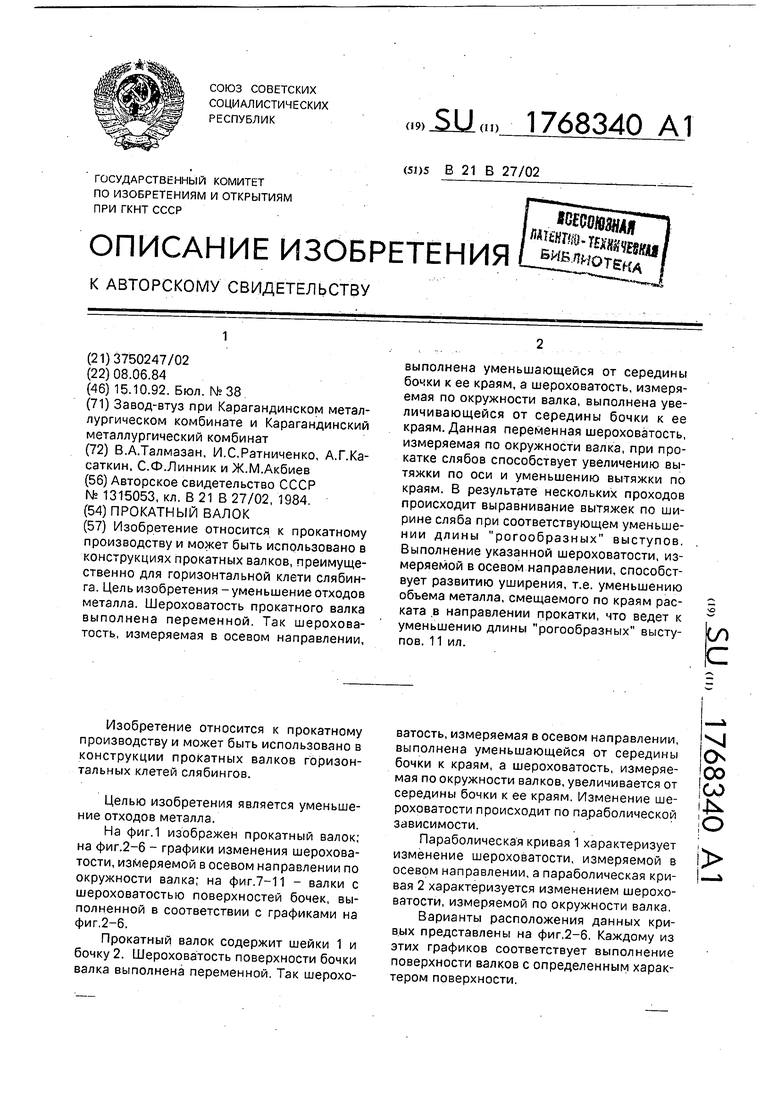
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1983 |
|
SU1119748A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
Изобретение относится к прокатному производству и может быть использовано в конструкциях прокатных валков, преимущественно для горизонтальной клети слябинга. Цель изобретения -уменьшение отходов металла. Шероховатость прокатного валка выполнена переменной. Так шероховатость, измеряемая в осевом направлении, выполнена уменьшающейся от середины бочки к ее краям, а шероховатость, измеряемая по окружности валка, выполнена увеличивающейся от середины бочки к ее краям. Данная переменная шероховатость, измеряемая по окружности валка, при прокатке слябов способствует увеличению вытяжки по оси и уменьшению вытяжки по краям. В результате нескольких проходов происходит выравнивание вытяжек по ширине сляба при соответствующем уменьшении длины рогообразных выступов. Выполнение указанной шероховатости, измеряемой в осевом направлении, способствует развитию уширения, т.е. уменьшению объема металла, смещаемого по краям раската в направлении прокатки, что ведет к уменьшению длины рогообразных выступов. 11 ил. СО
2
V
tfl
Ј
T
фе/г. i
Фиг 5
СЧ1
CL
«-J
о т со со ю I-СО OJ
гз
©
|-Ы
№
к
и
V
ё 4
, , - . . .,
f.
Фиг-9
фиг Ю
| Авторское свидетельство СССР № 1315053, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
