1
Изобретение относится к прокатног му оборудованию и может быть исполь-, зовано в отраслях народного хозяйства, где производится прокатка полос в клетях с предварительным напряжением по буртам рабочих валков при условии привода валков через шестеренную клеть.
Известны валки прокатных станов, у которых верхний и нижний валки изготовлены с различной шероховатостью tl. Однако у таких валков шероховатость по длине бочки постоянная, что не эффективно при прокатке с буртами.
Известны валки, имеющие различную шероховатость по длине бочки 2.
Однако такие валки не обеспечивают хорошего качества полос.
Известны валки с буртами, у которых шероховатость на буртах и дне калибра одинакова L lОднако эти валки характеризуются большим износом буртов в результате проскальзывания одного бурта по другому и недостаточно высоким качеством поверхности полос.
Цель изобретения - повышение качества прокатываемого металла.
Поставленная цель достигается тем, что в прокатном валке с буртамк и калибром отношение шероховатости дка калибра к шероховатости буртов 1,25,0, причем шероховатость рабочей поверхности буртов выполнена ориентированной по окружности, а шероховатость дна калибра одинаковой во всех направлениях.
fO
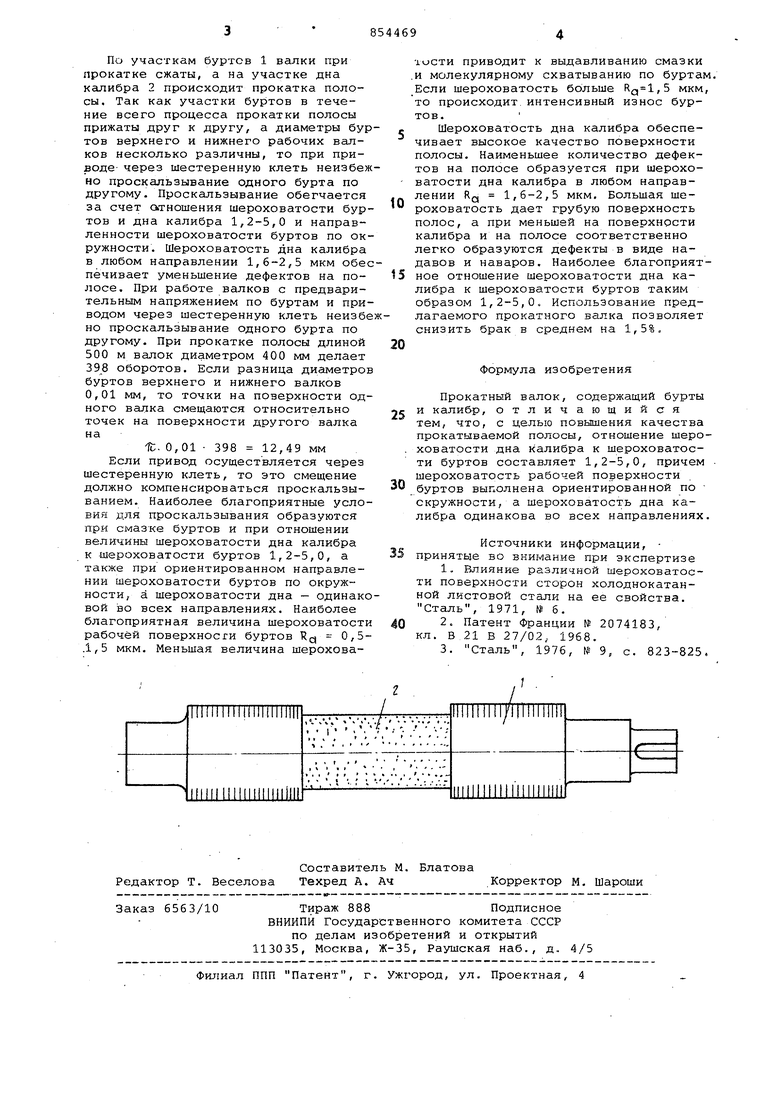
На чертеже изображен валок, общий вид.
Прокатный валок выполнен с буртами 1 и калибром 2.Рабочие поверхности буртов 1 и дно калибра 2 выполне15ны шероховатыми. Направление шероховатости буртов 1 ориентировано по окружности, а направление шероховатости дна калибра 2 одинаково во всех направлениях. Отношение шероховатости
20 дна калибра 2 к шероховатости рабочей поверхности буртов 1 составляет 1,2-5,0. Рабочий участок буртов 1 имеет шероховатость, измеренную по окружности, RQ - 0,5-1,5 мкм (сред25нее квадратическое отклонение профиля) , участок дна калибра 2 имеет шероховатость в любом направлении
1,6-2,5 мкм.
а
Предлагаемые валки/работают следующим образом.
По участкам буртов 1 валки при прокатке сжаты, а на участке дна калибра 2 происходит прокатка полосы. Так как участки буртов в течение всего процесса прокатки полосы прижаты друг к другу, а диаметры буртов верхнего и нижнего рабочих валков несколько различны, то при приводе через шестеренную клеть неизбежно проскальзывание одного бурта по другому. Проскальзывание обегчается за счет отношения шероховатости буртов и дна калибра 1,2-5,0 и направленности шероховатости буртов по окружности. Шероховатость дна калибра в любом направлении 1,6-2,5 мкм обеспечивает уменьшение дефектов на полосе. При работе валков с предварительным напряжением по буртам и приводом через шестеренную клеть неизбено проскальзывание одного бурта по другому. При прокатке полосы длиной 500 м валок диаметром 400 мм делает 398 оборотов. Если разница диаметров буртов верхнего и нижнего валков 0,01 мм, то точки на поверхности одного валка смещаются относительно точек на поверхности другого валка на
-К. 0,01 398 12,49 мм
Если привод осуществляется через шестеренную клеть, то это смещение должно компенсироваться проскальзыванием. Наиболее благоприятные условия для проскальзывания образуются при смазке буртов и при отношении величины шероховатости дна калибра к шероховатости буртов 1,2-5,0, а также при ориентированном направлении шероховатости буртов по окружности, а шероховатости дна - одинаковой во всех направлениях. Наиболее благоприятная величина шероховатости рабочей поверхности буртов R( 0,5.1,5 мкм. Меньшая величина шероховагл сти приводит к выдавливанию смазки .и молекулярному схватыванию по буртам. Если шероховатость больше ,5 мкм, то происходит интенсивный износ буртов.
Шероховатость дна калибра обеспечивает высокое качество поверхности полосы. Наименьшее количество дефектов на полосе образуется при шероховатости дна калибра в любом направлении Rg 1,6-2,5 мкм. Большая шероховатость дает грубую поверхность полос, а при меньшей на поверхности калибра и на полосе соответственно легко образуются дефекты в виде надавов и наваров. Наиболее благоприят5ное отношение шероховатости дна калибра к шероховатости буртов таким образом 1,2-5,0. Использование предлагаемого прокатного валка позволяет снизить брак в среднем на 1,5%,
0
Формула изобретения
Прокатный валок, содержащий бурты и калибр, отличающийся тем, что, с целью повышения качества прокатываемой полосы, отношение шероховатости дна калибра к шероховатости буртов составляет 1,2-5,0, причем шероховатость рабочей поверхности буртов выполнена ориентированной по окружности, а шероховатость дна калибра Одинакова во всех направлениях
Источники информации, принятые во внимание при экспертизе
1.Влияние различной шероховатости поверхности сторон холоднокатанной листовой стали на ее свойства. Сталь, 1971, № 6.
2.Патент Франции № 2074183, кл. В 21 В 27/02, 1968.
3. Сталь, 1976, № 9, с. 823-825
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок черновой прокатной клети | 1988 |
|
SU1574299A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| Непрерывный прокатный стан | 1986 |
|
SU1355303A1 |
| Способ шлифования валков | 1980 |
|
SU918032A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА ПОЛОС НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2311238C2 |
| Профилегибочный стан | 1986 |
|
SU1450894A1 |
| КОМПЛЕКТ ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1992 |
|
RU2021046C1 |
