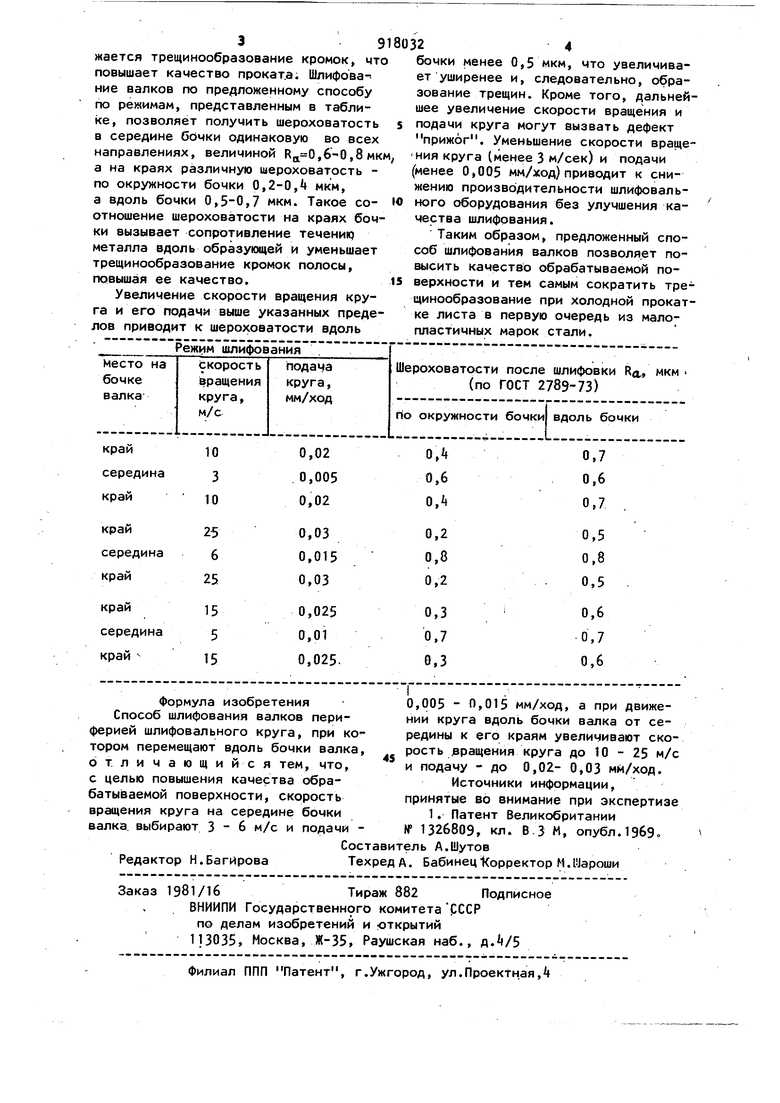
Изобретение относится к механи ческой обработке изделий, а именно прокатных валков, и может быть-использовано для шлифования валков ста нов холодной прокатки листа. Известны способы шлифован 1я валков периферией шлифовального круга, при котором его перемешивают вдоль бочки валка т . ; Недостатком известных способо(в является низкое качество обрабатывае мой поверхности. Целью изобретения является повышение качества обрабатываемой повер ности. Цель достигается тем, что скорос вращения круга на середине бочки ва ка выбирают 3-6 м/с и подачи 0,00 0,015 мм/ход, а при движении круга вдрль бочки валка от середины к ег краям одновременно увеличивают скорость вращения круга до 10-25 м/с и подачи - до 0,02 - 0,03 мм/ход. Способ осуществляют следующим ооразом. Валок стана холодной прокатки из стали 9x2 с длиной бочки 630 мм и .. диаметром 400 мм устанавливают в люнеты шлифовального станка. Снятие поверхностного слоя бочки осуществляют шлифовальным кругом твердостью СМ1 и зернистостью № 1б. В качестве охлаждающей жидкости при шлифовании применяют эмульсию, содержащую 4 технической соды и 0,6% кальцинированной соды. Шлифование производят по трем режимам, приведенными в таблице. Скорость вращения валка по всем режимам 25 м/мин. При холодной прокатке листа на валках, обработанных при указанных режимах, создаются благоприятные условия трения в очаге деформации на краях и середине бочки валка. В этих условиях уменьшается суммарная деформация крайних волокон листа и снижается трещинообразование кромок, что повышает качество проката. Шлифование валков по предложенному способу по режимам, представленным в таблике, позволяет получить шероховатость в середине бочки одинаковую во всех направлениях, величиной ,6--0,8 мк а на краях различную шероховатость по окружности бочки 0,2-0, мкм, а вдоль бочки 0,,7 мкм. Такое соотношение шероховатости на краях бочки вызывает сопротивление течении) металла вдоль образующей и уменьшает трещинообразование кромок полосы, повышая ее качество.
Увеличение скорости вращения круга и его подачи выше указанных пределов приводит к шероховатости вдоль
бочки менее 0,5 мкм, что увеличивает уширенее и, следовательно, образование трещин. Кроме того, дальнейшее увеличение скорости вращения и подачи круга могут вызвать дефект прижог. Уменьшение скорости вращения круга (менее 3 м/сек) и подачи (менее 0,005 мм/ход) приводит к снижению производительности шлифовального оборудования без улучшения качества шлифования.
Таким образом, предложенный способ шлифования валков позволяет повысить качество обрабатываемой поверхности и тем самым сократить трещинообразование при холодной прокатке листа в первую очередь из малопластичных марок стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2127161C1 |
| Способ подготовки рабочих валков к эксплуатации | 1986 |
|
SU1378966A1 |
| Способ насечки прокатных валков | 1988 |
|
SU1667966A1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| Способ холодной прокатки тонких полос на непрерывных станах | 1987 |
|
SU1518037A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЛИСТОПРОКАТНОГО ВАЛКА | 1998 |
|
RU2123400C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| Прокатный валок | 1979 |
|
SU863030A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
| Способ шлифования валков | 1979 |
|
SU848289A1 |
