(54) УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ Z-ОБРАЗНОЙ
I
Изобретение относится к. обработке металлов давлением, а именно к технологической оснастке для холодной листовой штамповки.
Известен универсальный штамп для Z-образной гибки за один ход пресса, содержащий смонтированную на нижней плите регулируемую матрицу, шарнирно закрепленный на кронштейне с возможностью поворота вокруг оси пуансон, связанный с верхней плитой штампа посредством механизма поворота, механизм прижима и закрепленный на матрице регулируемый упор 1.
Недостатком конструкции этого штампа является то, что для гибки деталей с различной высотой стенки необходимо иметь набор сменных кулачков, входящий в механизм поворота, и регулировать закрытую высоту штампа.
Цель изобретения - уменьшение числа сменных деталей и сокращение времени на переналадку штампа при гибке деталей с различной высотой стенки.
Поставленная цель достигается тем, что кронштейн, несущий пуансон, закреплен на нижней плите, а механизм поворота пуансона выполнен клиновым.
ГИБКИ
Отверстия в кронштейне под ось поворота пуансона выполнены овальными, что повышает точность получаемых деталей при гибке листового материала, имеющего отклонения от номинальной толщины.
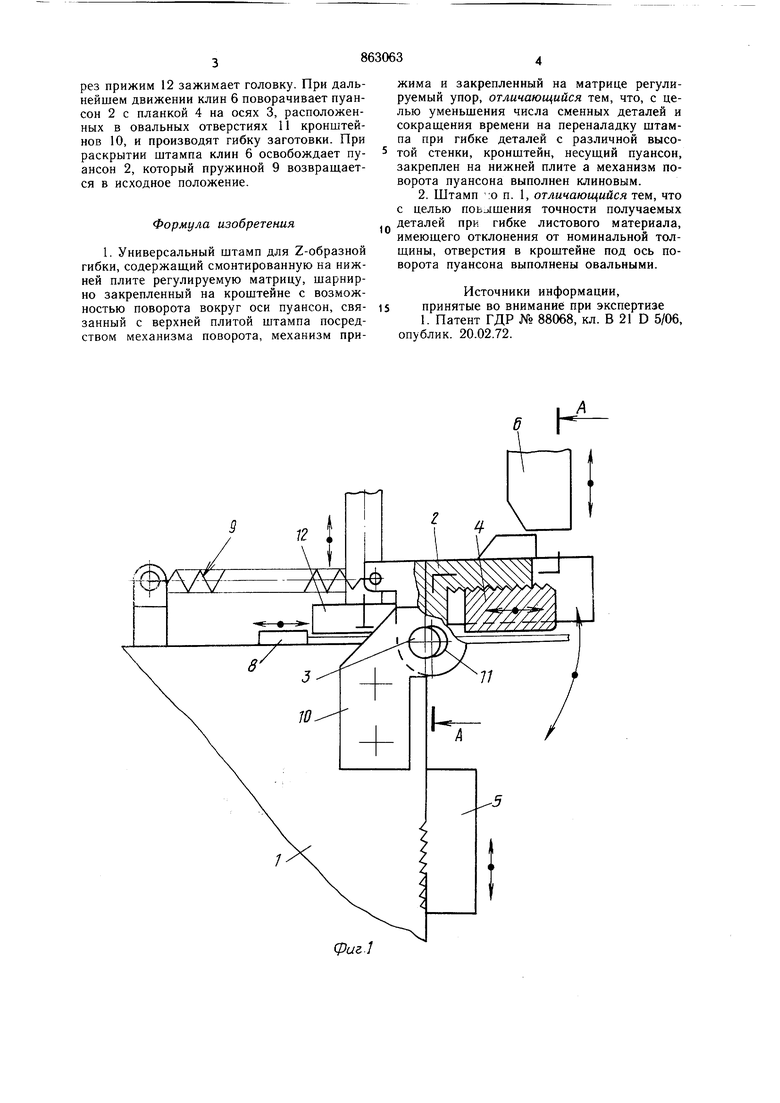
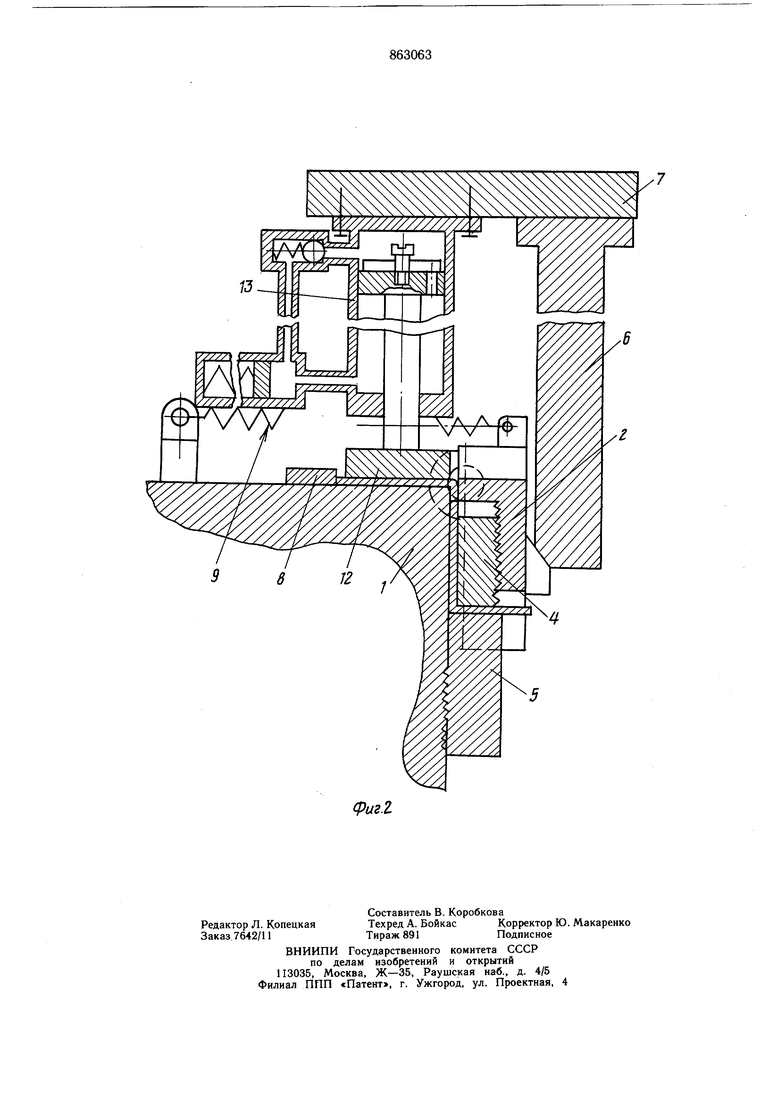
На фиг. 1 изображен штамп в исходном 5 положении; на фиг. 2 - то же, в конечном положении.
Штамп состоит из матрицы 1, пуансона 2, поворачивающегося вокруг оси 3, регулируемой планки 4 пуансона, регулируемой планки 5 матрицы, клина 6, закрепленного на верхней плите 7, упора 8, установленного на матрице 1, пружины 9, прикрепленной к пуансону, кронштейнов 10 с овальными отверстями 11; прижима 12 и гидравлического буфера 13.
При настройке штампа на матрице 1 устанавливают упор 8, регулируемую планку 4 пуансона 2 устанавливают в зависимости от размеров стенки штампуемой детали. Соответственно устанавливают и регулируемую планку 5 матрицы 1.
Штамп работает следующим образом.
Заготовку устанавливают на матрицу 1 до упора 8. При движении верхней части штампа вниз гидравлический буфер 13 через прижим 12 зажимает головку. При дальнейшем движении клин 6 поворачивает пуансон 2 с планкой 4 на осях 3, расположенных в овальных отверстиях 11 кронштейнов 10, и производят гибку заготовки. При раскрытии штампа клин 6 освобождает пуансон 2, который пружиной 9 возвращается в исходное положение.
Формула изобретения
1. Универсальный штамп для Z-образной гибки, содержащий смонтированную на нижней плите регулируемую матрицу, шарнирно закрепленный на кроштейне с возможностью поворота вокруг оси пуансон, связанный с верхней плитой штампа посредством механизма поворота, механизм прижима и закрепленный на матрице регулируемый упор, отличающийся тем, что, с целью уменьшения числа сменных деталей и сокращения времени на переналадку штампа при гибке деталей с различной высотой стенки, кронштейн, несущий пуансон, закреплен на нижней плите а механизм поворота пуансона выполнен клиновым.
2. Штамп :о п. 1, отличающийся тем, что с целью повышения точности получаемых
.jj деталей при гибке листового материала, имеющего отклонения от номинальной толщины, отверстия в кроштейне под ось поворота пуансона выполнены овальными.
Источники информации, 15 принятые во внимание при экспертизе
1. Патент ГДР № 88068, кл. В 21 D 5/06, опублик. 20.02.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемый штамп для @ -образной гибки | 1981 |
|
SU1011301A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для поэлементной штамповки | 1979 |
|
SU804088A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
Y //////////777///
