(54) ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ
1
Изобретение относится к обработке металлов давлением, а именно к штампам для вытяжки деталей.
Известен штамп для вытяжки деталей, содержаш,ий пуансон, прижим, матрицу, внутренний диаметр которой больше наружного диаметра готовой детали, установленную эксцентрично пуансону на связанной с приводом шестерне 1.
Однако для этого штампа характерна недостаточная надежность его работы, обусловленная вероятностью проскальзывания матрицы относительно штампуемой детали.
Целью изобретения является повышение надежности работы штампа.
Указанная цель достигается тем, что в штампе для вытяжки деталей, содержащем пуансон, прижим, матрицу, внутренний диаметр которой больше наружного диаметра готовой детали, установленную эксцентрично пуансону на связанной с приводом шестерне, матрица установлена с возможностью горизонтального смещения относительно шестерни и связана с ней посредством установленного на вертикальной оси ролика, которым снабжено устройство и который расположен в кольцевом пазу, выполненном в матрице, а ось ролика жестко связана с шестерней.
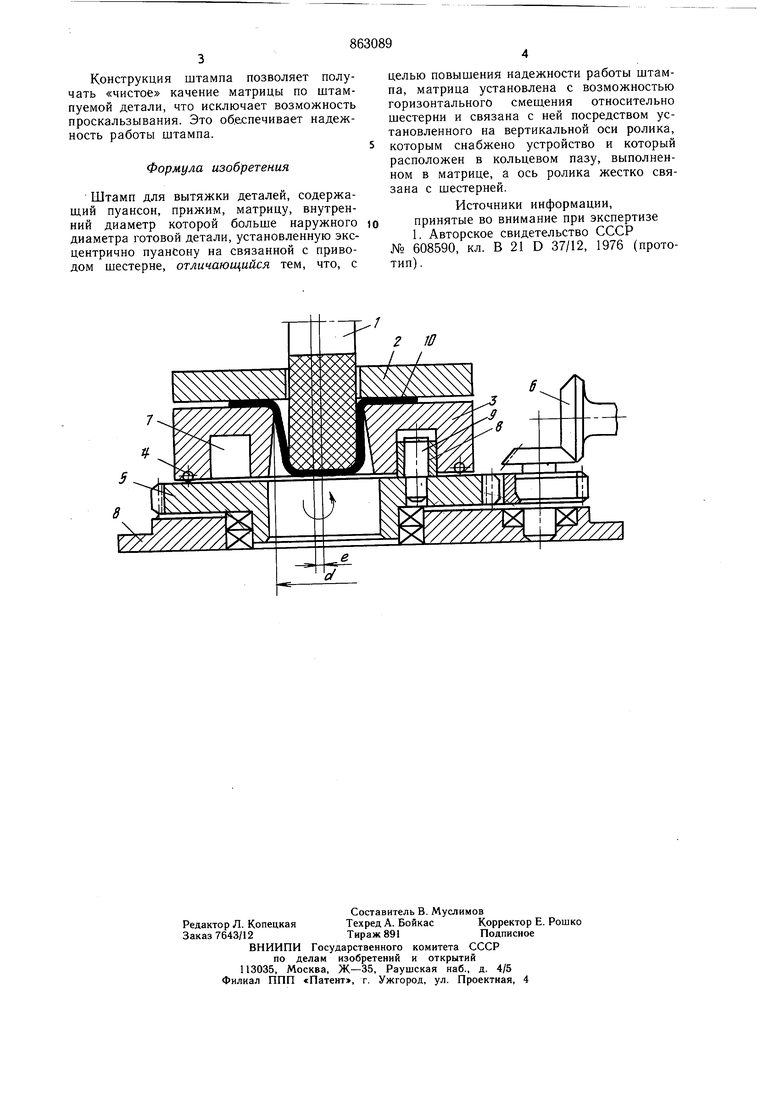
На чертеже изображен штамп, общий вид, продольный разрез.
Штамп содержит пуансон 1, прижим 2, матрицу 3, установленную эксцентрично пуансону 1 на шарики 4, вмонтированные в шестерню 5, связанную с приводом 6. В матрице 3 выполнен кольцевой паз 7, в котором расположен ролик 8, установленный на вертикальной оси 9, жестко связанной fQ с шестерней 5.
Штамп работает следующим образом. Заготовку 10 укладывают на матрицу 3 и прижимают прижимом 2. При соприкосновении пуансона 1 с заготовкой 10 включается привод 6 вращения. Ролик 8, фиксирующий матрицу 3 относител-ьно пуансона 1, вращается вместе с шестерней 5 вокруг него, заставляя матрицу 3 постепенно обжимать металл по пуансону 1. Постепенность обжатия штампуемого металла осу ществляется за счет того, что матрица 3имеет возможность горизонтального смещения и ее ось смещена на эксцентриситет е относительно оси пуансона 1.
Конструкция штампа позволяет получать «чистое качение матрицы по штампуемой детали, что исключает возможность проскальзывания. Это обеспечивает надежность работы штампа.
Формула изобретения
Штамп для вытяжки деталей, содержащий пуансон, прижим, матрицу, внутренний диаметр которой больше наружного диаметра готовой детали, установленную эксцентрично пуанЬону на связанной с приводом шестерне, отличающийся тем, что, с
целью повышения надежности работы штампа, матрица установлена с возможностью горизонтального смеш,ения относительно шестерни и связана с ней посредством установленного на вертикальной оси ролика, которым снабжено устройство и который расположен в кольцевом пазу, выполненном в матрице, а ось ролика жестко связана с шестерней.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 608590, кл. В 21 D 37/12, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей | 1979 |
|
SU912349A1 |
| Способ определения коэффициента трения | 1989 |
|
SU1744599A1 |
| Способ штамповки деталей из листового металла | 1979 |
|
SU935167A1 |
| Штамп для вытяжки | 1978 |
|
SU692656A1 |
| Штамп для двухпереходной вытяжки | 1974 |
|
SU471925A1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп для многопереходной вытяжки | 1975 |
|
SU541542A1 |
