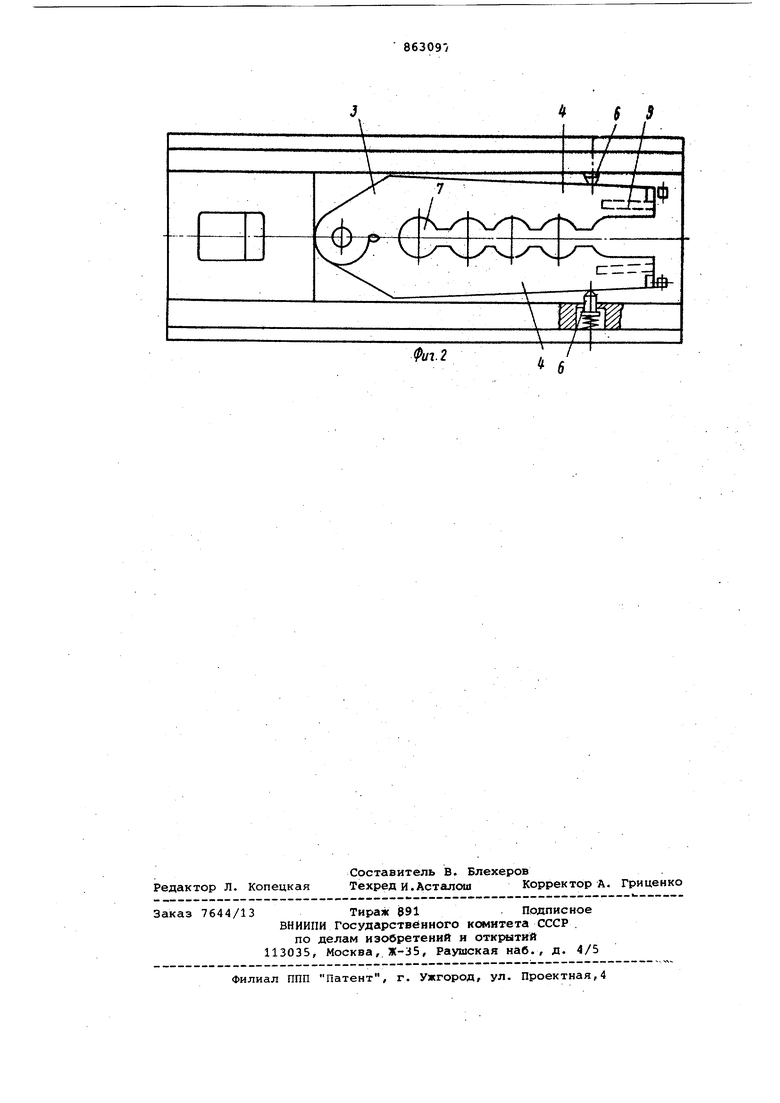
Изобретение относится к обработке металлов давлением и может быть использовано в штампах для переноса заготовок между позициями штамповки. Известно устройство для переноса заготовок между позициями обработки в штампе, содержащее корпус, установленную в его направляющих пслзуш ку с многопозиционным клещевым захватом, смонтированный на верхней плите привод возвратно-поступательного перемещения ползушки, а также зажим и подпружиненный механизм рас крытия губок захвата 1 . Однако в известном уЬтройстве не обеспечивается достаточно точной установки заготовок на позициях обработки. Цель изобретения - повышение точ нести установки заготовок на позициях обработки. Поставленная цель достигается тем, что устройство, содержащее корпус, установленную в его направляющих ползушку с многопозиционным клещевЕЯМ захватом, смонтированный на верхней плите привод возвратнопоступательного перемещения ползушки, а также зажим и подпружиненный механизм раскрытия губок захвата, снабжено смонтированными в корпусе подпружиненными штыревыми фиксаторами, а на нижней опорной поверхности губок выполнены открытые пазы для захода фиксаторов при раскрытии губок, при этом механизм раскрытия губок захвата выполнен клиновым и закреплен на верхней плите. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - то же, вид в плане. Устройство для переноса заготовок содержит корпус 1, в направляющих которого смонтирована ползушка 2 с клещевым многопозиционным захватом 3.Губки 4 захватов установлены на ползушке на оси 5 с возможностью относительного поворота в плоскости подачи. Зажим губок захватов осуществляется подпружиненными толкателями 6. В губках захватов выполнены гнезда 7 для заготовок. Число гнезд соответствует числу позиций штамповки. На свободных торцах губок и захватов выполнены скосы 8, а на их нижних опорных поверхностях открачые пазы 9. В корпусе 1 установлены подпружиненные штыревые фиксаторы 10, входящие в пазы 9 губок при их раскрытом положении, Возвратно-поступательное перемещение ползушки 2 обепечивается клином 11, закрепленным им в верхней плите штампа. Раскрытие губок 4 захвата 3 осуществляется клином 12.
Устройство работает след-ующим образом.
Заготовка укладывается в левое загрузочное гнездо губок захватов. При движении ползушки пресса вниз ,клин 11 перемещает ползуижу и соответственно захват на шаг подачи. При этом фиксаторы 10 под действием скосов 8 утапливаются в корпусе При дальнейшем ходе ползуна пресса выполняется рабочая операция. Одновременно клин 12 раскрывает губки захватов. Фиксаторы 10 попадают в лазы 9 губок и фиксируют их в открытом положении. При обратном ходе Ползуна пресса клин 11 перемещает ползушку 2 в исходное положение. На позиции загрузки фиксаторы 10 выходят из пазов 9 и освобождают губки захватов. Под действием толкателя б губки захватов зажимают заготовку (полуфабрикат) на позициях штамповки. В загрузочное гнездо захватой устанавливается очередная заготовка. При ходе ползуна пресса вниз цикл повторяется. Таким образом, осут ествляется последовательный
перенос заготовок меязду позициями штамповки. С последней позиции штам повки готовые деталисбрасываются в тару.,
Формула изобретения
Устройство для переноса заготовок между позициями обработки в штампе,содержащее корпус, установленную в его направляющих ползутку с многопозиционным клещевьФ1 захватся смонтированный на верхней плите привод возвратно-поступательного перемещения ползушки, а также зажим и подпружиненный механизм раскрытия губок захвата, от.лиЧающее с я тем, что, с целью повьоиения точности установки заготовок на позициях обработки, оно снабжено смонтированными в корпусе подпружиненными штыревыми фиксаторами, а на нижней опорной поверхности губок выполнены открытые пазы для захода фиксаторов при раскрытии губок,при зтом механизм раскрытия губок захвата выполнен клиновым и закреплен на верхней пл,ите.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №571330, кл. В 21 О 43/04, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для транспортировки за-гОТОВОК | 1978 |
|
SU812391A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для удаления отходов из рабочей зоны пресса | 1990 |
|
SU1759510A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Грейферное подающее устройство к многопозиционному прессу | 1987 |
|
SU1547926A1 |
| Грейферное устройство для перемещения заготовок между рабочими позициями многопозиционного пресса | 1986 |
|
SU1484415A1 |
| Устройство переноса заготовок к многопозиционным штамповочным автоматам | 1988 |
|
SU1503969A1 |
S 9
