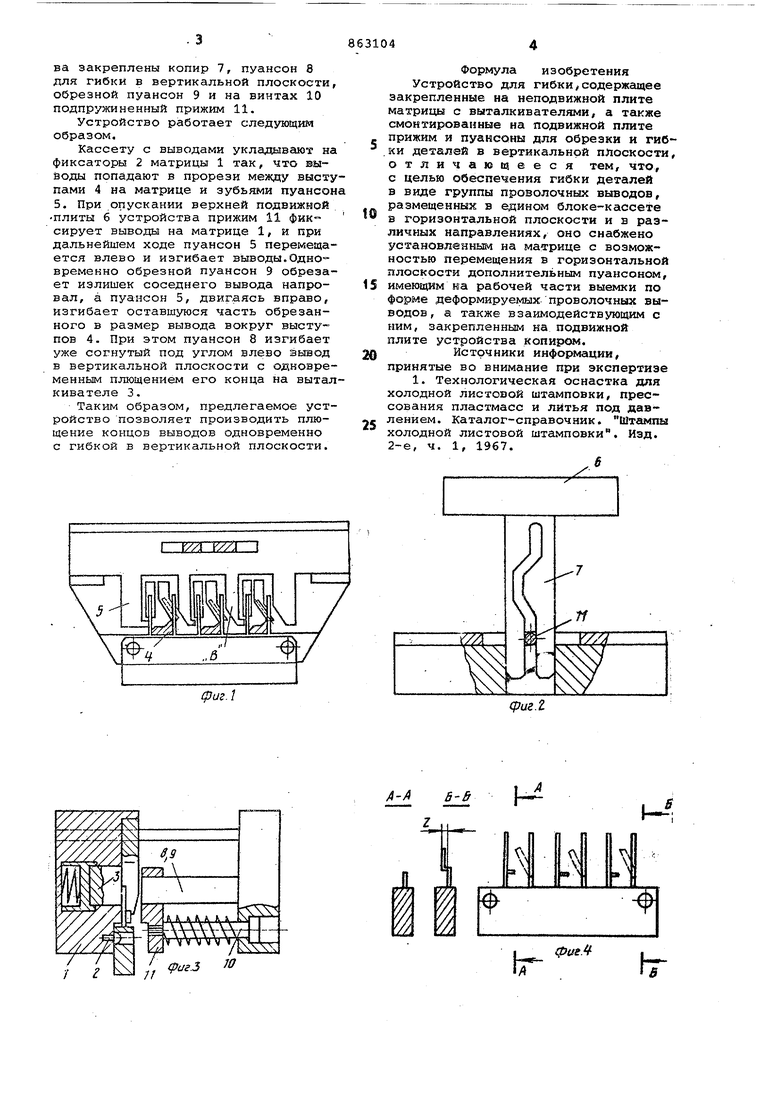
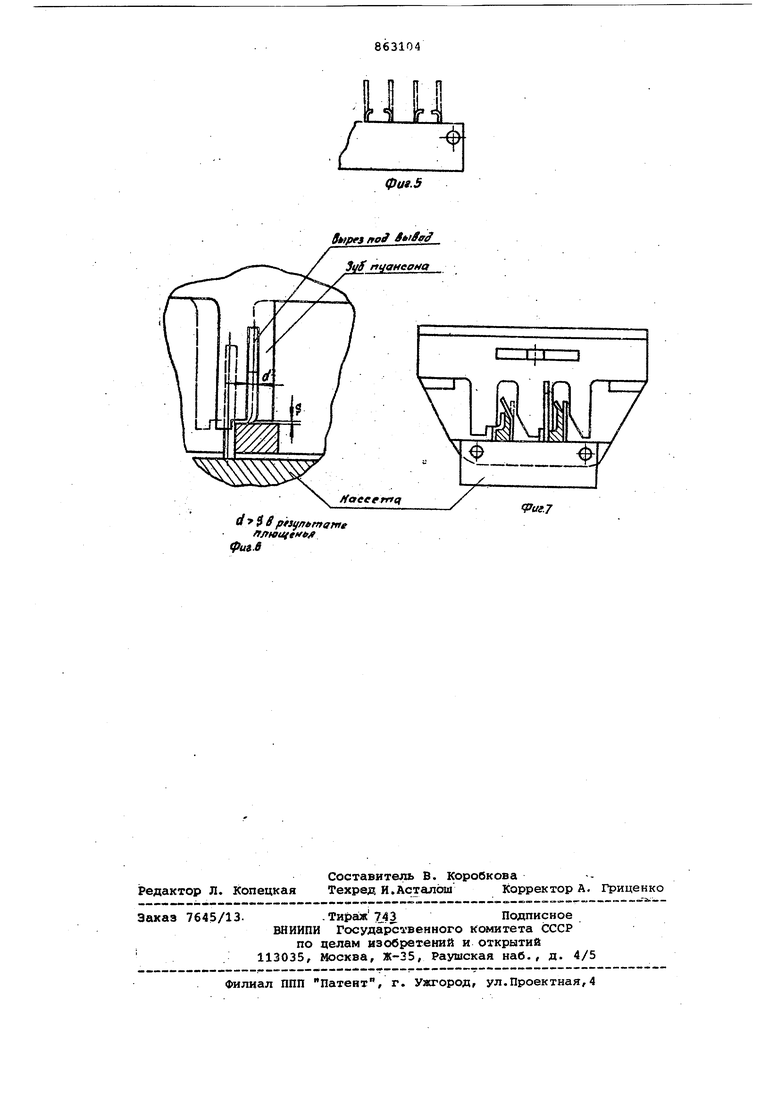
Изобретение относится к обработке металлов давлением, в частности к устройствам для групповой формовки проволочных выводов, закрепленных s едином блоке-кассете. Известны устройства для гибки проволочных выводов, содержащие матрицы с выталкивателями, установленны на неподвижной плите, пуансоны для обрезки и гибки деталей в вертикальной плоскости и прижимы, закрепленны на подвижной плите ll. Однако известные устройства не позволяют производить гибку деталей в горизонтальной плоскости. Целью изобретения является возмож - ность ос1таествяения гибки в горизонтальной плоскости и в различных направлениях деталей преимуиествеино в виде проволочных выводов различной конфигурации, разлюэденных в единс блоке-кассете. Поставленная цель достигается тем что устройство, содержащее обрезные и гибочные матрицы для формоизменени деталей в вертикальной плоскости,сна жено установленным на матрице подвижным в горизонтальной плоскости, дополнительным пуансоном с вырезами под деформируемые выводы по форме, определяющей конфигурацию выводов а матрица - неподвижными выступам взаимодействующими с пуансоном,причем пуансон перемещается в направляющих матрицы посредством копира, закрепленного на подвижной части устройства. На фиг. 1-3 представлено устройство в трех проекциях; на фиг.4 - исходные заготовки и кассета с выводами одной длины; на фиг. 5 - пример гибки выводов навстречу друг Другу в горизонтальной плоскости; на фиг. б - пример 2-образной гибки с плющением; на фиг. 7 - конфигурация дополнительного пуансона для гиСки в горизонтальной плоскости. Устройство для гибки содержит матрицу 1 с закрепленными на ней фиксаторами 2 для центрирования кассеты с выводами, и подпружиненные выталкиватели Э. Матрица 1 имеет выступы 4, жестко закрепленные или выполненные заодно. Фасонный пуансон 5 (с зубьями) перемещается по направляющим в матрице 1. Каждый зуб пуансона, как и выступы на матрице, по форгие и размерам соответствует конфигурации изгибаемых выводов. На верхней подвижной плите б устройства закреплены копир 7, пуансон 8 для гибки в вертикальной плоскости, обрезной пуансон 9 и на винтах 10 подпружиненный прижим 11.
Устройство работает следующим образом.
Кассету с выводами укладывают на фиксаторы 2 матрицы 1 так, что выводы попадают в прорези между выступами 4 на матрице и зубьями пуансон 5. При опускании верхней подвижной плиты б устройства прижим 11 фик сирует выводы на матрице 1, и при дальнейшем ходе пуансон 5 перемещается влево и изгибает выводы.Одновременно обрезной пуансон 9 обрезает излишек соседнего вывода напровал, а пуансон 5, двигаясь вправо, изгибает оставшуюся часть обрезанного в размер вывода вокруг выступов 4. При этом пуансон 8 изгибает уже согнутый под углом влево вывод в вертикальной плоскости с одновременным плющением его конца на выталкивателе 3.
Таким образом, предлегаемое устройство позволяет производить плющение концов выводов одновременно с гибкой в вертикальной плоскости.
Формула изобретения Устройство для гибки,содержащее закрепленные на неподвижной плите матрицы с выталкивателями, а также смонтированные на подвижной плите прижим и пуансоны для обрезки и гибки деталей в вертикальной плоскости отличающееся тем, что, с целью обеспечения гибки деталей в виде группы проволочных выводов, размещенных в едином блоке-кассете в горизонтальной плоскости и в различных направлениях, оно снабжено установленным на матрице с возможностью перемещения в горизонтальной плоскости дополнительным пуансоном, имеющим на рабочей части выемки по форме деформируемых проволочных выводов, а также взаимодействующим с ним, закрепленным на подвижной плите устройства копиром.
Источники информации, принятые во внимание при экспертизе
1. Технологическая оснастка для холодной листовой штамповки, прессования пластмасс и литья под давлением. Каталог-справочник. Штампы холодной листовой штамповки. Изд. 2-е, ч. 1, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп для изготовления тонколистовых торообразных элементов | 1989 |
|
SU1741948A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
фигЛ
-н
(риг. г
А
А-А В-6 I-
S
L-. 1)4ГА
IIII
Ж
/
ftaeeffrtci
Риг.7
(if$8 pfsynnmanff
fr/HoufeffM pu.e
