Изобретение относится к обработке давлением, в частности к конструкциям штампов для формовки торообразных деталей из тонколистовых заготовок.
Наиболее близким к предлагаемому яв- ляется штамп для формовки торообразных элементов штампосварных отводов, содержащий пуансон с рабочей поверхностью, имеющей форму тора, формующую матрицу и прижим.
Однако известный штамп не обеспечивает высокого качества детали, так как не обрезает заготовку и допускает складки и гофры по внутреннему контуру.
Целью изобретения является повыше- ние качества деталей путем устранения их гофрообразования.
Цель достигается использованием матрицы с подвижной центральной подпружиненной частью, подпружиненного нижнего выталкивателя, выполненного в виде рамки с внутренним отверстием, соответствующим контуру пуансона в плане, обрезной матрицы, выполненной в виде двух концен- трично расположенных изогнутых пластин, примыкающих рабочими кромками к режущим кромкам, формирующей матрицы, двух концентрично расположенных накладок на обрезную матрицу с вертикальными скосами по направлению к выталкивателю, при- чем горизонтальная рабочая плоскость пластин обрезной матрицы отстоит от горизонтальной оси поперечного сечения полутора пуансона, а формующая матрица выполнена в виде двух концентрично распо- ложенных пластин, изогнутых по радиусам соответственно внутреннему и наружному радиусам полутора.
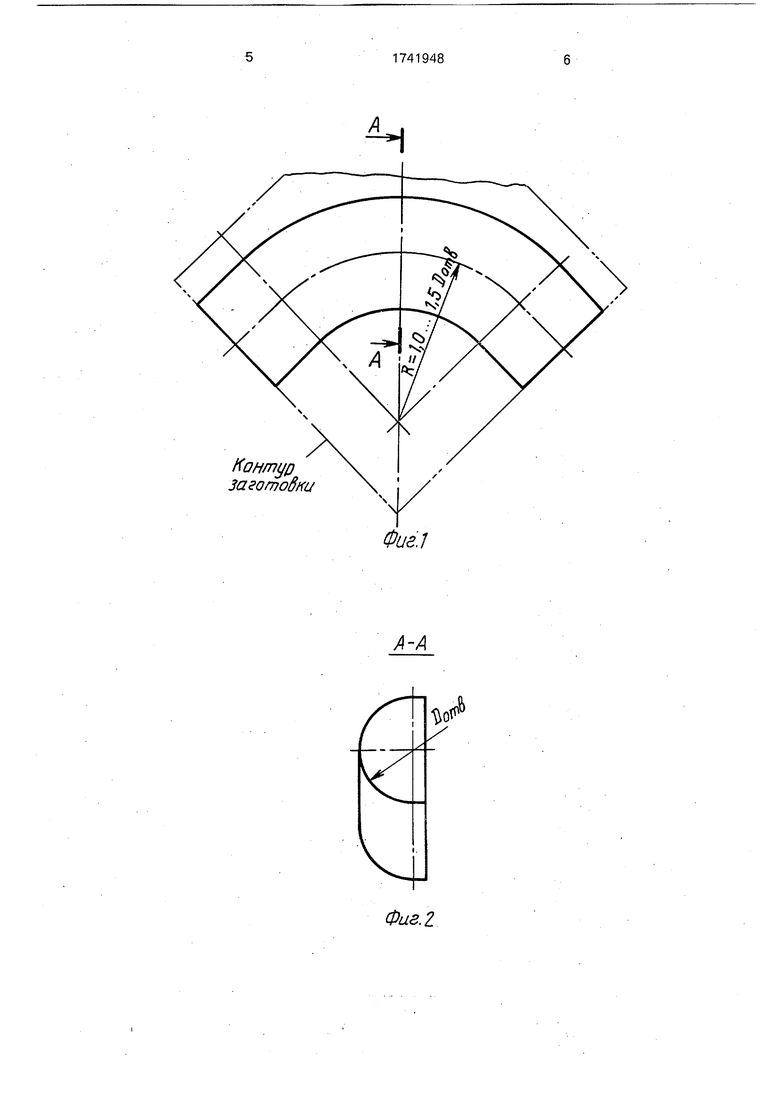
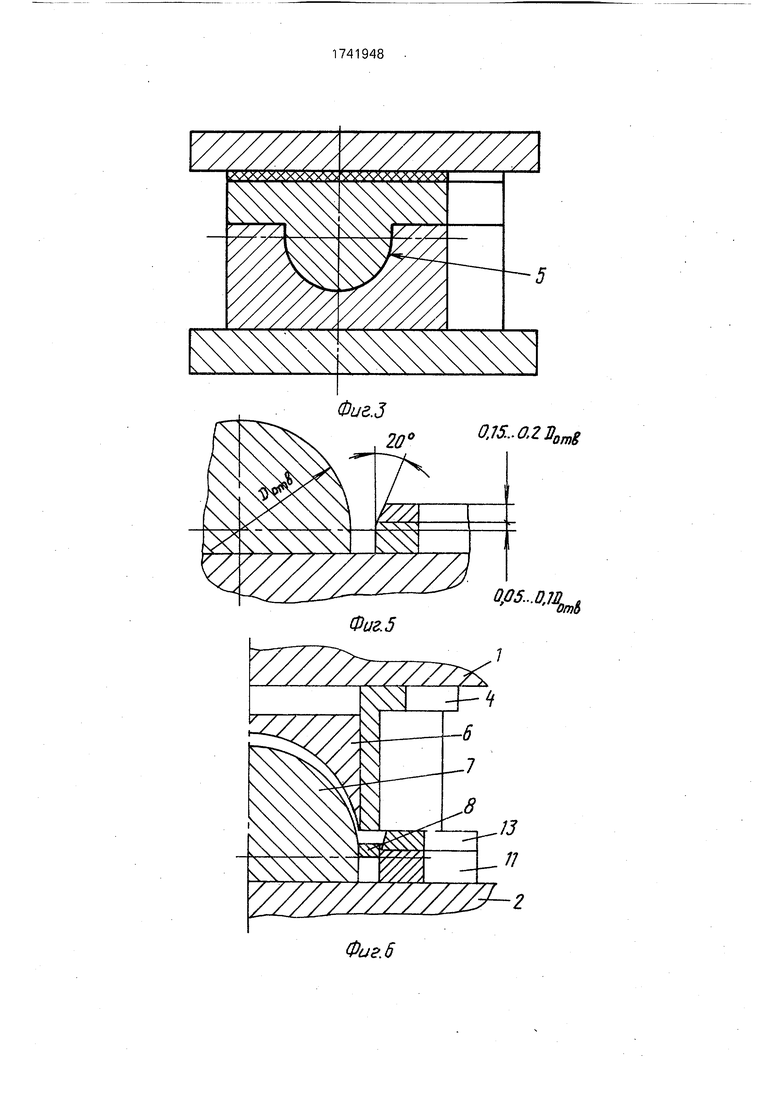
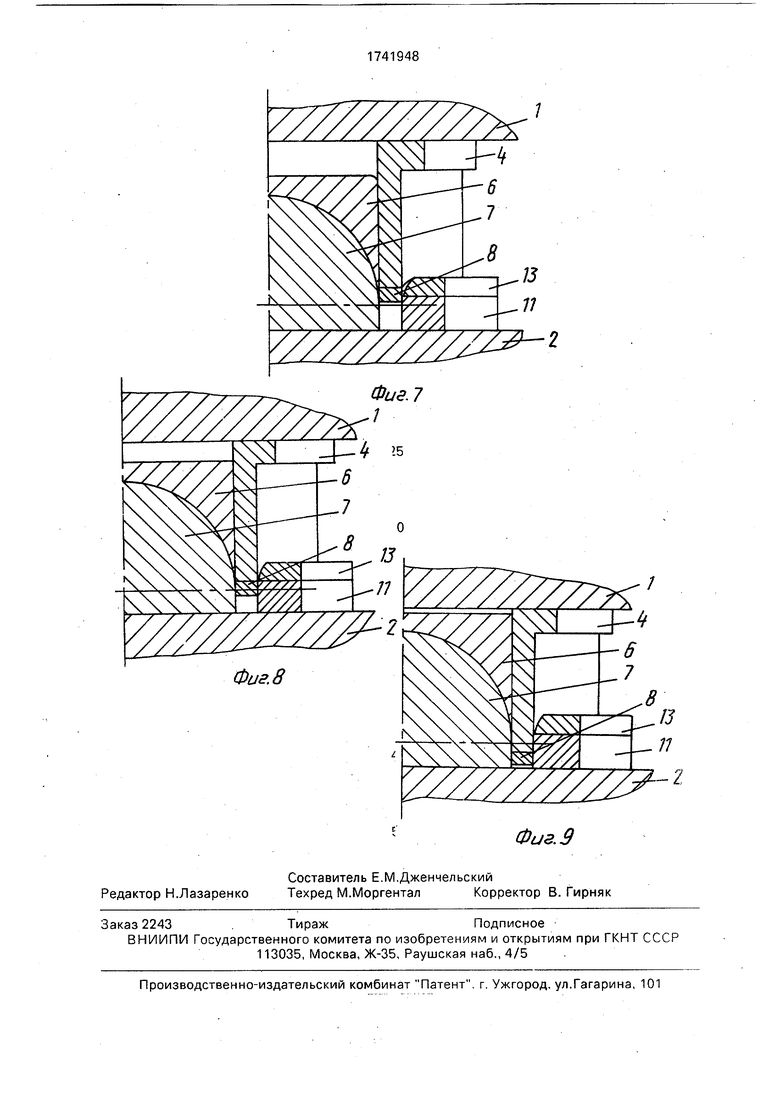
На фиг.1 показана .штампуемая деталь (контурной линией - исходная заготовка); на фиг.2 - разрез А-А на фиг.1; на фиг.З - штамп; на фиг.4 - накладка на обрезную матрицу, разрез; на фиг.6-9 - схема поэтапного деформирования заготовки в процессе работы штампа.
Штамп содержит верхнюю 1 и нижнюю 2 опорные плиты, к верхней плите 1 прикреплены пластины 3 и 4 формующей матрицы с находящейся под действием пружины 5 подвижной центральной частью 6, к нижней плите 2 прикреплены пуансон 7. выталкиватель 8, выполненный в виде рамки и работающий от пружины 9, пластины 10 и 11 обрезной матрицы с накладками 12 и 13.
Штамп работает следующим образом.
Листовую заготовку устанавливают по упорам на пуансон 7. При опускании верхней плиты 1 вниз пластины 3 и 4 формирующей матрицы изгибают и затем втягивают листовую заготовку в полости между пуансоном 7 и накладками 12 и 13, растягивая ее по форме пуансона 7. Возможные морщины разглаживаются кромкой Б подвижной центральной части 6. Недоходя до режущих кромок пластин 10 и 11 обрезной матрицы, когда подвижная центральная часть 6 формующей матрицы упрется в пуансон 7, пластины 3 и 4 формующей матрицы с заготовкой встречают выталкиватель 8, выполненный в виде рамки и охватывающий пуансон 7, который, прижимая заготовку к пластинам 3 и 4 формующей матрицы, создает дополнительные растягивающие напряжения.
Проходя уровень режущей кромки пластин 10 и 11 обрезной матрицы, режущие кромки пластин 3 и 4 формующей матрицы обрезают заготовку по контуру. При дальнейшем движении формующей матрицы вниз происходит вытягивание края заготовки из-под выталкивателя 8 и окончательное получение необходимой формы полутора.
Таким образом, использование предлагаемого штампа обеспечивает повышение качества деталей за счет совмещения формовки без гофр и складок с обрезкой по контуру за одну операцию. Это позволяет сократить трудоемкость изготовления штампосварных отводов и сократить расход металла за счет более значительного растяжения металла заготовки при штамповке.
Формула изобретения
Штамп для изготовления тонколистовых торообразных элементов, содержащий матрицу, имеющую подвижную центральную часть, установленную с помощью пружины, и периферийные выпуклую и вогнутую части, жесткий пуансон, а также основание и подвижную плиту, отличающийся тем. что, с целью повышения качества деталей путем устранения их гофрирования, штамп снабжен размещенным концентрично пуансону подпружиненным выталкивателем, а также охватывающей последний обрезной матрицей и раз чещенной на ней накладкой, имеющей скошенную по направлению к выталкивателю поверхность, при этом матрица закреплена на подвижной плите и установлена с возможностью контакта торцов ее периферийных частей с выталкивателем, а пуансон закреплен на основании штампа.
Контур заготобка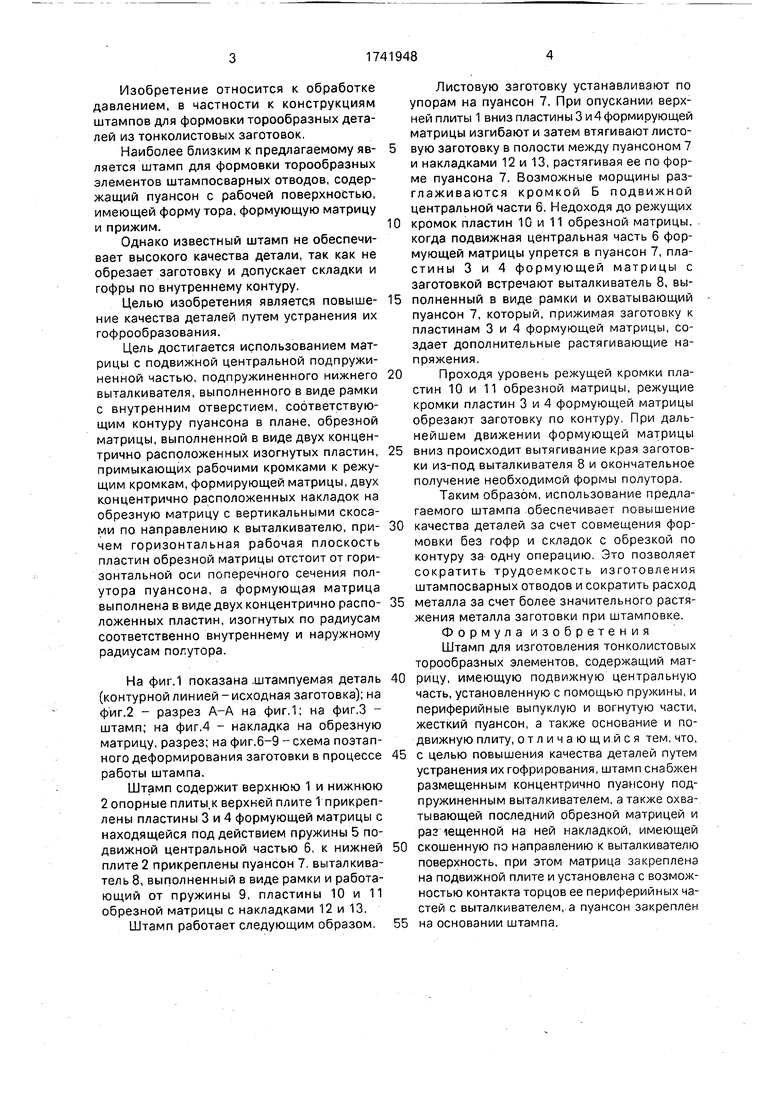
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью | 2021 |
|
RU2764044C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для выталкивания детали из штампа | 1981 |
|
SU996231A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении деталей из листовых заготовок, Сущность изобретения: листовую заготовку (ЛЗ) устанавливают на пуансон 7. Пластины 3 и 4 формующей матрицы деформируют ЛЗ в полости между пуансоном 7 и накладками 12 и 13. Гофры разглаживаются кромкой В подвижной и центральной части 6 матрицы. Затем ЛЗ вступает в контакт с выталкивателем 8. Выталкиватель 8 прижимает ЛЗ к пластинам 3 и 4 формующей матрицы, создавая дополнительные растягивающие напряжения. Затем режущие кромки полуматриц 10и 11 обрезной матрицы обрезаютЛЗ по контуру. Осуществляется вытягивание края заготовки из-под выталкивателя 8. Получают пол- утор необходимой формы. Повышается качество деталей за счет устранения их гофро- образования. 9 ил. со С N| 4 Ю Јь 00 Фиг 4
Фиг.1
/
Ч
Фиг.1
t-f777777777777;
дШ°Ш 0-Ј0 о
yzzzzz Z
Ј 2Пф
шоаг 0 $1 о
81761(
;
| Штамп для изготовления заготовки торовой оболочки | 1973 |
|
SU439327A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
