4
to
4
со со
11/424930
Изобретение относится к обработке {металлов давлением и может быть использовано при изготовлении холодной Объемной штамповкой изделий тапа JraeK,
Цель .изобретения - повышение на- 1дежности, экономичности и производи- {тельности автомата.
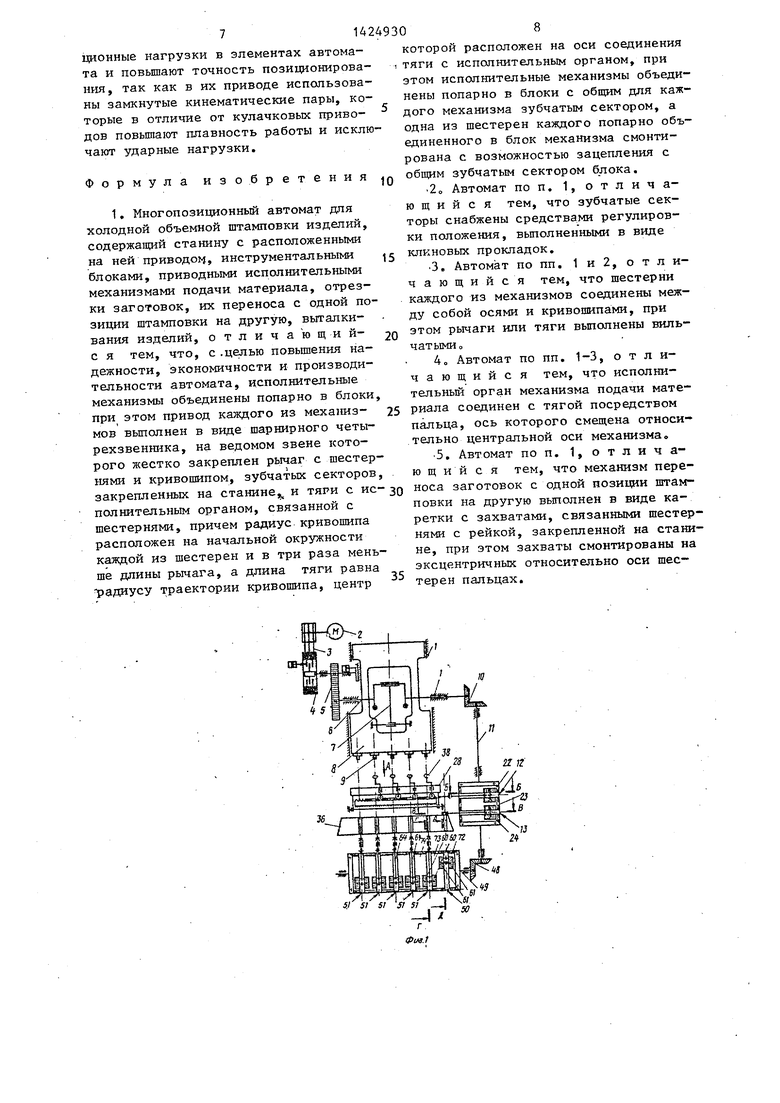
На фиг о 1 изображена кинетическая
10
схема автомата; на фиг. 2 - А на
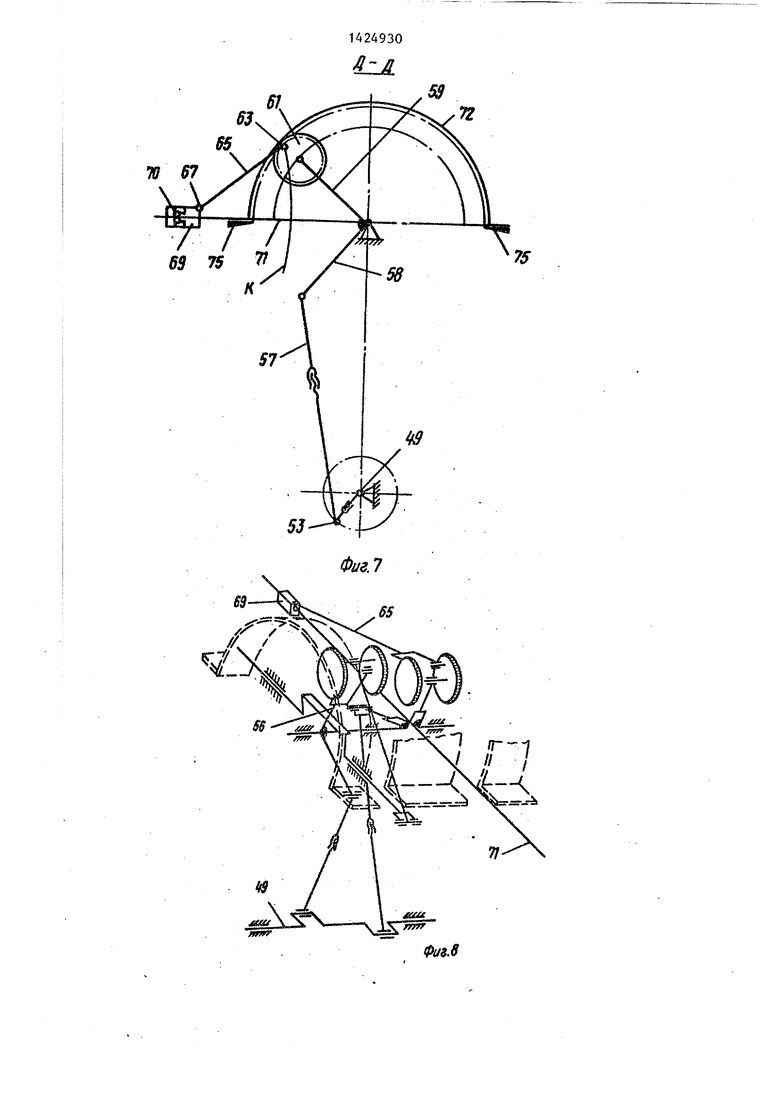
фиг. 1; на фиг. 3 - то же, вид сбоку; на фиг, 4 - разрез Б-Б на фиг. 1; на фиг, 5 - разрез В-В на фиг. 1; на фиг. б - разрез Г-Г на фиг, 1; на ФИГ о 7 - разрез Д-Д на фиг, 1; на фиг, 8 - кинематическая схема механиз- а выталкивания и подачи в объемном Измерении; на фиг. 9 - циклограмма взаимодействия исполнительных меха- 20 шзмов автомата.
I Автомат для холодной объемной штамповки содержит станину 1 (показана /словно), на которой смонтирован при50Д, состояний из электродвигателя 2, 25 жение такой же по структуре механизм.
ющими, жестко закреплен1гыми на станине 1, служат, например, две трубы 29, на которых через втулки 30 установлена каретка 28, На станине 1 за- креп-нена рейка 31, которая может регулироваться в продольном и поперечном направлениях (не показано), В зацеплении с рейкой находятся шестерни 32, закрепленные на осях 33, смонти- С ованных в подпипниках 34. На другом конце осей 33 выполнен кривошип 35, величина радиуса которого определяется необходимостью отведения гаек (не 15 показаны), при переносе от блока 36 матриц. С кривошипами 35 соединены с возможностью регулировки подпружиненные относительно друг друга пружинами 37 палыЦ) 38.
Параллельно с механизмом 12 переноса смонтирован механизм 13 отрезки, который имеет привод от того же, что и механизм переноса 12 вала 14 с кривошипом 39, который приводит в двииередающего через ременную пер едачу 3 движеьше на маховик 4 и через зубчатую передачу 5 на главньй исполнитель- :г1ый механизм, в который входит колен- чатьш вал 6, шатун 7 и ползун 8 с за- 30 репленигым на нем боком 9 пуансонов, Эт коленчатого вала 6 движение передается через зубчатую передачу 10 на продольный вал 11, от которого осуМеханизм состоит из шарнирного четьрех звенника с рычагами 40-42 и связанных с последним шестерен 43, которые входят в зацепление с зубчатыми секторами 23 и 24 и имеют кривошипы 44, связанные тягой 45 через палец 46 с.ползуном-ножом 47, смонтированным в направляющих станины 1. От продольного вала 11 движение передается коничес0
0
ющими, жестко закреплен1гыми на станине 1, служат, например, две трубы 29, на которых через втулки 30 установлена каретка 28, На станине 1 за- креп-нена рейка 31, которая может регулироваться в продольном и поперечном направлениях (не показано), В зацеплении с рейкой находятся шестерни 32, закрепленные на осях 33, смонти- С ованных в подпипниках 34. На другом конце осей 33 выполнен кривошип 35, величина радиуса которого определяется необходимостью отведения гаек (не показаны), при переносе от блока 36 матриц. С кривошипами 35 соединены с возможностью регулировки подпружиненные относительно друг друга пружинами 37 палыЦ) 38.
Параллельно с механизмом 12 переноса смонтирован механизм 13 отрезки, который имеет привод от того же, что и механизм переноса 12 вала 14 с кривошипом 39, который приводит в двиМеханизм состоит из шарнирного четьрех- звенника с рычагами 40-42 и связанных с последним шестерен 43, которые входят в зацепление с зубчатыми секторами 23 и 24 и имеют кривошипы 44, связанные тягой 45 через палец 46 с.ползуном-ножом 47, смонтированным в направляющих станины 1. От продольного вала 11 движение передается коничес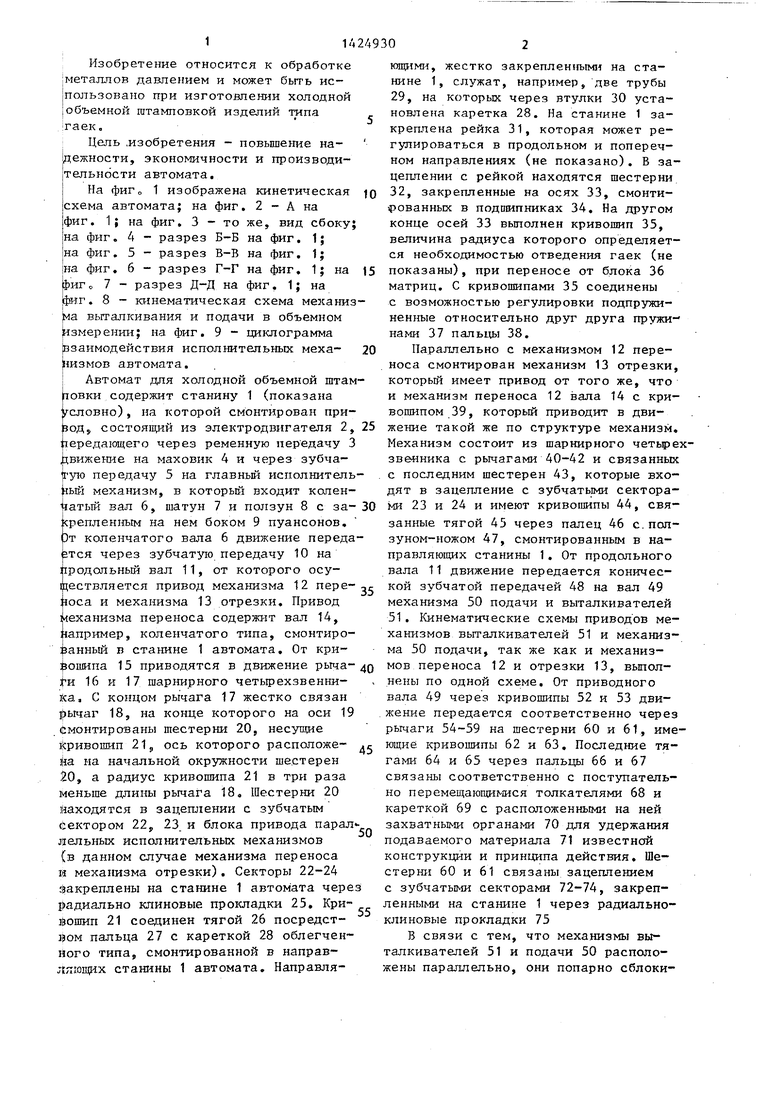

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод механизма переноса для многопозиционных штамповочных автоматов | 1985 |
|
SU1328047A2 |
| Автомат горячевысадочный для изготовления железнодорожных костылей | 1982 |
|
SU1134272A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Трубогибочный автомат | 1986 |
|
SU1526871A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Холодновысадочный автомат | 1978 |
|
SU710740A1 |

Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении холодной и объемной штамповкой изделий типа гаек. Цель - повышение надежности, экономичности и производительности. Автомат для холодной объёмной штамповки изделий содержит смонтированные на станине привод, инструментальные блоки, приводные исполнительные механизмы. Привод каждого из механизмов выполнен в виде шарнирного четырех- звенника, на ведомом звене которого жестко закреплен рычаг с шестернями и кривошипами. Шестерни находятся в зацеплении с зубчатыми секторами, закрепленными на станине через клиновые прокладки. Механизмы объединены попарно в блоки с общим для каждого механизма зубчатым сектором Одна из шестерен каждого объединенного в- блок механизма смонтирована с возможностью зацепления с общим зубчатым сектором блока, В процессе работы о автомата попарно сблокированные ис- полнительные механизмы обеспечивают требуемое взаимодействие каждого механизма по циклу и надежность работы автомата в целом, 4 з.п.ф-лы, 9 ил. (Л
ществляется привод механизма 12 паре- г зубчатой передачей 48 на вал 49
носа и механизма 13 отрезки. Привод механизма переноса содержит вал 14, например, коленчатого типа, смонтиро- : анньй в станине 1 автомата. От кримеханизма 50 подачи и выталкивателей 51. Кинематические схемы приводов ме ханизмов выталкив,ателей 51 и механиз ма 50 подачи, так же как и механиз: ошипа 15 приводятся в движение рыча- о мов переноса 12 и отрезки 13, выпол и 16 и 17 шар1шрного четьфехзвенниКа, С концом рычага 17 жестко связан
})ычаг 18, на конце которого на оси 19
монтированы шестерни 20, несущие
йривошип 21р ось которого расположе а на начальной окружности шестерен
20, а радиус кривошипа 21 в три раза
меньше длины рычага 18, Шестерни 20
находятся в зацеплении с зубчатым
сектором 22, 23 я блока привода парал л ельных исполнительных механизмов
(в данном случае механизма переноса
и механизма отрезки). Секторы 22-24
закреплены на станине 1 автомата через
радиально клиновые прокладки 25, Криз ошип 21 соединен тягой 26 посредством пальца 27 с кареткой 28 облегченного типа, смонтированной в направ- лтощих станины 1 автомата, Направля вены по одной схеме. От приводного вала 49 через кривопшпы 52 и 53 движение передается соответственно через рычаги 54-59 на шестерни 60 и 61, име дс юш;ие кривошипы 62 и 63, Последние тягами 64 и 65 через пальцы 66 и 67 связаны соответственно с поступательно перемещающимися толкателями 68 и кареткой 69 с расположенными на ней захватными органами 70 для удержания подаваемого материала 71 известной конструкции и принципа действия. Шестерни 60 и 61 связаны зацеплением с зубчатыми секторами 72-74, закрепленными на станине 1 через радиально- клиновые прокладки 75
В связи с тем, что механизмы выталкивателей 51 и подачи 50 расположены параллельно, они попарно сблоки зубчатой передачей 48 на вал 49
механизма 50 подачи и выталкивателей 51. Кинематические схемы приводов механизмов выталкив,ателей 51 и механизма 50 подачи, так же как и механиз вены по одной схеме. От приводного вала 49 через кривопшпы 52 и 53 движение передается соответственно через рычаги 54-59 на шестерни 60 и 61, име- с юш;ие кривошипы 62 и 63, Последние тягами 64 и 65 через пальцы 66 и 67 связаны соответственно с поступательно перемещающимися толкателями 68 и кареткой 69 с расположенными на ней захватными органами 70 для удержания подаваемого материала 71 известной конструкции и принципа действия. Шестерни 60 и 61 связаны зацеплением с зубчатыми секторами 72-74, закрепленными на станине 1 через радиально- клиновые прокладки 75
В связи с тем, что механизмы выталкивателей 51 и подачи 50 расположены параллельно, они попарно сблокированы, также как и механизмы переноса 12 и отрезки 13. При этом каждая пара шестерен 60 и 61 находится в постоянном зацеплении с зубчатыми секторами 73, 74 и 73, 72 соответственно, т.е. и шестерня 60 механизма выталкивателя 51, и шестерня 61 механизма 50 подачи находятся в задеплении с общим для них зубчатым секто- ю тельного механизма (кривая 76). Одром 73. Так как выталкивание осущест- новременно через зубчатую передачу 10 вляется из всех матриц матричного блока 36, то для других позиций выталкивателей 51 используются также
движение передается на приводы всех исполнительных механизмов, а именно, на механизм 12 переноса, механизм 13 общие зубчатые секторы, т.е. позиции is отрезки, механизм 50 подачи и меха- выталкивателей 51 объединены в блоки. низм 51 выталкивателей. Поскольку Например, зубчатьй.сектор 74 является принципиальная схема приводов испол- общим для первых двух позиций вытал- нительных механизмов одинакова, рас- кивания и с ним в зацеплении находят- смотрим работу одного из механизмов, ся шестерни 60 привода обоих толкате-20 например, механизма 12 переноса. Пред- лей 68.положим, что вал 14 вращается вместе Для обеспечения жесткости механиз- с кривошипом 15 в направлении стрел- мов шестерни 20, 43, 60, 61 соедине- ки Е. При этом кривошип 15 перемеща- ны осями 19 и кривошипами 21, 44, 62, ется по окружности, но перемещения 63, которые жестко закреплены в шее- 25 рычагов 17 и 18 незначительны. Ось 19,
расположенная на конце рычага 18, и кривошип 21, расположенньпЧ в шестернях 20, в рассматриваемый период дви- жeшiя размещены почти на одной пря- 30 мой, поэтому незначительные качания рычага 18 компенсируются движением
тернях без возможности углового или осевого смещения. При этом рычаги, например, 56 или тяги, например, 65, выполнены вильчатыми.
Дпя обеспечения возможности осевой подачи материала 71 и сохранения циклограммы работы механизма ось пальца соединения тяги 65 с кареткой 69 смещена относительно центральной оси механизма
() S длина тяги 65 1
обкатки шестерни по зубчатому сектору 22. В результате этого кривошип 21 сохраняет свое положение, а каретка
, например, на величину Н 28 выстаивает в заднем крайнем положении, выдерживая пальцы 38 на позициях штамповки.
При дальнейшем вращении вала 14 рычаги 17 и 18 поворачиваются, в ре R -Jp ( Ч) где R - радиус начальной окружности зубчатого секто- зультате шестерня 20, вращаясь на
ра 73, а коэффициенты р и q определя- оси 19, откатывается по зубчатому сёкются в зависимости от угла 0
MOIKC
потору 22о Кривошип 21 при этом совер- щает сложное движение, которое складывается из перемещения оси 19 по ок-
ворота рычага 59 при выстаивании каретки 69
Р 0макс 2.08 - мо-кс (0,48 + -. 0,28490,,; )|
Sp-sin Эмокс + 3sin 20MaKc 8(1 - cos е„о„с )
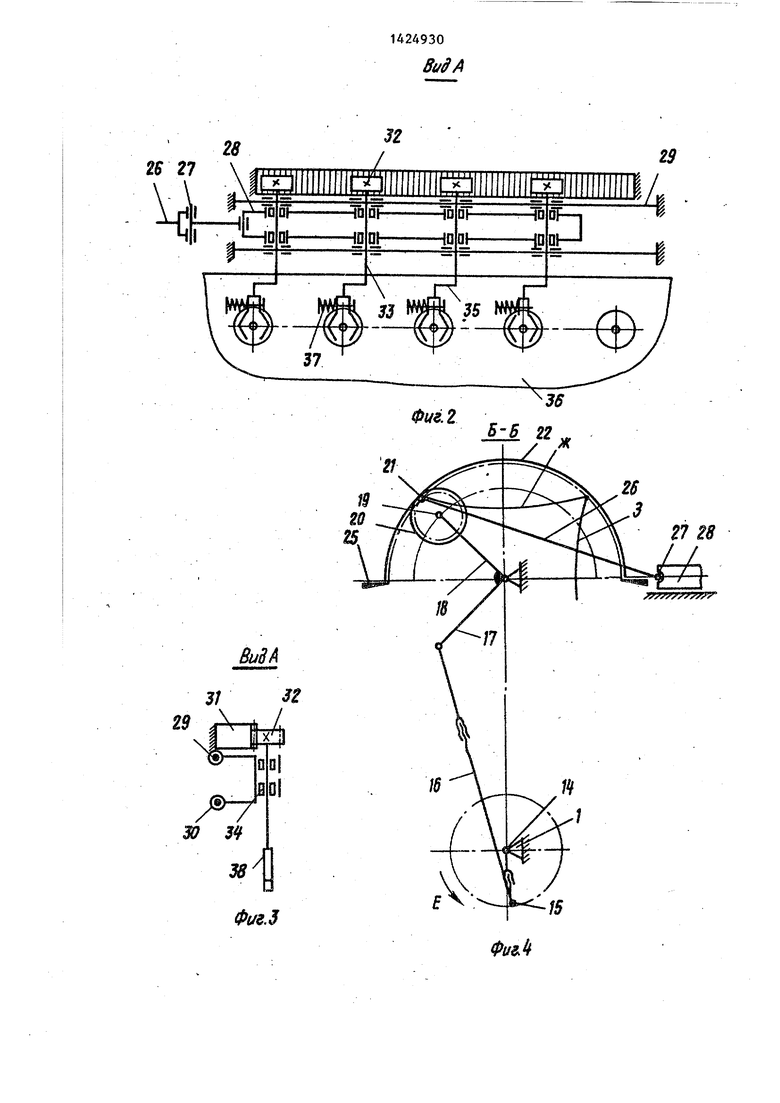
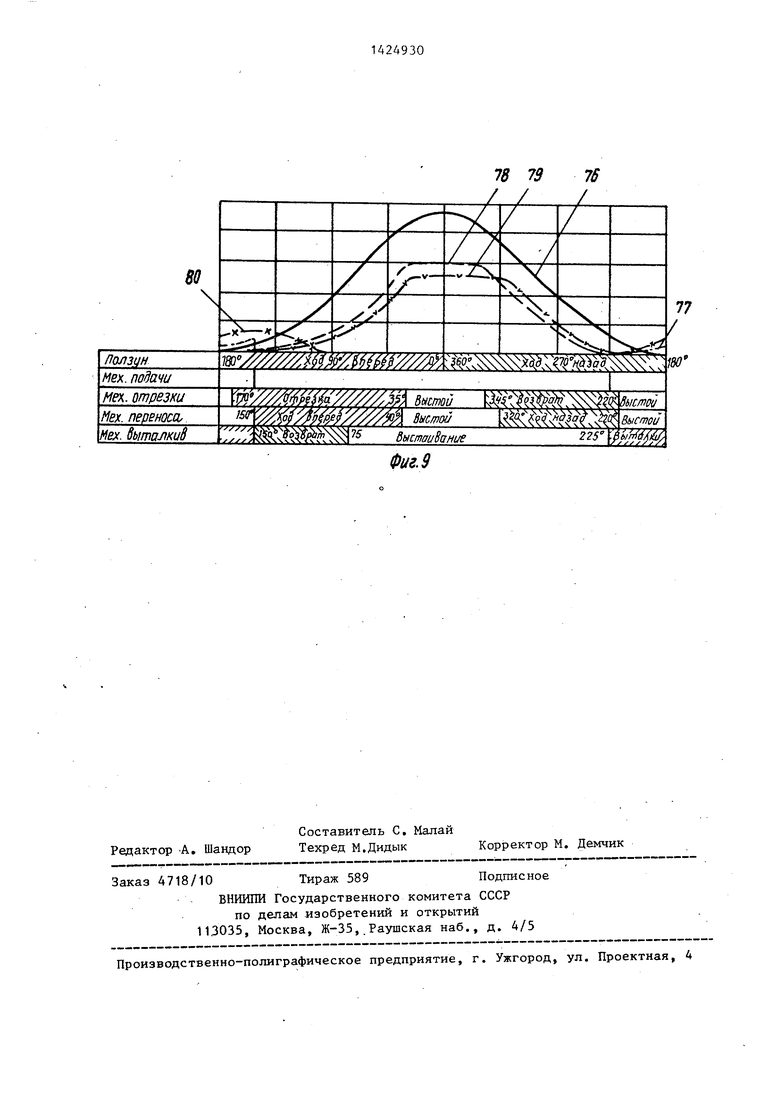
На циклограмме работы автомата для холодной объемной штамповки приведены графики перемещений главного .исполнительного механизма ползуна 8 автомата (кривая 76), перемещений каретки 69 механизма 50 подачи (кривая 77), перемещений отрезного ползуна-ножа 47 (кривая 78), перемещений
тору 22о Кривошип 21 при этом совер щает сложное движение, которое скла дывается из перемещения оси 19 по о
45 ружности, радиус которой равен длин рычага 18 и вращательного движения 1фивошипа 21 относительно оси 19 пр откатывании шестерни 20 по зубчатом сектору 22. Поскольку радиус кривош па 21 в три раза меньше длины рычаг 18, то кривошип перемещается по алг раической кривой, называемой астроидой.
За период движения кривошипа 21
eg по траектории происходит его переме щение, а вместе с ним и каретки 28 в горизонтальном направлении на величину хода каретки 28 о В период дв
50
каретки 28 механизма 12 переноса (кри- жения кривошипа 21 по траектории з
вая 79) и перемещений толкателей 68 механизмов 5 выталкивания (кривая 80),
Автомат работает следующим обра- зом„
При включенном приводе движение передается на ползун 8, которьй перемещает блок 9 пуансонов в соответствии с параметрами главного исполнитору 22о Кривошип 21 при этом совер- щает сложное движение, которое складывается из перемещения оси 19 по ок-
45 ружности, радиус которой равен длине рычага 18 и вращательного движения 1фивошипа 21 относительно оси 19 при откатывании шестерни 20 по зубчатому сектору 22. Поскольку радиус кривошипа 21 в три раза меньше длины рычага 18, то кривошип перемещается по алгебраической кривой, называемой астроидой.
За период движения кривошипа 21
eg по траектории происходит его перемещение, а вместе с ним и каретки 28 в горизонтальном направлении на величину хода каретки 28 о В период дви50
происходит период выстаивания карет- йи 28 в переднем положении, так как Кривая 3 характерна тем, что очень близка к окрз жности, центр которой лежит на центральной горизонтальной сои механизма, на которой расположен палец 27 соединения каретки 28 Q тягой 26, а длина тяги 26 выбирает10
ся равной радиусу этой окружности Ьыстаивание каретки 28 в крайнем переднем положении происходит и при обратном движении кривошипа 21 по т раектории з Только после выхода Йривошипа 21 на траекторию ж начина- 15 тся движение каретки 28.назад. Это ПРОИСХОДИТ потому, что кривошип 15 4ала 14 при своем вращении начинает Обратное движение рычагов 17 и 18.
Следовательно, при вращении вала 1j4 за счет выбора размеров звеньев цривода и взаимного положения этих Э|веньев на каретке 28 получаем тра- Яуемьй закон движения с выстаиванием
1А2А9306
вые 77 и 80), а именно,рабочий прямой ход, обратный ход и выстаивание, В этом случае, используя такие же зубчато-рычажные механизмы, как и в механизмах переноса и отрезки, регулировками, предусмотренными в системе механизмов, устанавливают одно положение выстаивания за счет перемещения кривощипов 62 и 63 при их движении по ветвям астроиды И и К, При зтом в механизме 51 вьп алкивателей тягп 64 работает при прямом ходе на растяжение, тогда как во всех остальных ме-. ханизмах тяги 26, 45, 65 работают при прямом рабочем ходе на сжатие. Во всех попарно сблокированных исполнительных механизмах шестерни смонтированы на ося-х и кривошипах попарно. При этом в каждом блоке, например, механизмов переноса 12 и отрезки 13 сдвоенные шестерни находятся в зацеплении одна, например, 20 нпк 43 соответственно с боковым
20
к}аретки 28 в крайних переднем и зад- 25 зубчатым сектором 22 или 24, а другие
ней положениях (кривая 79). Кроме того, в связи с тем, что пальцы 38 рас положены на кривошипах 35, то при перемещении каретки 28 относительно
шестерни 20 и 43 - с общим центральным зубчатым сектором 33. Поскольку зубчатые секторы 22-24 установлены на станине 1 через радиально-клиновые
35
40
рейки 31, жестко закрепленной на ста-JQ прокладки 25, то их смещением можно кине 1, происходит обкатывание щес- терен 32 по рейке 31. При этом с началом движения пальцев 38 с гайками происходит отвод их от матричного блока 36, поворот на 180 и подвод к другой позиции матричного блока 36, I Правильное взаимодействие главно- г)о исполнительного механизма-ползуна 8 и механизма переноса - каретки 28 lie гцгклограмме обеспечивается смеще- йием кривошипа 15 относительно криво- п|ипа главного вала 6.
Как видно из циклограммы, период работы механизма отрезки - ползуна - Ножа 47 незначительно отличается от периодов работы механизма переноса. I aKoe смещение периодов работы одного механизма относительно периодов работы дрзггого может бьггь достигнуто смещением, например, кривошипа 39 от- л йосительно кривошипа 15 на валу 14 И регулировкой длин рычагов шарнирного четьфехзвенника Условно механизм регулировки показан на рычагах 16, 17, 54, 57 и кривошипах 15, 39, 52, 53о
Особенностью работы механизмов подачи 50 и выталкивателей 51 является наличие трех периодов их работы (кри45
выбрать зазоры в зубчатом .зацеплении и обеспечить высокую точность позиционирования, исполнительных органов 28, 47, сблокированных механизмов 12 и 13, а также и всех других испол нительных механизмов. При этом за счет соединения шестерен в блоки с помощью осей и кривошипов блоки шестерен обладают высокой жесткостью и точностью положений.
Таким образом, в автомате для холодной объемной штамповки гаек каретка механизма переноса перемещается в одной плоскости, а исполнительные механизмы выполнены по единой схеме, что позволяет повысить позиции автомата и сокращает число изготавливаемых при производстве автомата деталей. Требующиеся для различных испол 1штельных механизмов детали взаимозаменяемы, следовательно, их производство может быть организовано как серийное и крупносерийное. Эт позволяет резко сократить затраты на изготовление механизмов и автомата .в целом. При этом исполнительные механизмы обеспечивают требуемое взаимодействие по циклу, а за счет кине матических характеристик снижают ине
зубчатым сектором 22 или 24, а другие
шестерни 20 и 43 - с общим центральным зубчатым сектором 33. Поскольку зубчатые секторы 22-24 установлены на станине 1 через радиально-клиновые
5
0
Q прокладки 25, то их смещением можно
л
5
выбрать зазоры в зубчатом .зацеплении и обеспечить высокую точность позиционирования, исполнительных органов 28, 47, сблокированных механизмов 12 и 13, а также и всех других испол-. нительных механизмов. При этом за счет соединения шестерен в блоки с помощью осей и кривошипов блоки шестерен обладают высокой жесткостью и точностью положений.
Таким образом, в автомате для холодной объемной штамповки гаек каретка механизма переноса перемещается в одной плоскости, а исполнительные механизмы выполнены по единой схеме, что позволяет повысить позиции автомата и сокращает число изготавливаемых при производстве автомата деталей. Требующиеся для различных испол 1штельных механизмов детали взаимозаменяемы, следовательно, их производство может быть организовано как серийное и крупносерийное. Это позволяет резко сократить затраты на изготовление механизмов и автомата .в целом. При этом исполнительные механизмы обеспечивают требуемое взаимодействие по циклу, а за счет кинематических характеристик снижают инерционные нагрузки в элементах автомата и повышают точность позиционирования , так как в их приводе использованы замкнутые кинематические пары, которые в отличие от кулачковьк приводов повышают плавность работы и исключают ударные нагрузки.
Формула изобретения
закрепленных на станине и тяги с ис-зо носа заготовок с одной позиции пггамполнительным органом, связанной с шестернями, причем радиус кривошипа расположен на начальной окружности каждой из шестерен и в три раза меньше длины рычага, а длина тяги равна Традиусу траектории кривошипа, центр
,Х1 Х X, , , .
г,
Физ.1
49308
которой расположен на оси соединения тяги с исполнительным органом, при этом исполнительные механизмы объединены попарно в блоки с общим для каждого механизма зубчатым сектором, а одна из шестерен каждого попарно объединенного в блок механизма смонтирована с возможностью зацепления с общим зубчатым сектором блока.
2о Автомат по п. 1, отличающийся тем, что зубчатые секторы снабжены средствами регулировки положения, выполненными в виде клиновых прокладок.
10
15
2Q этом рычаги или тяги выполнены вильчатыми .
4 о Автомат по пп. 1-3, отличающийся тем, что исполнительный орган механизма подачи мате-
25 риала соединен с тягой посредством пальца, ось которого смещена относительно центральной оси механизма.
повки на другую выполнен в виде каретки с захватами, связанными шестернями с рейкой, закрепленной на станине, при этом захваты смонтированы на эксцентричных относительно оси шестерен пальцах.
«
28
i
||
3S7 1
1424930
ВидА
зг
29
Ю
1А
HD
40
аТ
аь
Тп
iPiH
Фиг, 2
Б В 22
/5
tf
4
5
иг
Фиг. в
63
та 67
fz
78 79
7S
А
77
V b
Фиг. 9
| Навроцкий Г.Л | |||
| Кузнечно-штампо- вочные автоматы | |||
| - М.: Машиностроение, | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
