(5) МНОГОПОЗИЦИОННЫЙ ГАПКОВЫСАДОЧНЫЙ АВТОМАТ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат многопозиционный для горячей объемной штамповки комплектных заготовок | 1982 |
|
SU1098648A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| МЕХАНИЗМ ПЕРЕНОСА МНОГОПОЗИЦИОННЫХ ХОЛОДНОВЫСАДОЧНЫХ АВТОМАТОВ | 1973 |
|
SU366912A1 |
| Устройство для клепки | 1985 |
|
SU1297980A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Пресс для обжатия гаек | 1974 |
|
SU550296A1 |
| Автомат для штамповки из заготовок стержневых деталей | 1980 |
|
SU1053942A1 |
Изобретение относится к кузнечнопрессовому оборудованию и может быть использовано для изготовления гаек.
Известен многопоэнционный автомат для высадки гаек, содержащий механизмы подачи материала и резки -его на мерные заготовки, приводные клещи для переноса заготовок к позициям высадки, а такие механизм высадки Cl .
Известен многопозиционный автомат для высадки гаек, содержащий размё щенные на станине матричный блок, главный приводной вал и связанный с ним ползун с пуансонами, устаное:ленными соосно матрицам, а также переноса в виде подвижной вдоль матричного блока каретки с приводными захватами и лоток для удаления готовых гаек из зоны высадки 2.
Однако этот автомат при поломке прошивного пуансона или пуансона, образующего шестигранник, будет продолжать работать и выпускать брако- ванае тайки.
Целью изобретения является предотвращение выпуска бракрваных гаек при штамповке их на многопозиционных гайковысадочиых автоматах.
Поставленная цель достигается за счет того, что многопозиционный гайковысадочный автомат, содержащий размещенные на станине матричный блок,
10 главный приводной вал и связанный с ним ползун с пуансонами, установленными соосно матрицам, а также механизм переноса, выполненный в виде подвижной вдоль матричного блока ка ,
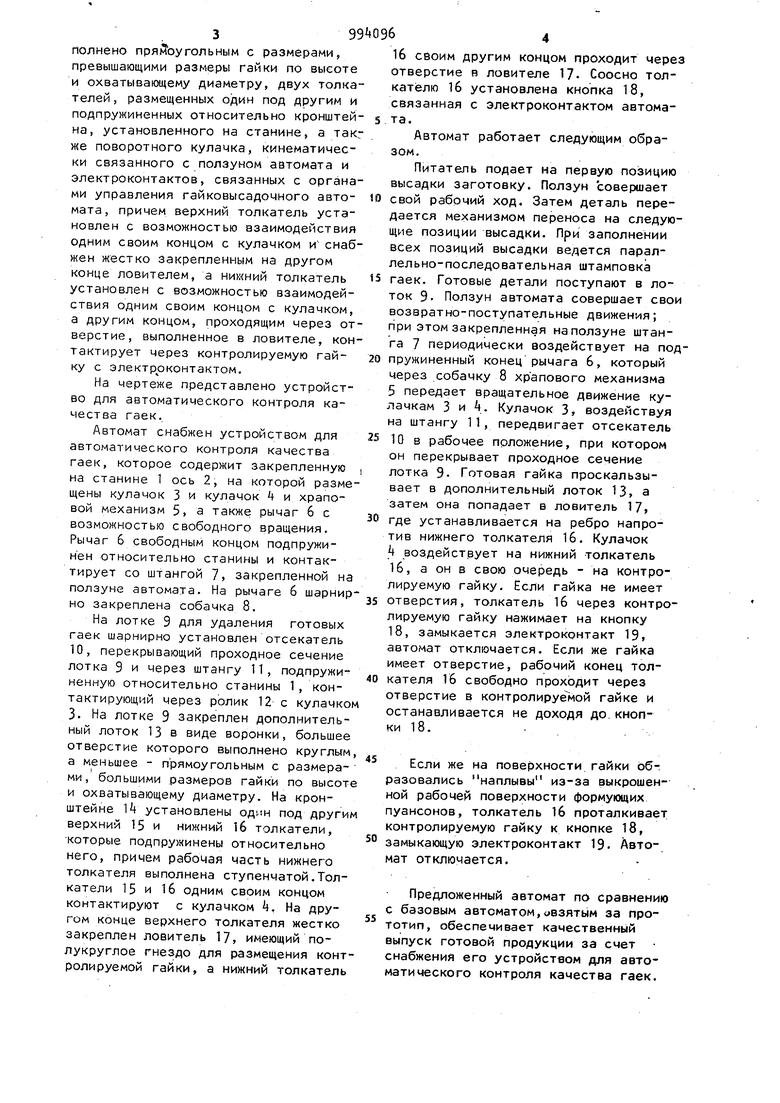
IS ргетки с приводными захватами и лоток для удаления готовых гаек из зоны высадки, снабжен устройством для автоматического контроля качества гаек, выполненным в виде отсекателя, щар-.
20 нирно установленного внутри лотка, дополнительного лотка в виде воронки, большее отверстие которой имеет круглое сечение,.а меньшее отверстие вы399полнено прямоугольным с размерами, превышающими размеры гайки по высоте толкаи охватывающему диаметру, двух телей , размещенных один под другим и подпружиненных относительно кронштейна, установленного на станине, а такг же поворотного кулачка, кинематически связанного с ползуном аатомата и электроконтактов, связанных с органами управления гайковысадочного автомата, причем верхний толкатель установлен с возможностью взаимодействия одним своим концом с кулачком и снабжен жестко закрепленным на другом конце ловителем, а нижний толкатель установлен с возможностью взаимодействия одним своим концом с кулачком, а другим концом, проходящим через от верстие, выполненное в ловителе, кон тактирует через контролируемую гайку с электррконтактом. На чертеже представлено устройство для автоматического контроля качества гаек. Автомат снабжен устройством для автоматического контроля качества гаек, которое содержит закрепленную на станине 1 ось 2, на которой разме щены кулачок 3 и кулачок i и храповой механизм 5, а также рычаг 6 с возможностью свободного вращения. Рычаг б свободным концом подпружинен относительно станины и контактирует со штангой 7, закрепленной на ползуне автомата. На рычаге б шарнир но закреплена собачка 8. На лотке 9 для удаления готовых гаек шарнирно установлен отсекатель 10, перекрывающий проходное сечение лотка 9 и через штангу 11, подпружиненную относительно станины 1, контактирующий через ролик 12 с кулачко 3. На лотке 9 закреплен дополнительный лоток 13 в виде воронки, большее отверстие которого выполнено круглым а меньшее - прямоугольным с размерами , большими размеров гайки по высот и охватывающему диаметру. На кронштейне It установлены один под други верхний 15 и нижний 16 толкатели, которые подпружинены относительно него, причем рабочая часть нижнего толкателя выполнена ступенчатой.Толкатели 15 и 1б одним своим концом контактируют с кулачком 4, На другом конце верхнего толкателя жестко закреплен ловитель 17 имеющий полукруглое гнездо для размещения конт ролируемой гайки, а нижний толкатель 4 16 своим другим концом проходит через отверстие в ловителе 17. Соосно толкателю 16 установлена кнопка 18, связанная с электроконтактом автомаАвтомат работает следующим образом. Питатель подает на первую по;зицию высадки заготовку. Ползун совершает свой рабочий ход. Затем деталь передается механизмом переноса на следующие позиции высадки. При заполнении всех позиций высадки ведется параллельно-последовательная штамповка гаек. Готовые детали поступают в лоток 9. Ползун автомата совершает свои возвратно-поступательные движения; Нри этом закрепленная на ползуне штанга 7 периодически воздействует на подпружиненный конец рычага 6, который через собачку 8 храпового механизма 5 передает вращательное движение кулачкам 3 и 4. Кулачок 3, воздействуя на штангу 11, передвигает отсекатель 10 В рабочее положение, при котором он перекрывает проходное сечение лотка 9. Готовая гайка проскальзывает в дополнительный лоток 13, а затем она попадает в ловитель 17 где устанавливается на ребро напротив нижнего толкателя 16. Кулачок 4 воздействует на нижний толкатель 16, а он в свою очередь - на контролируемую гайку. Если гайка не имеет отверстия, толкатель 1б через контролируемую гайку нажимает на кнопку 18, замыкается электроконтакт 19f автомат отключается. Если же гайка имеет отверстие, рабочий конец толкателя 16 свободно проходит через отверстие в контролируемой гайке и останавливается не доходя до.кнопки 18. Если же на поверхности гайки об-, разовались наплывы из-за выкрошенной рабочей поверхности формующих пуансонов, толкатель 1б проталкивает контролируемую гайку к кнопке 18, замыкающую электроконтакт 19- Автомат отключается. Предложенный автомат по сравнению с базовым автоматом,ивзятым за прототип, обеспечивает качественный выпуск готовой продукции за счет снабжения его устройством для автоматического контроля качества гаек. формула изобретения 1. Многопозиционный гайковысадоч ный автомат, содержащий размещенные на станине матричный блок, главный приводной вал и связанный с ним ползун с пуансонами, установленными соосио матрицам, а также механизм переноса, выполненный в виде подвижной вдоль матричного блока каретки с приводными захватами, и лоток для удаления готовых гаек из зоны высадKkf, отличающийся тем, что, с целью предотвращения выпуска бракованных гаек, он снабжен устройством для автоматического контроля качества гаек, выполненным в виде отсекателя, шарнирно установленного внутри лотка, дополнительного лотка в виде воронки, большее отверстие которой имеет круглое сечение, а меньшее отверстие выподнено прямоугольным с размерами, превышающими размеры по высоте и охватыг (аающему диаметру, двух толкателей, размещенных один под другим и подпружиненных относительно кронштейна. s 6 установленного на станине, а также поворотного кулачка, кинематически связанного с ползуном автомата, и электроконтактов, связанных с органами управления гайковысадочного автомата, причем верхний толкатель. установлен с возможностью взаимодейтв тяодним концом с кулачком и снабжен чжест ко закрепленным на другом конце ловителем, а нижний толкатель установлен с возможностью взаимодействия одним концом с кулачком, а другим концом, проходящим, через отверстие в ловителе, контактирует через контролируемую гайку с электроконтактами. 2. Автомат по п.1, о т л мча ющ и и с я тем, что нижний толкатель выполнен ступенчатым. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР If , кл. В 21 J 5/08, 19772.Авторское свидетельство СССР № , кл. В 21 J 5/08, 1973 (прототип).
