Известны устройства для однопроходной автоматической сварки плоских полотнищ с обратным формированием шва, содержащие сварочный автомат и каретку с формирующим ползуном. Однако в известных устройствах необходима сборка полотнищ на гребеиках, которые в процессе сварки должны сбиваться, возможен отрыв гребенки, ведущий к нарушению сборочного зазора и образованию трещин в металле шва вследствие сварочных напряжений, необходима зачистка мест прихвата заподлицо и др.
В предлагаемом устройстве каретка с формирующим ползуном снабжена самостоятельным приводом перемещения, который электрически связан с приводом автомата, что обеспечивает синхронное перемещение ползуна и автомата.
Такое отличие устройства позволяет снизить трудоемкость процесса и улучшить качество формирования шва.
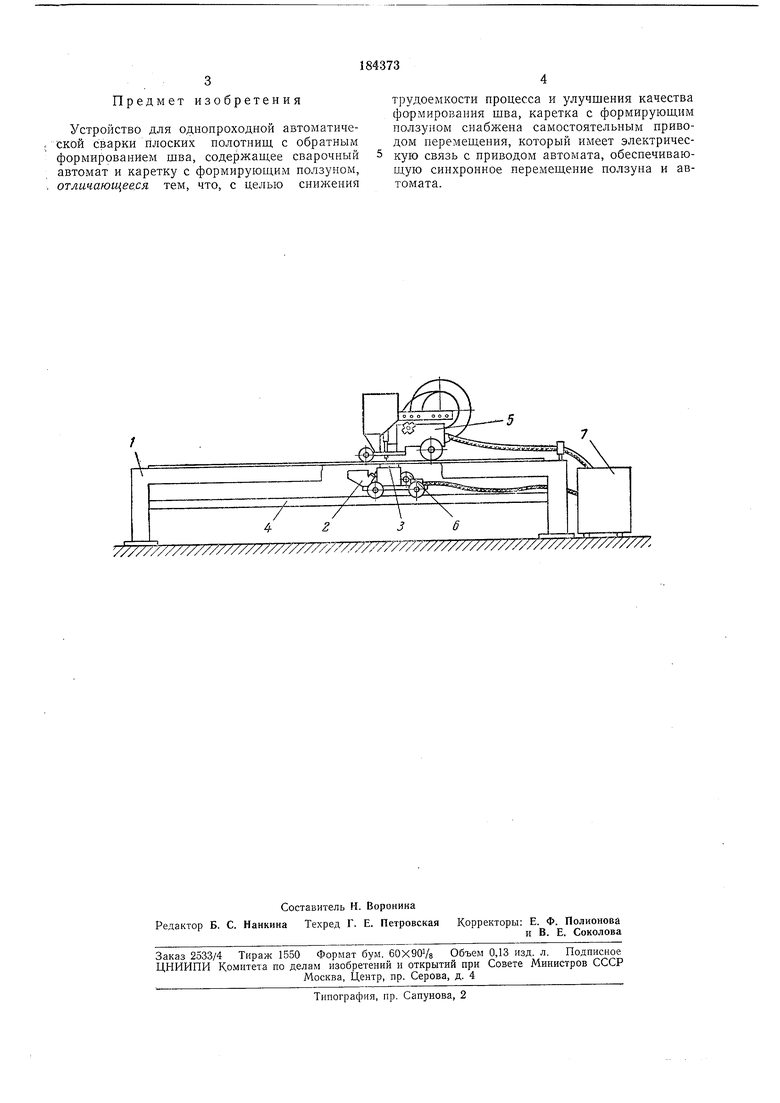
Предлагаемое устройство (см. чертеж) состоит из стенда-станины 1, каретки 2 с формирующим ползуном 3, иаправляюших 4 каретки, сварочного автомата 5, электродвигателя 6 с редуктором, шкафа управления 7. Каретка снабжена автономным электроприводом, связанным схемой синхронизации с электроприводом сварочного автомата 5, чем достигается необходимое положение формирующего ползун 3 относительно головки автомата 5 при различных скоростях сварки. Синхронное перемещение сварочного автомата и головки можно осуществить при помощи силовой следящей системы скоростного класса, пользуясь схемами, разработанными для подобных целей.
Например, можно применить схему для синхронизации двух независимых валов с использованием преобразователя продольно-поперечного поля и магнитного усилителя, что позволяет с достаточной точностью осуществить синхронизацию в большом диапазоне скоростей. Каретка должна быть снабжена достаточно мощным электроприводом, обеспечивающим плавное перемещение ее с учетом возникающих сопротивлений от трения формирующего ползуна со свариваемыми листами. Плавное перемещение каретки 2, а следовательно, и ползуна 3 обеспечивает качественное формирование обратного шва.
В ползуне предусмотрен канал, в который с помощью шнека подается флюс. Для привода шнека используется электропривод перемещения каретки. Принудительная подача флюса в канал формирующего ползуна обеспечивает флюсовую подкладку, которая в случае нулевого зазора между свариваемыми листами устраняет «примерзание ползуна к изделию.
Предмет изобретения
Устройство для однопроходной автоматической сварки плоских полотнищ с обратным формированием шва, содержащее сварочный автомат и каретку с формирующим ползуном, отличающееся тем, что, с целью снижения
трудоемкости процесса и улучшения качества формирования щва, каретка с формирующим ползуном снабжена самостоятельным приводом перемещения, который имеет электрическую связь с приводом автомата, обеспечивающую синхронное перемещение ползуна и автомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической однопроходной сварки плоских полотнищ | 1979 |
|
SU863225A1 |
| Устройство для формирования обратной стороны сварного шва | 1984 |
|
SU1136919A1 |
| Способ односторонней автоматической сварки под флюсом | 1990 |
|
SU1787086A3 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Устройство для автоматической однопроходной сварки тавровых соединений | 1983 |
|
SU1123820A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
| Ползун для формирования металла шва при электрошлаковой сварке | 1976 |
|
SU602333A1 |