(54) ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086374C1 |
| Устройство для контактной точечной сварки | 1987 |
|
SU1447651A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042485C1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| Устройство для контактной точечной микросварки | 1989 |
|
SU1691005A1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| КОНДЕНСАТОРНАЯ МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU197795A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Устройство для управления процессом точечной сварки | 1951 |
|
SU95075A2 |
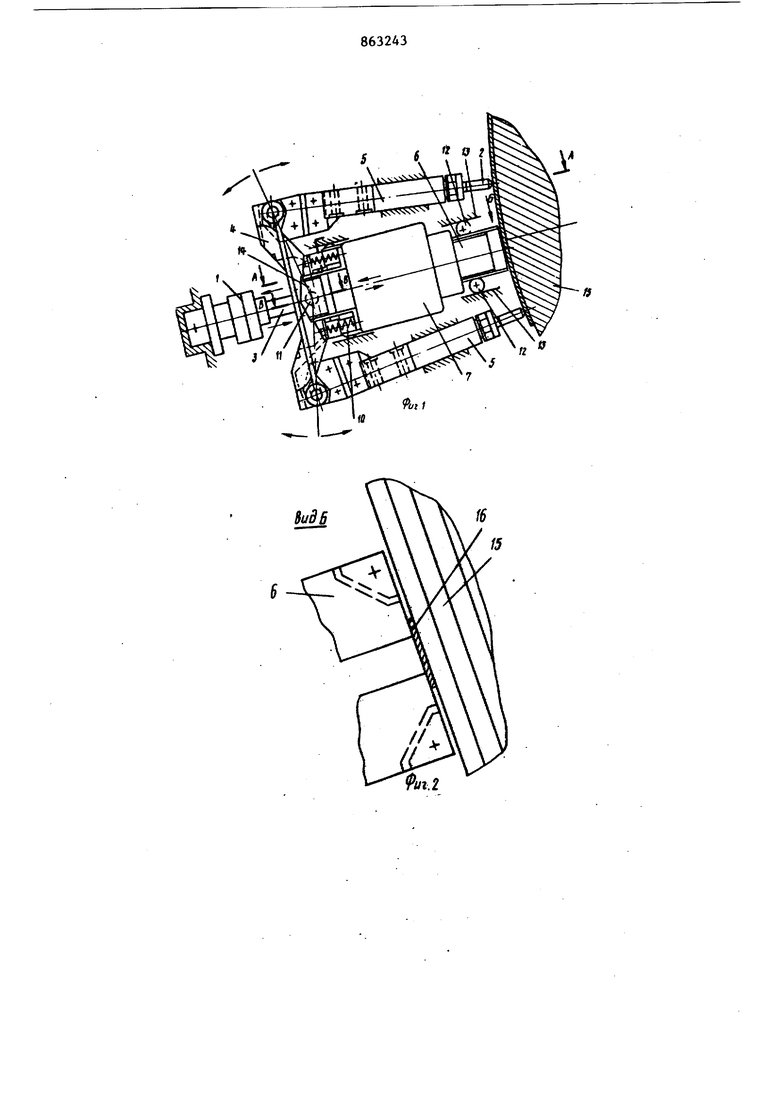
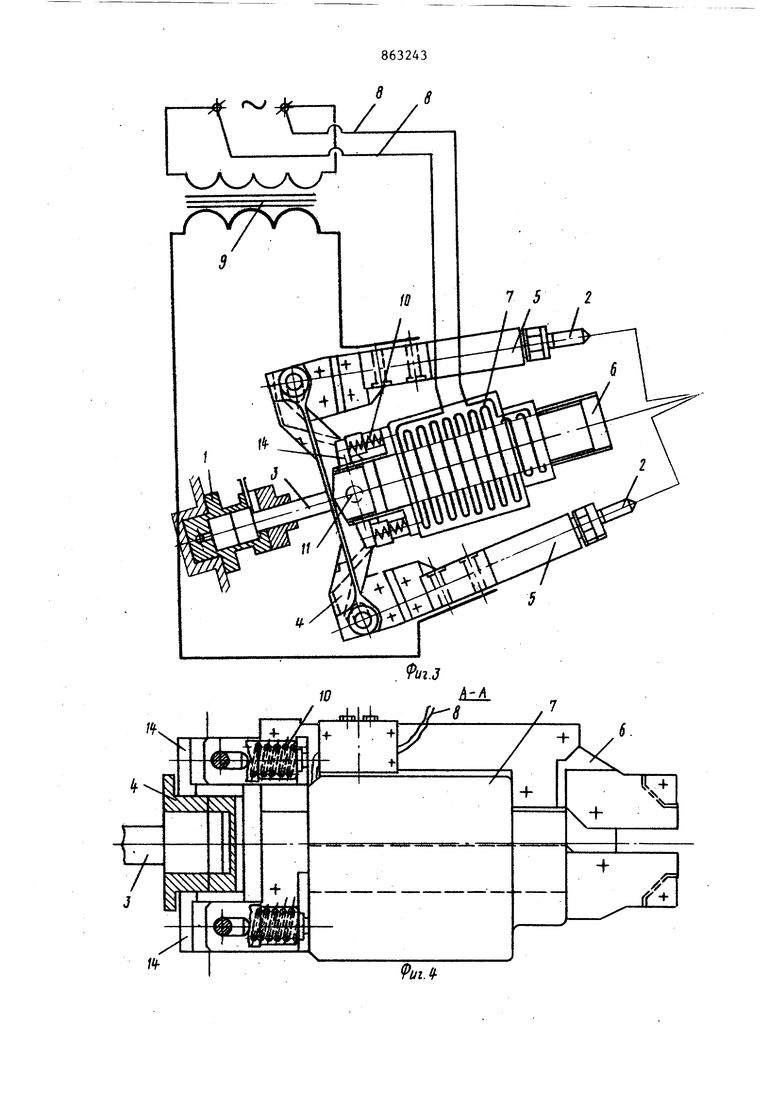
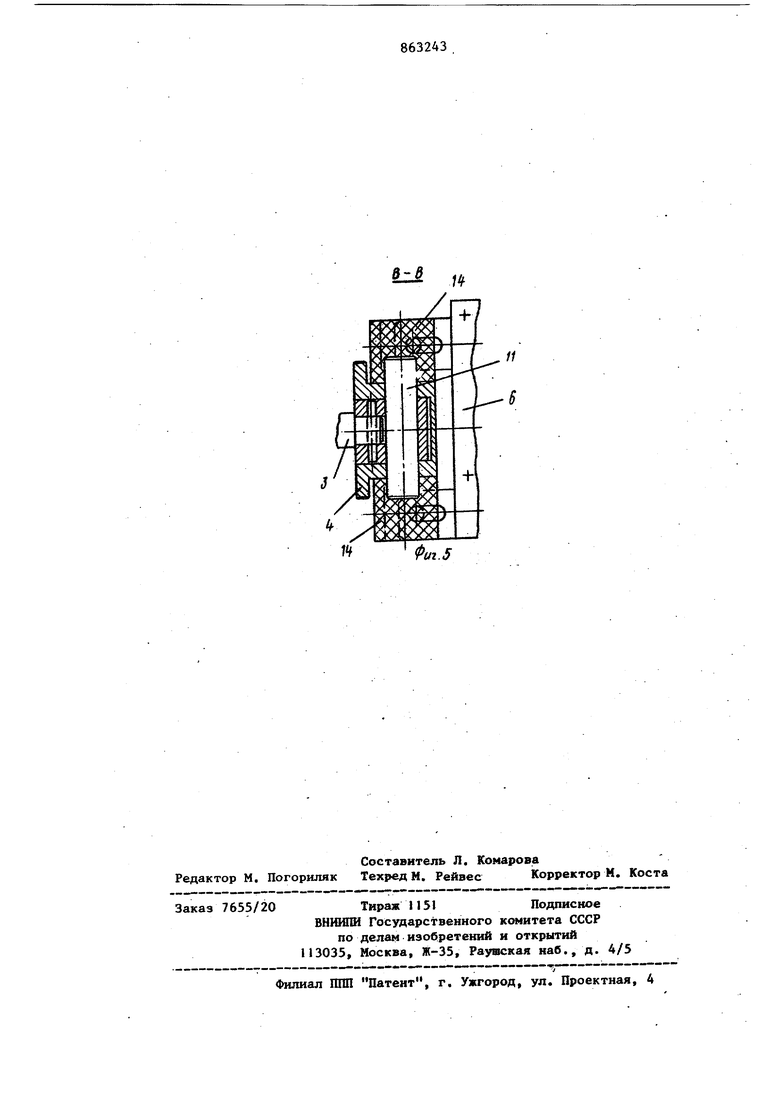
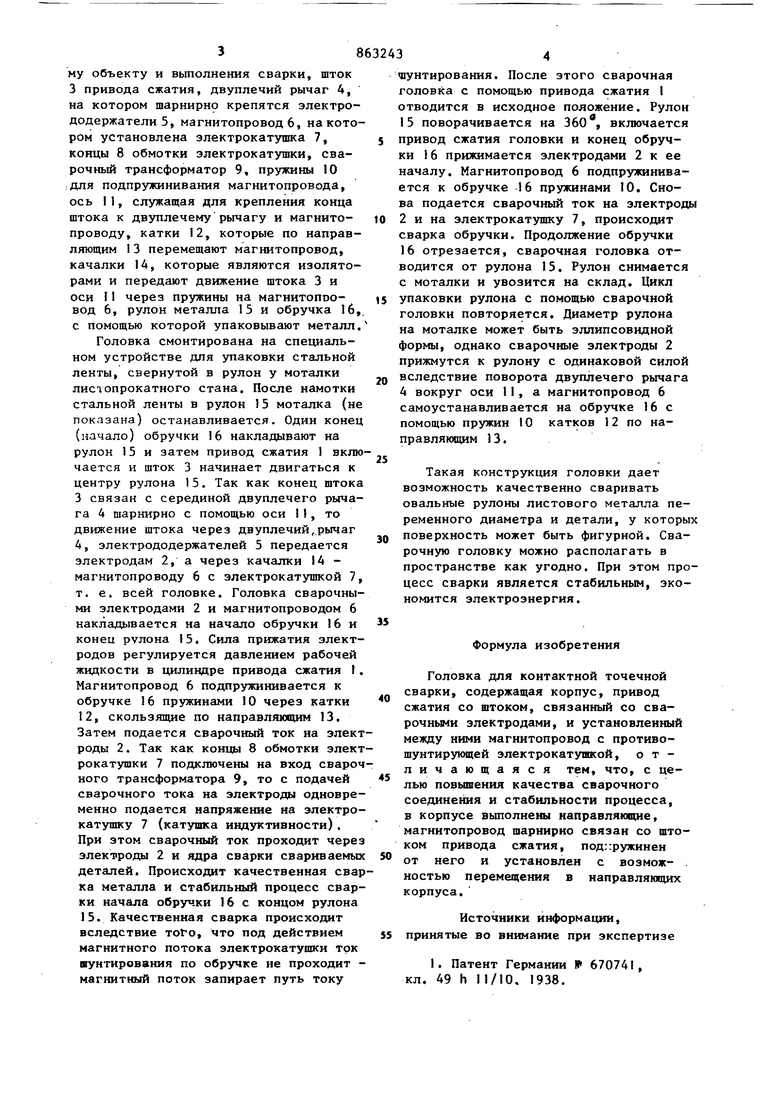
Изобретение относится к сварке и может быть использовано при контактной сварке тонких листов металла и деталей в металлургической и машинострои ельной отраслях. Известна головка для контактной точечной сварки, содержащая корпус, привод сжатия со штоком, связанным со сварочными электродами, и установленный мелсду ними магнитопровод с про тивошунтирующей электрокатушкой. Нали чие магнитопровода с противошунтирующей электрокатушкой снижает потери электроэнергии в виде тока шунтирования 11. Недостатком такого решения является невозможность регулирования положения электрокатушки при изменении длины электродов от их износа и изменении формы свариваемых деталей, что отрица тельно сказывается на качестве сварного соединения и снижает стабильност процесса сварки. Цель изобретения - повьпвение качества сварного соединения и стабильности процесса. Поставленная цель достигается тем, что в корпусе выполнены направлякщие магнитопровод шарнирио связан со штоком привода сжатия, подпружинен от него и установлен с возможностью перемещения в направляющих корпуса. На фиг. t показана головка для контактной точечной сварки, общий вид; на фиг. 2 - магнитопровод, прижат к обручке (обвязочной ленте), которая охватывает рулон металла, вид Б на фиг. Г; на фиг, 3 - схема подключения противршунтирукедей электрокатушки; на фиг. 4 - головка, сечение А-А на фиг. I; на фиг. 5 - то же, сечение В-В на г. I. Головка для контактной точечной сварки содержит привод сжатия 1, представляиаций собой гидравлический цилиидр, электроды 2, служащие для подведеиия электротока к свариваемо- . му объекту и вьтолнения сварки, шток 3 привода сжатия, двуплечий рычаг 4, на котором шарнирнр крепятся электрододержатели 5, магнитопровод 6, некотором установлена электрокатушка 7, концы 8 обмотки электрокатушки, сварочный трансформатор 9, пружины 10 для подпружинивания магнитопровода, ось II, служащая для крепления конца штока к двуплечему рычагу и магнитопроводу, катки 12, которые по направляющим 13 перемещают магнитопровод, качалки 14, которые являются изоляторами и передают движение штока 3 и оси П через пружины на магнитопоовод 6, рулон металла 15 и обручка 16,. с помощью которой упаковывают металл. Головка смонтирована на специальном устройстве для упаковки стальной ленты, свернутой в рулон у моталки листопрокатного стана. После намотки стальной ленты в рулон 15 моталка (не показана) останавливается. Один конец (начало) обручки 16 накладывают на рулон 15 и затем привод сжатия 1 вклю чается и шток 3 начинает двигаться к центру рулона 15. Так как конец штока 3 связан с серединой двуплечего рычага 4 шарнирно с помощью оси 1, то движение штока через двуплечий,рычаг 4, электрододержателей 5 передается электродам 2, а через качалки 14 магнитопроводу 6 с электрокатушкой 7, т. е. всей головке. Головка сварочными электродами 2 и магнитопроводом 6 накладывается на начало обручки 16 и конец рулона 15. Сила прижатия электродов регулируется давлением рабочей жидкости в цилиндре привода сжатия I. Магнитопровод 6 подпружинивается к обручке 16 пружинами 10 череэ катки 12, скользящие по направляющим 13. Затем подается сварочный ток на элект роды 2. Так как концы 8 обмотки элект рокатушки 7 подключены на вход свароч ного трансформатора 9, то с подачей сварочного тока на электроды одновременно подается напряжение на электрокатушку 7 (катушка индуктивности). При этом сварочный ток проходит через электроды 2 и ядра сварки свариваемых деталей. Происходит качественная свар ка металла и стабильный процесс сварки начала обручки 16 с концом рулона 15. Качественная сварка происходит вследствие того, что под действием магнитного потока электрокатушки ток шунтирования по обручке не проходит магнитный поток запирает путь току шунтирования. После этого сварочная сжатия 1 головка с помощью привода отводится в исходное положение. 15поворачивается на 360, включается привод сжатия головки и конец обручки 16 прижимается электродами 2 к ее началу. Магнитопровод 6 подпружинивается к обручке 16 пружинами 10. Снова подается сварочный ток на электроды 2 и на электрокатушку 7, происходит сварка обручки. Продолжение обручки 16отрезается, сварочная головка отводится от рулона 15. Рулон снимается с моталки и увозится на склад. Цикл упаковки рулона с помощью сварочной головки повторяется. Диаметр рулона на моталке может быть эллипсовидной формы, однако сварочные электроды 2 прижмутся к рулону с одинаковой силой вследствие поворота двуплечего рычага 4 вокруг оси 11, а магнитопровод 6 самоустанавливается на обручке 16 с помощью пружин 10 катков 12 по направляющим 13. Такая конструкция головки дает возможность качественно сваривать овальные рулоны листового металла переменного диаметра и детали, у которых поверхность может быть фигурной. Сварочную головку можно располагать в пространстве как угодно. При этом процесс сварки является стабильным, экономится электроэнергия. Формула изобретения Головка для контактной точечной сварки, содержащая корпус, привод сжатия со штоком, связанный со сваРОЧНЮ4И электродами, и установленный между ними магнитопровод с противошунтирукицей электрокатушкой, отличающаяся тем, что, с целью повышения качества сварочного соединения и стабильности процесса, в корпусе вьшолнены направляющие, магннтопровод шарнирно связан со штоком привода сжатия, под::ружинен от него и установлен с возмож- . ностью перемещения в направляющих корпуса. Источники информации, принятые во внимание при экспертизе 1. Патент Германии IP 670741, 49 h 11/10. 1938. кл
X
Ы5
Л
f6
15
1
