(54) ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку металлоконструкций | 1990 |
|
SU1738573A1 |
| Винто-рычажный прижим | 1978 |
|
SU740464A1 |
| Зажим универсально-сборочного приспособления | 1978 |
|
SU775948A1 |
| Способ сборки под сварку и сваркиНА уНиВЕРСАльНО-СбОРОчНОМ СВАРОчНОМпРиСпОСОблЕНии Об'ЕМНыХ KAPKACOB изэлЕМЕНТОВ пРОКАТНОгО пРОфиля | 1979 |
|
SU823048A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ | 2007 |
|
RU2358842C1 |
| Стойка универсально-сборочного приспособления для сборки под сварку | 1978 |
|
SU775949A1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ (ПРОКАТА) | 2001 |
|
RU2214893C2 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
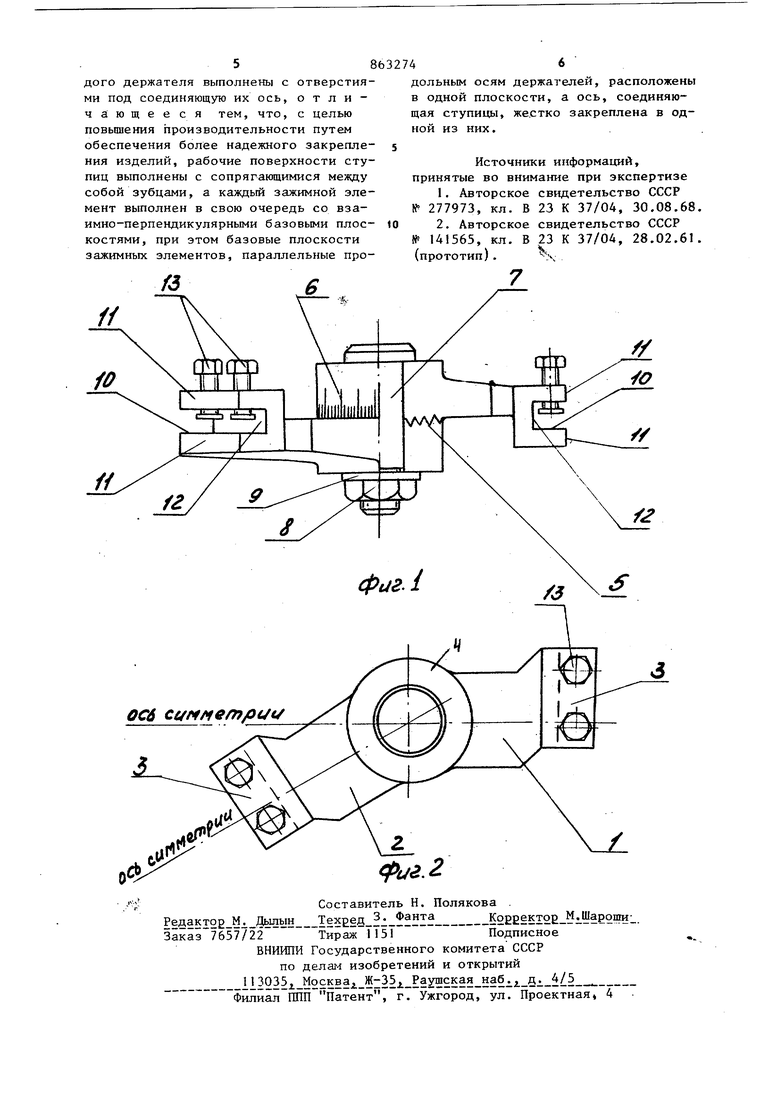
Изобретение относится к сварочной технике и может быть использовано во всех отраслях народного хозяйства при сборке под сварку под любьм углом как двух заготовок любого сечения, так и при сборке под сварку плоских и объемных каркасных конструкций из профил ного металла. Кроме того, приспособление может применяться для осуществления процесса моделирования конструкций, контрольных сборок и т.д. Известно приспособление для закрепления изделий, используемое в станке для фасонной обрезки торцов изделий, содержащее держатели со ступицами на одних концах и зажимами на других концах. Ступицы вьтолнены с отверстиями под соединяющую их ось, одна из ступиц снабжена лимбом J. Недостатком известного приспособления является ограниченность его при менения (приспособление не обеспечивает крепление изделий под острыми и тупыми углами). Наиболее близким по технической сущности JC предлагаемому является приспособление для сборки под свар) / изделий, содержащее два держателя с зажимными элементами на одних концах и ступицами на других, одна ступица снабжена лимбом, а ступицы каждого держателявыполнены с отверстиями под соединяющую их ось . данное приспособление не обеспечивает жесткой фиксации изделий под требуемым углом, даже если его удалось установить под этим углом. Цель изобретения - повьшение производительности путем обеспечения более надежного закрепления изделий. Указанная цель достигается тем, . .что в приспособлении для сборки под сварку изделий, содержащем два держателя с зажимными элементами на одних концах и ступицами на других, одна ступица снабжена лимбом, а ступицы каждого держателя выполнены с отверстиями под соединякядую их ось, рабочие поверхности ступиц выполнены с сопрягающимися меж,а;у собой зубцами а каждый зажимной элемент выполнен в свою очередь со взаимно-перпендикулярными базовыми плоскостями, при этом базовые плоскости зажимных элементов, параллельные продольным осям держателей, расположены в одной плоскости, а ось, соединякхцая ступицы, жестко закреплена в одной из них. На фиг. I изображено приспособление для сборки под сварку, общий вид на фиг. 2 - то же, вид сверху. Приспособление для сборки под сва ку содержит держатели 1 и 2, одноименные внешние концы которых изогну ты под углом к осям их симметрии в противоположные друг от друга стороны. Такая форма держателей улучшает подход сварочного инструмента к месту стыковки деталей при близком взаимном расположении держателей 1 и 2. Торцы изогнутых концов держателей I и 2 жестко соединены с зажимами 3, а противоположные концы держателей - со ступицами 4. В этом случае, когда требование к точности настройки угла между держателями I и 2 преобладает, например, над жесткос.тью соединения их между собой, на одном из сопрягающихся торцов ступицы 4 выполняют мелкие зубцы 5 с притупленными вершинами, а торец второй ступицы выполняют гладким. В случае, когда необходимо обеспечить особое жесткое соединение держателей 1 и 2 между собой, на обоих сопрягающихся торцах ступиц 4 выполняют мелкие зуб цы 5. Ступица 4 держателя I снабжена лимбом 6. Ось 7 неподвижно соединена со ступицей 4 держателя 1 и подвижно - со ступицей 4 держателя 2. На резьбовом конце оси 7 установлены гайка 8 и шайба 9. Зажимы 3 представ ляют собой призмы П-образного сечения, внутри которых выполнены горизонтальные базовые поверхности 10, л жащие в одной плоскости и перпендикулярные вертикальной внешней базово поверхности 1I и вертикальной внутренней базовой поверхности 12. В ние полки зажимов ввернуты зажимные винты 13. На каждом зажиме 3 может быть установлено по одному зажимному винту или более одного. Приспособление работает следующим образом. 4 Отвернув гайку 8 на несколько винтов резьбы вокруг оси 7, выводят из зацепления радиальные зубцы 5 на сопрягающихся торцах ступицы 4 и путем поворота держателя 2 вокруг оси 5 устанавливают необходимый угол между держателями 1 и 2. Радиальные зубцы при этом вводят в зацепление и с помощью гайки 8 и шайбы 9 с достаточным для нормальной работы приспособления усилием стягивают держатели 1 и 2 между собой. Зубцы 5 надежно предохраняют держатели 1 и 2 от проворота друг относительно друга, а за счет мелкого шага между зубцами 5 И ориентации их при изготовлении относительно лимба 6 обеспечивается точная настройка приспособления на требуемый угол - острый, прямой или тупой в пределах 0-180°. Практически диапазон этот несколько меньше, так как крайние и близкие к ним значения углов не находят применения. Заготовки, подвергаемые сварке, вставляют в зажимы 3 таким образом, чтобы их базовые поверхности плотно прилегали к горизонтальным базовым поверхностям 10 зажимов 3 и, в зависимости от формы заготовок, к одной из вертикальных базовых поверхностей 11 или 12. Концы заготовок, подготовленные под сварку, сводятся до соприкосновения в районе биссектрисы установленного угла, Затем заготовки прижимаются поочередно зажимными винтами 13, после чего приступают к их сварке. Предлагаемое приспособление по сравнению с известными обеспечипает более точное и надежное закрепление свариваемых деталей не только под острыми и прямыми углами, но и под тупыми. Оно проще и надежнее в работе, обладает .более высокой долговечностью и весьма ремонтоспособно, в меньщей боится загрязнений. Одновременное использование нескольких приспособлений обеспечивает сборку целых каркасных узлов из профильного металла, например из уголков, швеллера, шавра, двутавра и др. Формула изобретения Приспособление для сборки под сварку изделий, содержащее два держателя с зажимными элементами на одних концах и ступицами на других, одна ступица снабжена лимбом, а ступицы каж
