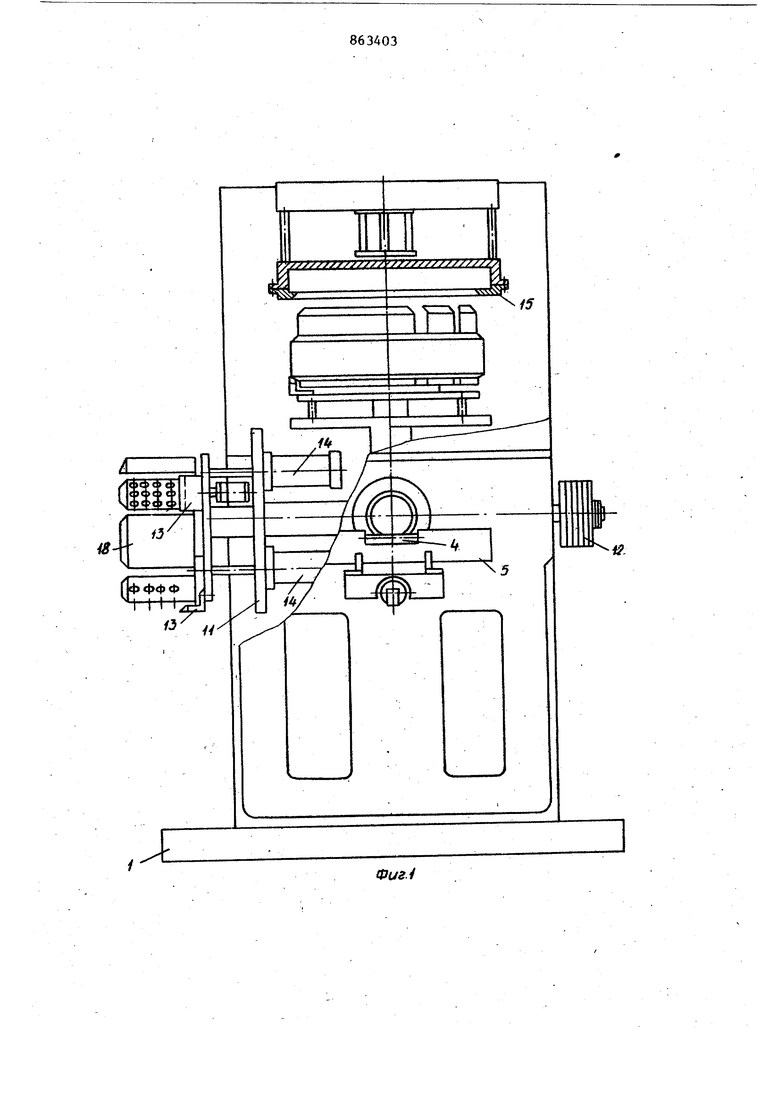
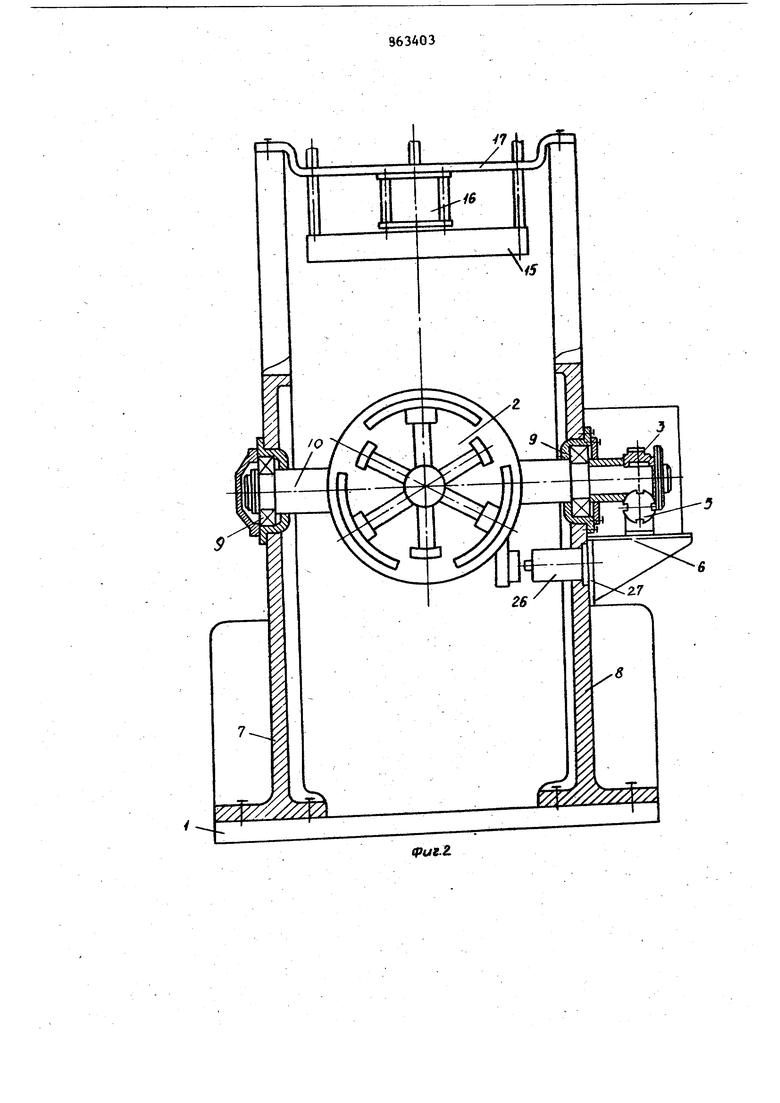
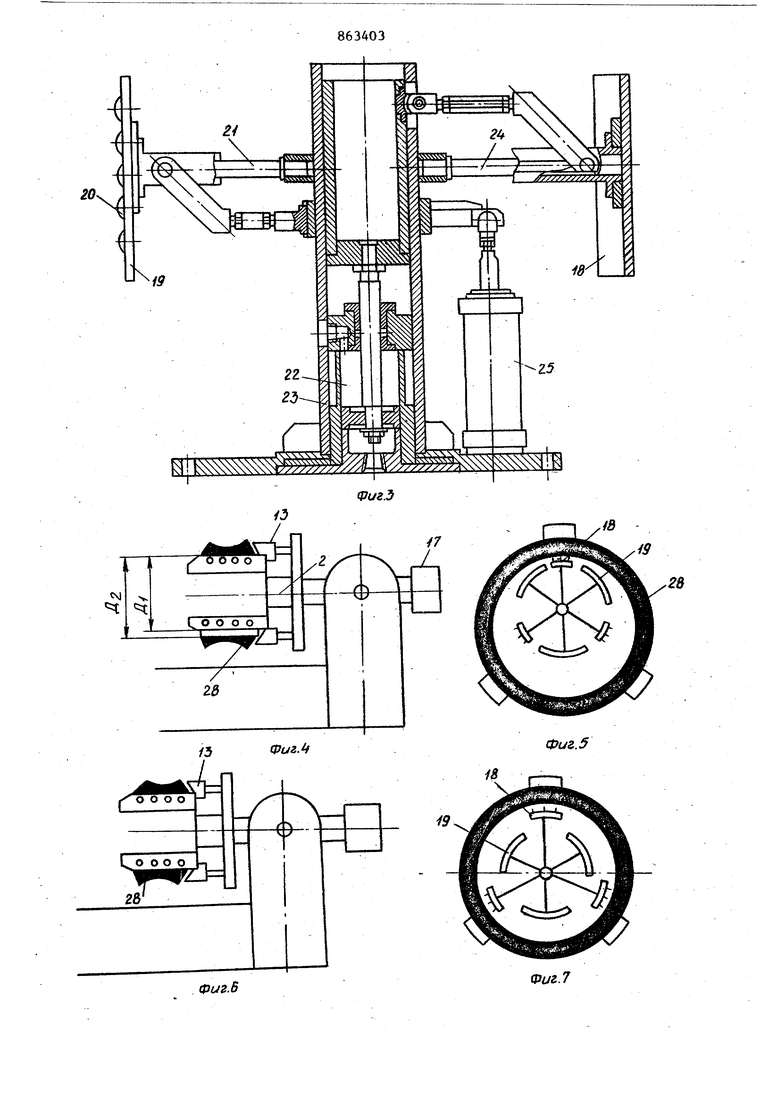
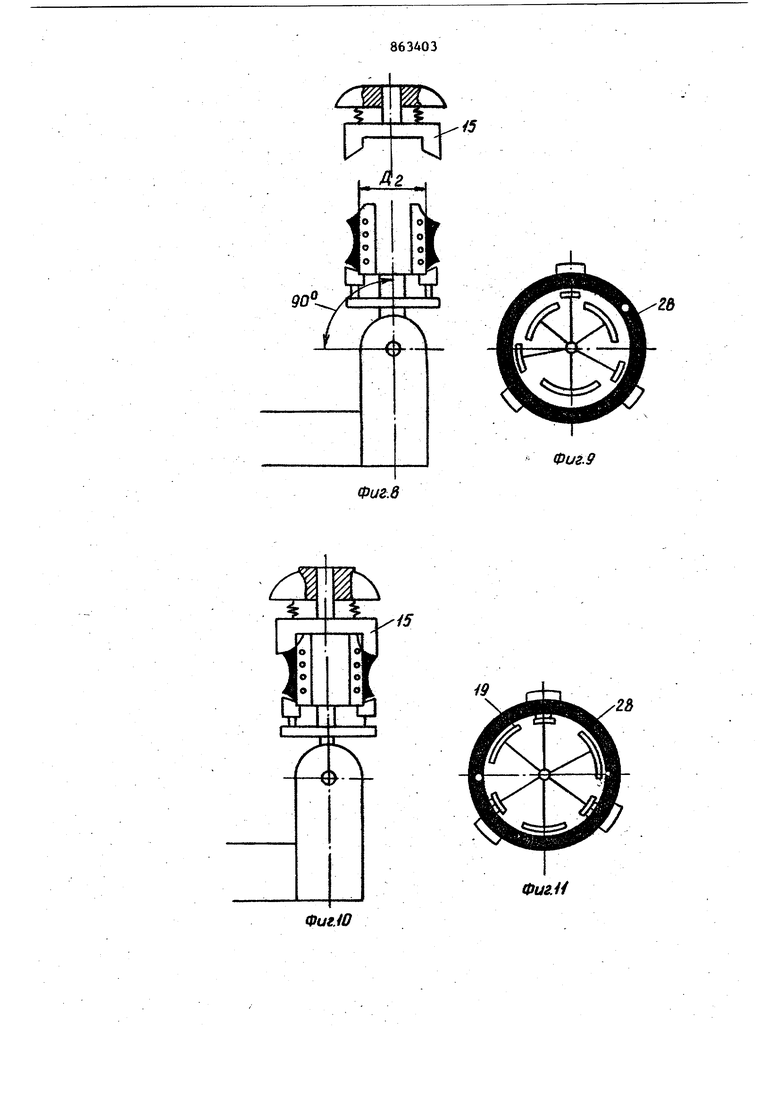
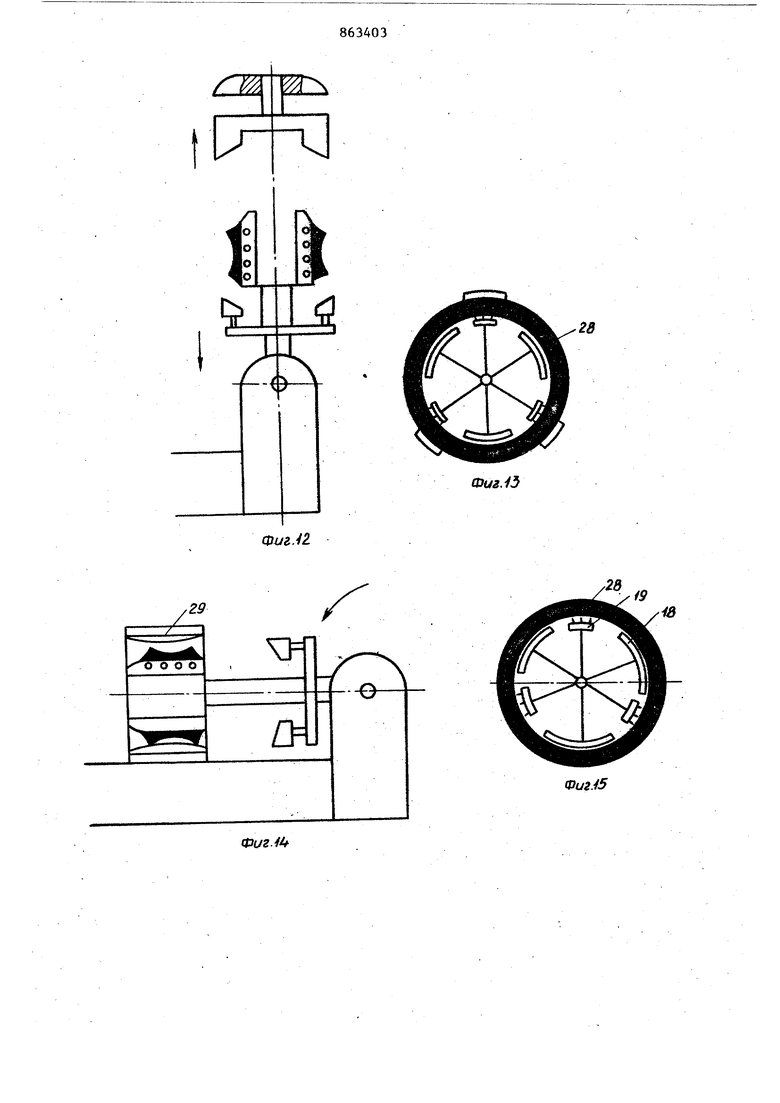
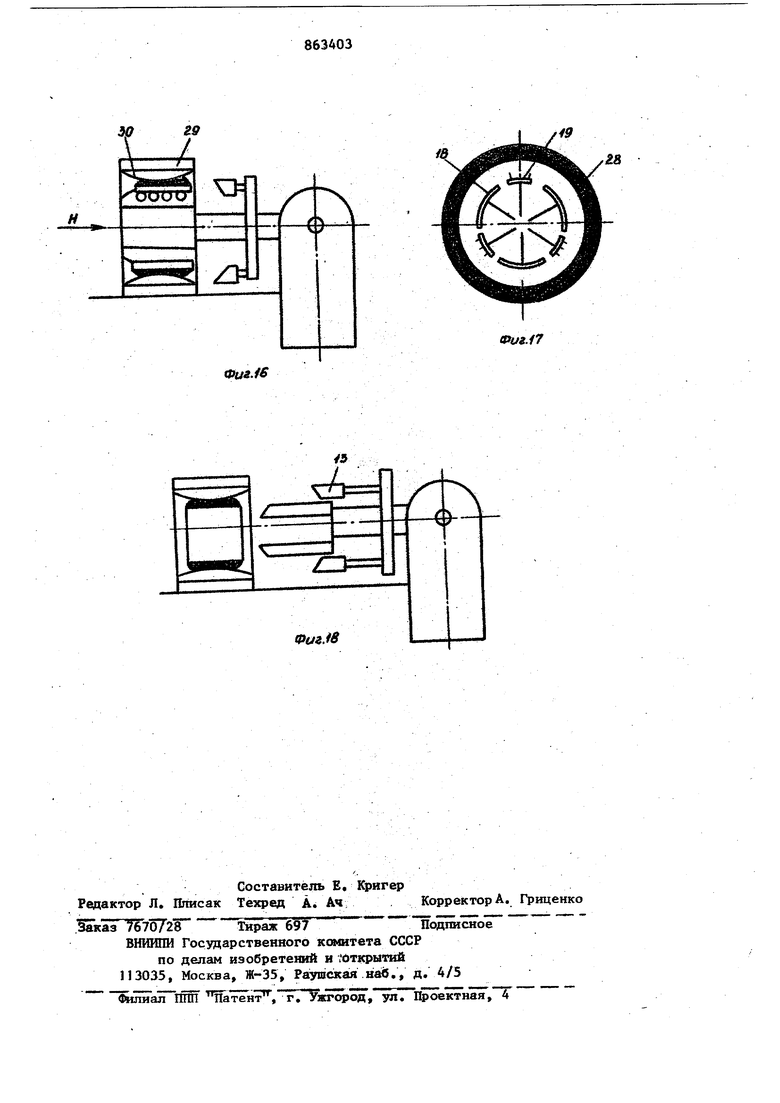
3 основании аксиально подвижными упораМИ с приводом их перемещения и поджимной чашей с приводом ее осевого перемещения, установленной на основании перпендикулярно к приемному патрону. Разжимная оправка образована двум группами основных секторов и вспомогателыых секторов, снабженных установленньпда на их наружной поверхности шаровыми опорами. На 4мг.1 изображено предлагаемое устройство, общий ВИД} на фиг,2 то же, вид сбоку; на фиг,3 - приемный naTpOHj на фиг,4-18 - различные положения устройства при его работе. Устройство содержит смонтированные на основании 1 поворотный приемный патрон 2 в виде разжимной оправки с приводом ее разжима и привод для поворота приемного патрона 2 в виде шестерни 3, находящейся в зацеп лении с зубчатой рейкой 4, соединенной с гидроцнпиндром 5, установленным на площадке 6. Устройство снабже но смонтированными на основании 1 стойками 7 и 8. На стойках на подшип никах 9 качения на валу 10 установлен ротор 1, на котором смонтирован с одной стороны приемный патрон 2, ас другой -- противовес 12, Устройст во также снабжено смонтировани 1ми на основании 1 аксиально подвижными упорами 13 с приводом 14 их перемеще ния в виде пневмоцилиндров и поджимной чашей 15 с приводом 16 ее осевого перемещения, установленной на опо ре 17, закрепленной на верхних торца стоек 7 и 8, Чаша 15 установлена пер пендикулярно к приемному патрону 2, Разжимная оправка образована двум группами основных секторов 18 с глад кой наружной поверхностью и вспомога тельных секторов 19, снабженных уста новленными на их наружной поверхиос,ти шаровыми опорами 20, Радиальное перемещение вспомогательных секторов 19 осуществляется по колонкам 21 пневмоцилиндром 22, встроенным в гильзу 23, Радиальное перемещение по направляющим колонкам 24 основных секто- ров 18 осуществляется пневмоциливдром 25, . Фиксация ротора 11 в крайних положениях приемного патрона 2 осуществля ется пневмоцилиндром 26, установленным на площадке 27, закрепленной на стойке 8, На стойке 8 установлена и площадка 6, 3 Устройство работает следукшщм об- разом, В исходном положении сектора 18 и 19 сжаты до диаметра Dxj (фиг,4 и 5 упоры 13 выдвинуты в левое рабочее положение в направлении к приемному патрону 2, находящемуся в сложенном положении. Затем брекерно-протекторный браслет 28 предварительно фиксируют по внутренней поверхности (фиг.6 и 7) вспомогательными секторами 19 таким образом, чтобы браслет легко перемещался по шаровым опорам 20 вдоль оси приемного патрона 2 в направлении упоров 13, Вручную или меканизированньп путем брекерно-протекторный браслет 28 загружается на сжатые сектора 18 и 19 (фиг,6 н 7) после чего производится рас(|мксация ротора 11 пневмоцилиндром 26 и гидроциливдром 5 через зубчатую рейку 4 и шестерню 3 осуществляется поворот приемного патрона 2 из горизонтального положения в вертикальное на угол и пневмоцилиндром 26 производится фиксация ротора 11 (фиг,8 и 9), При этом брекерно-протекторный браслет 28 п.од собственным весом опускается до упоров 13, По сигналу соответствующего датчика (не показан) приводом 16 поДжимная чаша 15 перемещается сверху вниз, заходит на приемный патрон 2 и поджимает брекерно-протекторный браслет 28 до упоров 13 (фиг,10 и 11), По сигналу датчиков (не показаны), встроенных в упоры 13,-срабатывает пневмоцилиндр 25, перемещая основные секторы 18 в радиальном направлении до соприкосновения с внутренней поверхностью брекерно-протекторного браслета 28 и тем самым окончательно фиксируя его по диаметру Brt- По сигналу соответствующего датчика от зафиксированного брекерно-протекторного браслета 28 поджимная чаша 15 приводом 16 отводится в верхнее исходное положение (фиг, 2 и 13), упоры 13 приводом 14 отводятся вертикально вниз, пневмоцилиндром 26 производится расфиксация ротора 11 и гидроцилиндра 5 через зубчатую рейку 4 и шестерню 3 производится поворот ротора 11 с га ставленным по упорам 13 брекернопротектррным браслетом 28 на патроне 2 из вертикального положения в горизонтальное (г,14 и 15), В этом положении пневмоцилиццром 26 ПРОИЗВОДИТСЯ фиксация ротора, ем самым устройство подготовлено к пере даче брекерно-протекторного браслета 28на сборочный барабан линии сборки или на сборочный станок. ПереносчиЛ 29линии сборки заходит на брекернопротекторный браслет 28 (фиг.16 и 17 и своей с болочкой 30 фиксирует браслет 28 по его наружной поверхности. По сигналу пневмоциливдрами 22 и 25 вспомогательные и основные секторы 19 и 18 отводятся от внутренней поверхности брекерно-протекторного браслета 28. После этого переносчик 29 с зафиксированным оболочкой 30 браслетом 28 отходит от приемного патрона 2 (фиг.18), а упоры 13 приводом 14 перемещаются к приемному патрону 2, который чаким образом готов к приему и базированию очерёдного брекерно-протекторного браслета Устройство позволяет механизировать процесс сборки пневматических шин, увеличивает производительность труда, улучшает качество продукции. Формула изобретения I. Устройство для подачи брекерно протекторных браслетов к станку для сборки покрышек пневматических шин, содержащее смонтированные на основании поворотный приемный патрон в ви36де разжимной оиравки с приводом ее разжима и привод для поворота приемного патрона, отличающее- с я тем, что, с целью Ьбеспечения возможности фиксирования браслета в осевом направлении и механизированной его подачи в зафиксированном положении к станку для сборки покрышек пневматических шин, оно снабжено смонтированными на основании аксиально подвижнь ш упбрами с приводом их перемещения и поджимной чашей с приводом ее осевого переме цения, установленной на основании перпендикулярно к приемному патрону. 2. Устройство по П.1, отличающееся тем, что разжимная оправка образована двумя группами основных секторов и вспомогательных секторов, снабженных установленными на их наружной поверхности шаровыми onopai ttf. Источники информации, принятые во внимание при экспертизе 1.Машины и аппараты резинового производства. Под ред. Д..М.Барскова. М., Химия, 1975, с.368-369. 2.Патент Великобритании №1149385, кл. В 7 С, опублик. 1969 (прототип).
Фиг.В
Фиг. 7
90
TTTv
. --
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1998 |
|
RU2147991C1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| Агрегат для сборки покрышек пневматических шин | 1986 |
|
SU1361014A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И СЪЕМА ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ И ЕЕ СОСТАВНЫХ ЧАСТЕЙ | 1999 |
|
RU2174913C2 |
| Устройство для навивки протектора ленточкой | 1976 |
|
SU610675A1 |
| Способ изготовления пневматических шин и устройство для его осуществления | 1984 |
|
SU1431666A3 |
| Способ сборки резино-кордных оболочек и устройство для его осуществления | 1976 |
|
SU648067A3 |
Фиг.8
i9
Фиг.10
/
i:::.
d
i
7
ФШ.12.
гэ
/
vN
о о
1У
Фиг.1
19
i8
Фиг.5
Zl
Фиг./€
