(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОКРЫШЕК

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ПОКРЫШЕК | 1969 |
|
SU256999A1 |
| Устройство для подачи автопокрышек к борторезательному станку | 1961 |
|
SU149872A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1183383A1 |
| Линия для сборки покрышек пневматических шин | 1977 |
|
SU666743A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматическая линия для обработки матричных листовых катодов | 1970 |
|
SU383353A2 |
| Устройство для транспортировки покрышек | 1976 |
|
SU679489A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЕТАЛЕЙ ИЗ ПАКЕТА | 1998 |
|
RU2150421C1 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
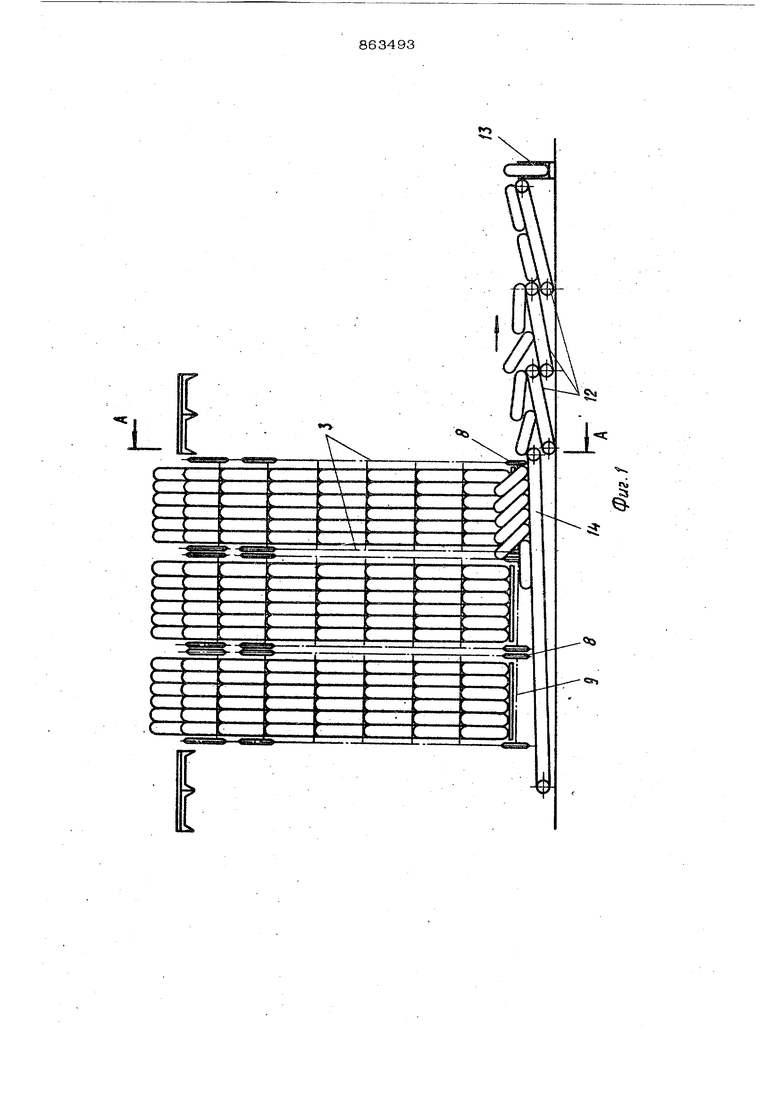
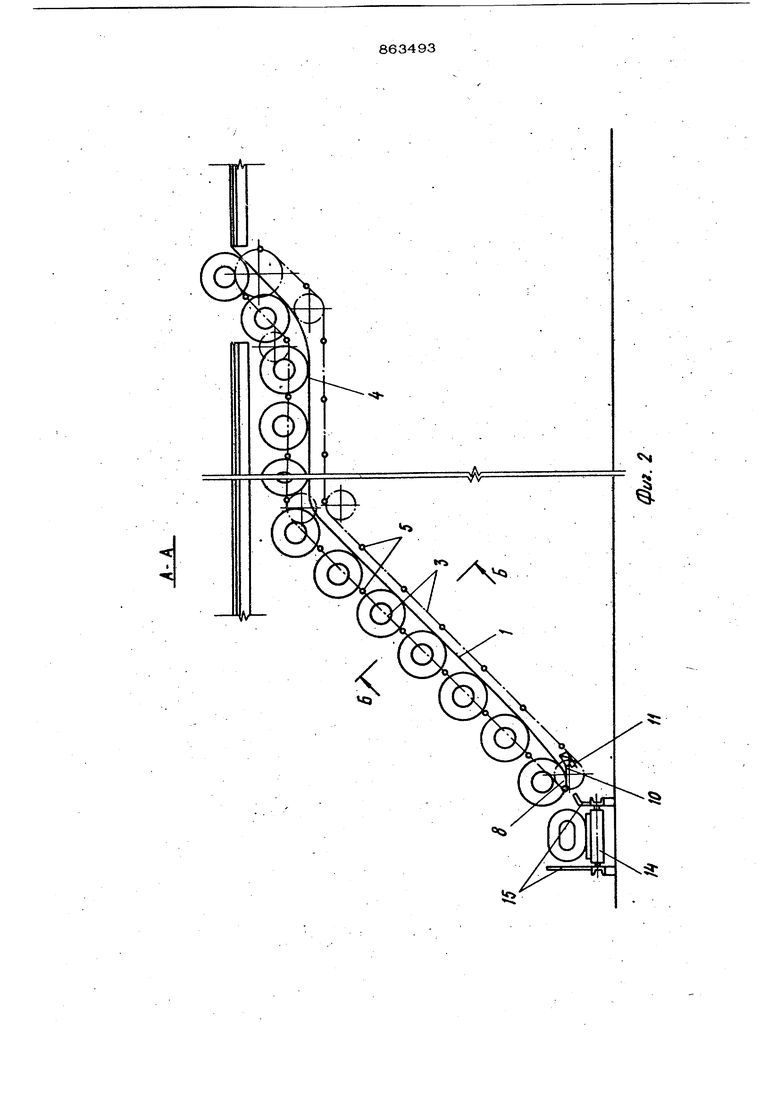

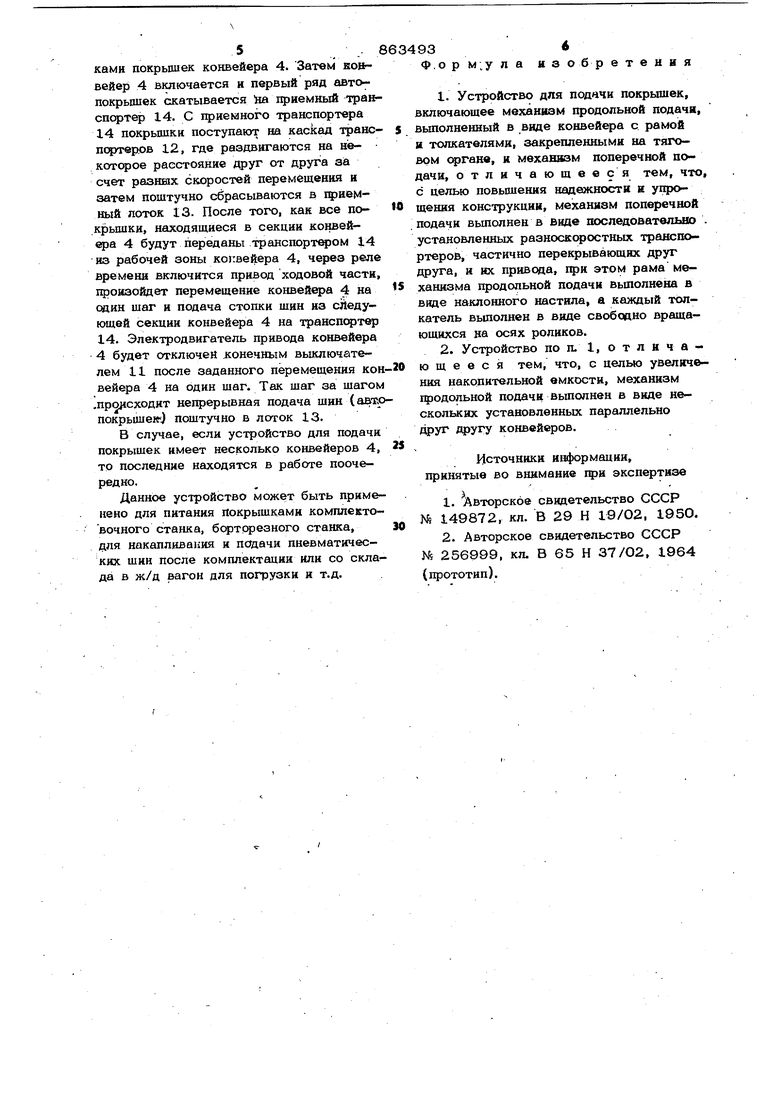
Изобретение относится к области шин ной промышленности и может быть испол зовано, например, для питания автопо- . крышками комплектовочных станков; для накапливания и подачи пневматических шин после комплектации или со склада, в железнодорожный вагон или автотранспорт и т.д.. В регенератном производстве оно может быть использовано для накапливания и подачи автопокрьш1ек к борторезным станкам. Известно устройство для подачи покры шек, которое содержит цепной конвейер продольной подачи покрьш1ек, состояший из тяговых цепей, несушнх на себе поперечные толкатели-ограничители подкатыва ния покрьш1ек по настилу, и механизм поперечной поштучной выдачи покрьпиекС Однако, в этом устройстве механизм поперечной поштучной выдачи покрьш1ек выполнен в виде смонтированного вдоль нижней кромки настила лотка, под которым размешен шит каретки, подаюшей покрьш1ки, и приемный лоток бортфеаного стаяка. Наиболее близким техническим решением является устройство для подачи покрышек, включающее механизм продольной подачи, вьшолненный в виде конвейер( с рамой и толкателями, закрепленными на тяговом органе, и механизм поперечной подачи 2. Недостаток заключается в том, что устройство сложно по конструкции и недостаточно надежно в работе. Целью изобретения является повыше- ние надежности и упрощение конструкции. Указанная цель достигается тем, что механизм поперечной подачи выполнен в : виде последовательно установленных раэноскоростных. транспортеров, частично перекрываюших друг друга, и их привода, при этом рама механизма продольной подачи выполнена в виде наклонного настила, а каждый толкатель выполнен в виде свободно врашающихся на осях роликов. Кроме того, механизм продольной по дачи выполнен в виде нескольких устано ленных п аллельно друг другу конвейеров. Устройство для подачи покрьииек иао ажено на чертежах. На фиг. 1 схематически показано уст ройство для подачи покрышв, вид спереди; на фиг. 2 - разрез А-А фиг. 1;,на фиг. 3 - разрез Б-Б фиг. 2. Устройство для подачи покрышек вклю чает раму, выполненную в вийе настила расположенного горизонтально и/или под углом к горизонту в продольном направ. лении движения и горизонтально в поперечном направлении. Настил 1 жестко аа KjjemieH к металлическому основанию 2 (фиг. З). Вдоль настила 1 расположены ветви тягового органа в виде бесконечных цепей 3 конвейера 4 механизма лро дольной подачи. Верхние ветви этих цепей находятся на определенном расстоянии от настила 1, чтобы обеспечить боковое ограничение Стопок покрьпыек для их устойчивости. К бесконечным цепям 3 прикреплены толкатели 5, имеющие на концах ролики 6 (фиг. З), передвигающиеся по нагфавляющим 7, смонтированным на основании 2. При этом толкатели 5 выполнены в виде свободно вращающихся вокруг своей продольной оси роликов (фиг. З). Расстояние между толкателями 5 несколько больще диаметра подаваемых покрыщек. . Таким образом, образуются ячейки для стопок покрышек, каждая из которых состоит: из двух боковых цепей 3 н двух толкателей 5, соединяющих эти цепи 3. Эти ячейки служат для перемещения сто пок покрышек по настилу 1, обеспечения устойчивости покрышек на настиле и накапливания их по длине конвейера 4. Движение цепей 3, а вместе с ними и ячеек со стопками покрышек осуществляется от электропривода через приводные звездочки 8, насаженные на приводной вал 9. В конце настила 1, где останавливается по ходу стопка покрышек, встроена площадка 10, одйа сторона которой 1фикреплена, а другая снизу подпружинена. . Под площадкой 1О расположен Выключатель 11. Конвейер 4 движется на шаг периодически. Отключение электродвигателя привода конвейера 4 после его перемещения на шаг осуществля ется конечным выключателем 11, действующим от площадки 10, о которую на жимает своим весом первая по ходу стопка покрьпнвк. Поперечная поштучная вьщачи покрышек (пневматических шин) производится механизмом поперечной подачи в виде системы этажно расположенных со смещением относительно друг друга в направлении подачи шин транспортеров 12, снабженных приводом (на чертежах не показан), обеспечивающим последовательное возрастание их скоростей (фиг. l). На выходном конце системы транспортеров 12 установлен приемный лоток 13, ось которого перпендикулярна к оси последнего из системы транспортеров 12. Перед системой транспортеров 12 установлен приемный транспортер 14, на который поступают стопки покрышек (шин) непосредственно с конвейера 4. При этом с целью увеличения накопительной емкости устройства для подачи покрьаиек механизм продольной подачи выполнен в виде нескольких конвейеров 4 (фиг. 1) с одним общим приемным гранспортером 14 и каскадом транспортёров 12 для поштучной вьщачи шин. Приемный транспортер 14 имеет боковые ограждения 15 (фиг. 2) для предотвращения падения покрышек с него в момент выгрузки их из конвейера 4. Выгрузка стопки покрышек производится на движущуюся ленту приемного транспортера 14, чем обеспечивается положение покрышек на последнем с наклоном в сторону, обратную направлению движения. Это позволяет надежнососуществить поштучную вьщачу покрь шек с помощью системы транспортеров 12. Работа устройства для подачи покрышек заключается в следующем. Перед началом работы автопогрузчиком загружаются шины в секции конвейера 4. Для этого конвейер 4 выполнен с шаговым перемешениём. При работе конвейера 4 цепи 3 и толкателя 5, перемещаясь, дают возможность покрышкам 1штиться по настилу 1. Благодаря тому, что толкатели 5 вьшолнены в виде свободно вращающихся вокруг своей продольной оси роликов, а настил 1 выполнен горизонтальным в поперечном направо лении, силы трения при перекатывании покрьШ1ек незначительны, а следовательно, незначительны энергозатраты электро- прявоца и нагрузки на грузотянущие эле- менты. В конце конвейера 4 первая по ходу стопка покрьш1ек нажимает на площадку 10 и конечный выключатель 11 отключает электродвигатель привода конвейера 4, что означает заполнение стопкамк покрьпиек конвейера 4. Затем кокн вейер 4 включается и первый ряд автопокрышек скатывается to приемный тра спортер 14. С приемного транспортера 14 покрышки поступают на каскад транспортеров 12, где раздвигаются на некоторое расстояние друг от друга за счет разных скоростей перемещения и затем поштучно сбрасываются в гфнемный поток 13. После того, как все покрышки, находящиеся в секции конвейера 4 будут переданы транспортном 14 из рабочей зоны конвейера 4, через реле времени включится привод ходовой части, произойдет перемещение конвейера 4 на один шаг и подача стопки шин из следующей секции конвейера 4 на транспортер 14. Электродвигатель привода конвейера 4 будет отключен .конечным выключателем 11 после заданного перемещения кон вейера 4 на один шаг. Так шаг за шагом .ПР СХОДИТ непрерывная подача шин (автр покрышевк) поштучно в лоток 13. В случае, если устройство для подачи покрышек имеет несколько конвейеров 4, то последние находятся в работе поочередно. Данное устройство быть применено для питания покрышками комплектовочного станка, 6qpTcpe3Horo станка, для накапливания и подачи пневматических шин после комплектации или со склада в ж/д вагон для погрузки и т.д. Ф.орм;ула изобретения 1.Устройство для подачи покрьшек, включающее механизм продольной подачи, выполненный в виде конвейера с рамой и толкателями, закрепленными на тяговом сагане, и механизм поперечной подачи, отличающееся тем, что, с целью повышения надежности и упрощения конструкции, механизм поперечной подачи выполнен в виде последовательно . установленных разноск(Ч)остных транспортеров, частично перекрывающих друг друга, и их привода, щт этом рама механизма продольной подачи выполнена в виде наклонного настила, а каждый толкатель выполнен в виде свободно вращающихся на осях роликов. 2.Устройство по п. I, о т л и ч а ющееся тем, что, с целью увеличения накопительной емкости, механизм продольной подачи выполнен в виде нескольких установленных параллельно друг рругу конвейеров. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР NV 149872, кл. В 29 Н 19/02, 1950. 2.Авторское свидетельство СССР № 256999, кл. В 65 Н 37/02, 1964 (прототип).
фиг.З
