2, Устройство по п. 1, отличающееся тем, что механизм выгрузки свулканизованных покрышек выполнен в виде телескопического гидроцилиндра одностороннего действия дпя ртрыва свулканизованных покрьппек
от верхней полуформы и колодок с приводом их. взаимного относительного перемещения, смонтированных на осно вании, которое шарнирно установлено на боковых поперечных балках тележки .
| название | год | авторы | номер документа |
|---|---|---|---|
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU937214A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1199634A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1981 |
|
SU958126A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
1. УСТРОЙСТВО ДЛЯ ПЕРЕЗАРЯДКИ ПРЕСС-ФОРМ МНОГОПОЗИЦИОННОГО ВУЛКАНИЗАТОРА, содержащее приводную горизонтально подвижную тележку с центральной и боковыми поперечными :балками, смонтированные на тележке вертикально подвижные и поворотные от привода относительно своих продольных осей траверсы с ключами для байонетных замков пресс-форм, механизмы загрузки заготовок покрышек с радиально разжимными поворотными патронами, механизмы выгрузки свулканизованных покрышек и форсунки для нанесения смазки на пресс-формы, отличающееся тем, что, с целью повьшения производительности устройства, патроны механизма загрузки расположены на траверсах эксцентрично в направлении центральной поперечной балки тележки, а под нейтральной балкой установлены поворотные коромысла, на которых смонтирова1Ш форсунки. 00 &э со 00 &9 
1
Изобретение относится к производству пневматических шин и предназначено для перезарядки пресс-форм многопозиционного вулканизатора.
Цель изобретения - повьпиение 5 производительности устройства за счет сокращения времени и совмещения операций. .
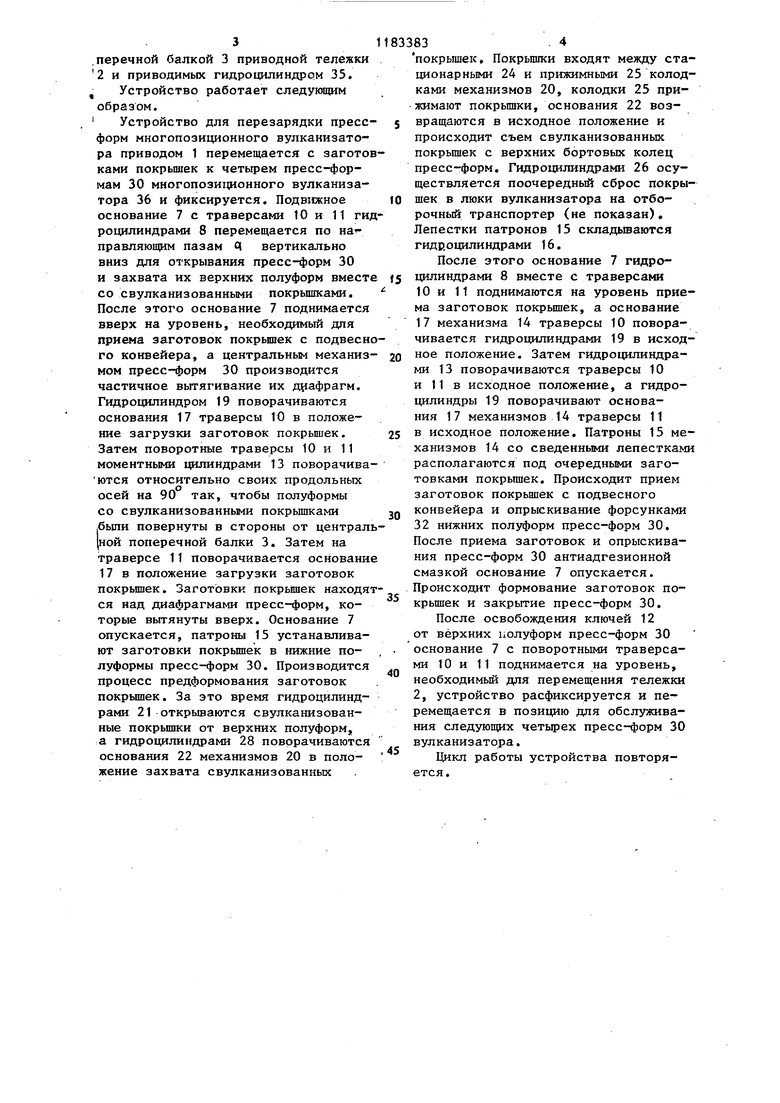
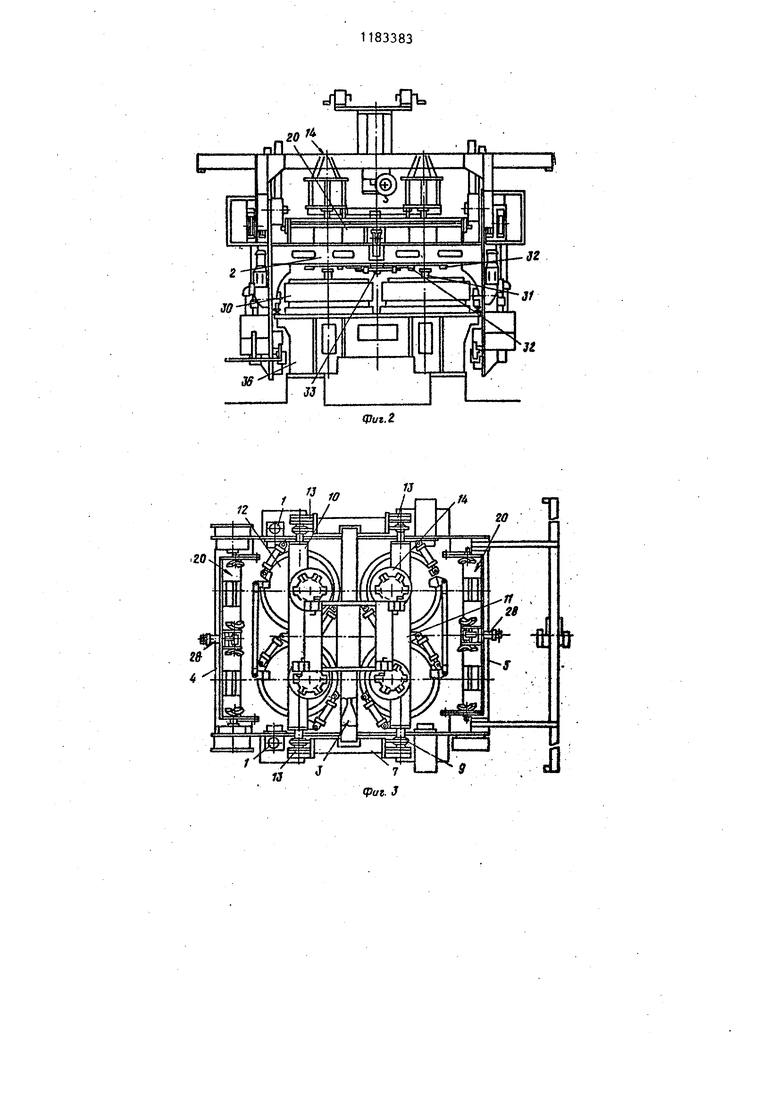
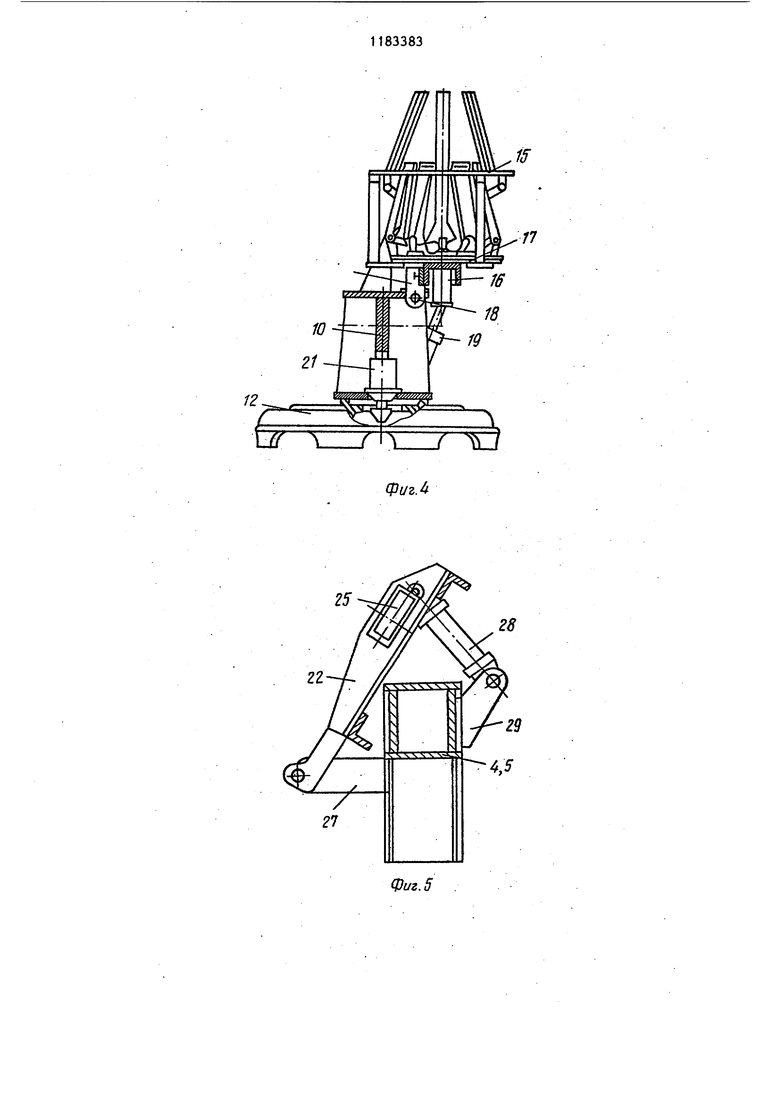
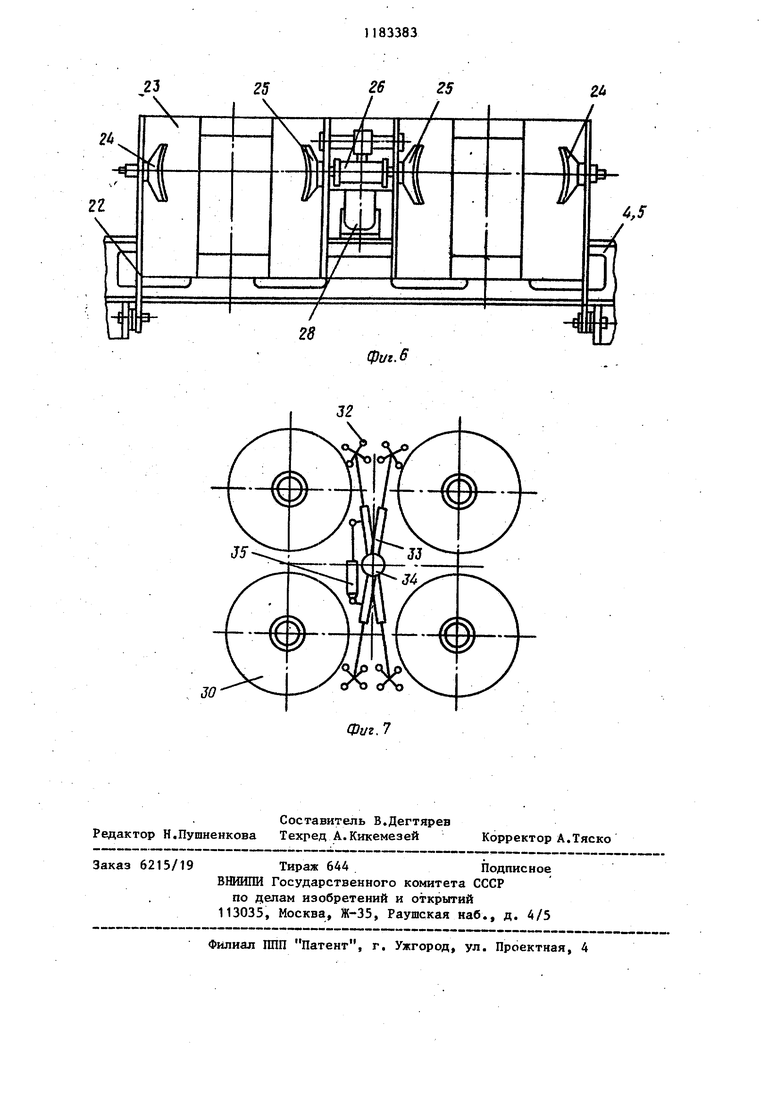
На фиг. 1 изображено устройство дпя перезарядки пресс-форм , на to фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - траверса с ключами для отсрывания байонетных замков прессформ, механизмом для загрузки загс- (5 товок покрьшек и цилиндрами отрыва свулканизованных покрышек от верхних полуформ; на фиг. 5 - механизм выгрузки рвулканизованных покрышек, на фиг. 6 - то же, вид сбоку; на 20 фиг. 7 - коромысла с форсунками в исходном положении.
Устройство для перезарядки прессформ многопозиционного вулканизатора содержит приводимую приводом 1 тележку 2 с центральной 3 и боковыми 4 и 5 поперечными балками и раму 6 с направляющими пазами а . В направляющих пазах Q рамы 6 установлено с возможностью перемещения основание 30 7, снабженное приводом для возвратнопоступательного перемещения в вертикальном направлении в виде гидроцилиндров 8. На основании 7 посредством подшипниковых узлов 9 установлены 35 с возможностью поворота относительно своих продольных осей траверсы 10 i и 11, расположенные параллельно друг другу и им-еющие ключи 12 для открывания байонетных замков пресс- 40 форм. Для поворота траверс 10 н 11 имеются приводы поворота, вьтолненные в виде моментных силовых цилиндров 13, установленных на основании по концам траверс 10 и 11.45
Ни траверсах 10 и 11 смонтированы также механизмы 14 загрузки заготовок покрышек. Механизмы 14 загрузки заготовок покрьппек содержат радиально раздвижные патроны 15 и гидроцилиндры 16 для разведения лепестков патронов. Патроны 15 смонтированы на основаниях 17, которые посредство шарниров 18 смонтированы на траверсах и снабжены гидроцилиндрами 19 для поворота.
Патроны 15 расположены на направляющих эксцентрично в направлении центральной поперечной балки; 3 тележки. В устройстве имеются механизмы 20 выгрузки свулканизованных покрьш1ек.
Каждый механизм 20 выгрузки свулканизованных покрьш1ек включает телескопические гидроцилиндры 21 одностороннего действия для отрыва свулканизованных покрышек от верхних полуформ, поворотное основание 22 с направляющими лотками. 23, две стационарные 24 и две прижимные 25 колодки. Прижимные колодки 25 имеют привод от гидроцилиндра 26 двойного действия. Основания 22 ме.ханизмов 21 установлены шарнирно на кронштейнах 27 боковых балок 4 и 5 и имеют возможность поворота к месту захвата свулканизованной покрышки с помощью гидроцилиндров 28, смонтированных шарнирно на кронштейнах 29 балок 4 и 5.
Верхние бортовые кольца прессформ 30 (не показано) многопозищюнного вулканизатора смонтированы на направляющих гильзах 31 верхних полу.форм пресс-форм 30.
Форсунки 32 для нанесения антиадгезионной смазки на нижние полуформы пресс-форм 30 смонтированы на поворотных коромыслах 33, установленных на оси 34 под центральной по.перечной балкой 3 приводной тележки 2 и приводимых гидроцилиндром 35. Устройство работает следующим образом. Устройство для перезарядки пресс форм многопозиционного вулканизатора приводом 1 перемещается с загото ками покрышек к четьфем пресс-формам 30 МНОГОПОЗИ1ЩОННОГО вулканизатора 36 и фиксируется. Подвижное основание 7 с траверсами 10 и 11 ги роцилиндрами 8 перемещается по на правляющим пазам Q вертикально вниз для открывания пресс-форм 30 и захвата их верхних полуформ вмест со свулканизованными покрышками. После этого основание 7 поднимается вверх на уровень, необходимый дпя приема заготовок покрьвпек с подвесн го конвейера, а центральньм механиз мом пресс-форм 30 производится частичное вытягивание их диафрагм. Гидроцилиндром 19 поворачиваются основания 17 траверсы 10 в положение загрузки заготовок покрьпиек. Затем поворотные траверсы 10 и 11 моментными цилиндрами 13 поворачива ются относительно своих продольных осей на 90 так, чтобы полуформы со свулканизованньми покрышками |бьии повернуты в стороны от централ ой поперечной балки 3. Затем на траверсе 11 поворачивается основани 17 в положение загрузки заготовок покрьшек. Заготовки покрьш1ек находя ся над диафрагмами пресс-форм, которые вытянуты вверх. Основание 7 опускается, патроны 15 устанавливают заготовки покрьш1ек в нижние полуформы пресс-форм 30. Производится процесс предформования заготовок покрышек. За это время гидроцилиндрами 21 открьшаются свулканизованные покрьш1ки от верхних полуформ, а гидроцилиндрами 28 поворачиваются основания 22 механизмов 20 в положение захвата свулканизованных покрьшек, Покрьшжи входят между стационарными 24 и прижимными 25 колодками механизмов 20, колодки 25 прижимают покрьш1ки, основания 22 возвращаются в исходное положение и происходит съем свулканизованных покрьш1ек с верхних бортовых колец пресс-форм. Гидроцилиндрами 26 осуществляется поочередньй сброс покрыщек в люки вулканизатора на отборочный транспортер (не показан). Лепестки патронов 15 складьгоаются гидроцилиндрами 16. После этого основание 7 гидроцилиндрами 8 вместе с траверсами 10 и 11 поднимаются на уровень приема заготовок покрьш1ек, а основание 17 механизма 14 траверсы 10 поворачивается гидроцилиндрами 19 в исходное положение. Затем гидроцилиндрами 13 поворачиваются траверсы 10 и 11 в исходное положение, а гидроцилиндры 19 поворачивают основания 17 механизмов 14 траверсы 11 в исходное положение. Патроны 15 механизмов 14 со сведенньми лепестками располагаются под очередными заготовками покрышек. Происходит прием заготовок покрышек с подвесного конвейера и опрыскивание форсунками 32 нижних полуформ пресс-форм 30. После приема заготовок и опрыскивания пресс-форм 30 антиадгезионной смазкой основание 7 опускается. Происходит формование заготовок покрьш1ек и закрытие пресс-форм 30. После освобождения ключей 12 от верхних полуформ пресс-форм 30 основание 7 с поворотными траверсами 10 и 11 поднимается на уровень, необходимьй дпя перемещения тележки 2, устройство расфиксируется и перемещается в позицию для обслуживания следующих четьфех пресс-форм 30 вулканизатора. Цикл работы устройства повторяется.
j& . Оъ.
12
ФигЛ
фиг. 5
23
г5 Ч.
ffi
Т
25
25
.б
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1077816A1 |
| Солесос | 1922 |
|
SU29A1 |
