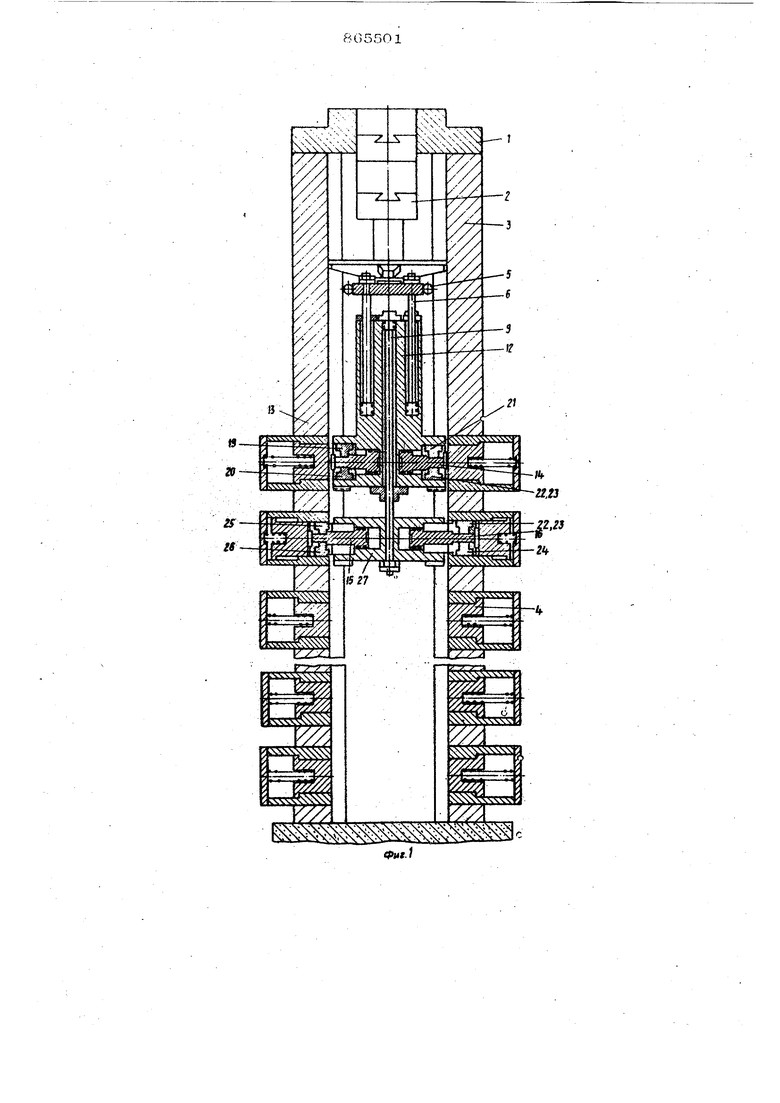
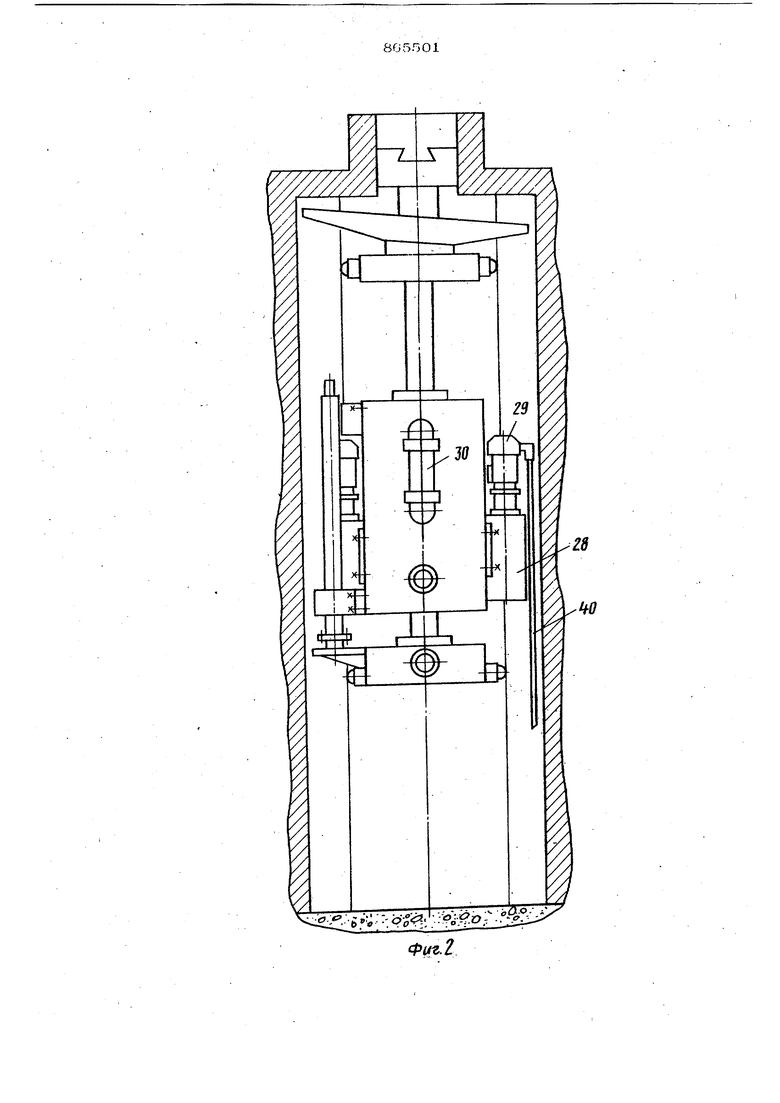
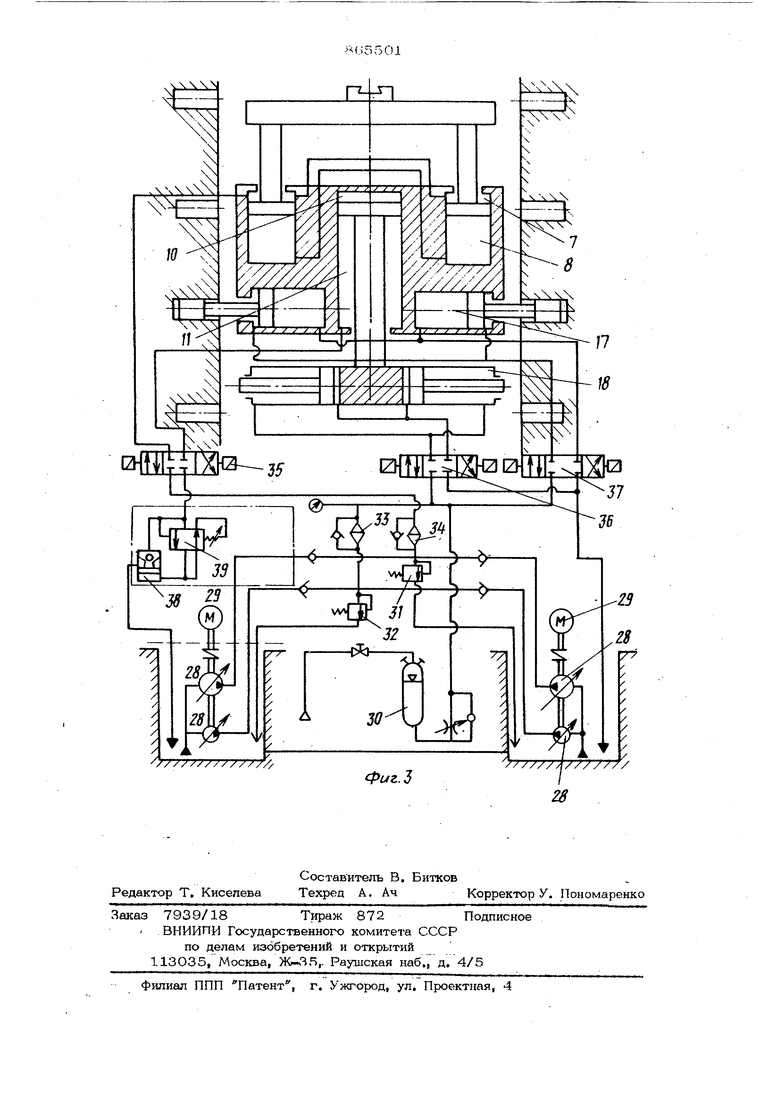
: . . t . Изобретение относится к металлургии более конкретно к конструкциям машин полунепрерьшного литья слиткоэ, преимущественно крупного сечения. Наиболее близкой к предлагаемой является машина полунепрерывного литья, содержащая кристаллизатор, затравку, камеру вторичного охлаждения и механизм перемещения слитка в виде несколЬ ких, например трех кареток, соединенйЬис гидравлическими шшиндрами. Конструкция машины обеспечивает повьопение производительности р1аботы за счет значительного уменьшения пикличл ности процесса вьггягивания.хЗ, Однако соединение корпуса дополнительного гидроцилиндра с корпусом гвдроцилиндра вытягивания приводит к увеличению габаритов механизма перемещения слитка- по высоте и, следователыю, к увеличению металлоемкости всей конструкции. Кроме того, для осуществления работы.механизма перемещения тре- буется подвод рабочей жвдкости, осуществляемый при помощи гибких шлангов. Применшше же напорных шлангов понижает надёжность работы всего оборудования так как не исключается возможность их обрыва. Использование подвижных фиксаторов, установленных в камере втсфичяого охлаждения приводит к усложнению конструкшга машины и понижению ее надеж1юс}ти, так как во вре мя вытяжки слитка и в конце разливки слиток опускается в KaiMepy вторичного охлаждения и тепловое излучение от слитка будет перюдаваться на подвижные фиксаторы, вызывая в конструкции фиксаторов, термические напряжения, приюдяише в конечном счете к потере работоспособности. Все это снижает надежность работы машины. Цель изобретения - повышение надежности работы машины и уменьшение массы оборудсюания. Шютавленная цель достигается тем, / что в машине полунепрерывного литья . . металлов содержащей кристаллизатор, затравку, камеру вторшшого охлаждения и .механизм перемещения слитка в виде нескольких, например трех, кареток, соединенных гидравлическими цилиндрами, на средней каретке механизма перемещения установлено по .меньшей мере три гидрошшиндра, оси которых па раллельны технологической оси .маш1шы, так что штоки двух цилиндров соединены с верхней кареткой, а шток третьего цилиндра - с нижней,, при этом на средней каретке расположены насосы с приводами, а в стенках камеры вторич ного охлаждения выполнены отверстия. Кроме того, в средней и нижней каретках установлены по меньшей мере, по -два дополнительных гидроцилинцрафиксатора, оси которых перпендикулярны технологической оси машины, взаимодействующими с отверстиями в стенках камеры вторичного охлаждения, причем одна из кареток снабжена пневмо гидравлическим аккумулятором, соединенным с гидроцилиндрами-фиксаторами, а размер гидроиилйицров фиксаторов равен 0,8-0,95 размера отверстия в стен ках камеры вторичного охлаждения и при этом гидроцилиндры-фиксаторы снаб жены дополнительными гиародилиндрами, оси которых параллельны осям гидро- цилиндров, соединяющих между собой каретки. На фиг, 1 изображена машина полунепрарывного литья металла, общий §ид;на фиг. 2 - установка привода на машине; на фиг. 3 - принципиальная схема работы машины полунепрерывного лнтья металлов. Машина полунепрерывного литья металлов содержит кристаллизатор 1, затравку 2, камеру 3 вторичного ох 1аждения, с расположенными в камере подпружиненными ползунами 4, веркнюю каретку 5, соединенную с цилиндрами 6, содержащие штоковые 7 и поршневые 8 полости, цилиндр 9, с поршне вой 1О и штоковой 11 полостью, эстро енного в среднюю каретку 12, гидроцилиндры-фиксатЬры 13-16, имеющие порш невые 17 и штоковые 18 полости, встр енные цилиндры-домкраты 19-26, нижнюю .каретку 27. На среаней карегке 12 расположены насосы 28 с приводам 29,пневмс гидраш1ический аккумулятор 30,гидравлическая аппаратура, предохранительные клапаны 31 ; и 32, фильтры 33 и 34, распределители 35-37, 14 гндрозамок 38, напорный золотник 39 и подводящий электрический кабель 40. Машина работает следующим образом . Перед разливкой металла затравку 2 вводят в кристаллизатор l.B исходном положении, поршень цилиндра 9 также находится в верхнем положении (фиг. 3). После заполнения кристаллизатора жидким металлом до заданного уровня создают давление в полостях 7 цилиндров 6 Рабочая жидкость, нагнетаемая насосом 28, поступает через фильтр 34 и проточки распределителя 35 в штоковые полости 37 цилиндров 6, при этом масло из поршневых полостей цилиндров 6 переливается в поршневую полость 10 цилиндра 9. Каретка 5, взаимосвязанная с цилиндрами 6, опускается вниз, осушествляя вытяжку слитка из кристалли: атора 1 . Давление жидкости в полости, воздействуя на поршень юагннщ 9, осушест .вляет перемещение вниз цилиндра 9 и взаимосвязанной с ним каретки 27. В процессе, этих перемещений цилиндрыфиксаторы, расположенные в каретке 12, находятся в отверстиях камеры вторичного охлаждения, фиксируя каретку 12 от перемещения. Жидкость со штоковой полости 11 через гидрозамок 38, управляемый напорным золотником Г-, сливается в гвдробак. В процессе перемещения цилийдров 6 и 9 при помощи насоса-28 осуществляется зарядка рабочей жидкостью гйдроаккумулятора 30. Изменение скорости вытяжки слитка из кристаллизатора осуществляется за счет изменения числа оборотов электродвигателя .29, что приводит к уменьшению или увеличенкю производительности насосов. Для надежной работы машины предус.мотрены реэертные насосы с приводом. Для настройки на необходимое давление в системе предусмотрены пре дохранительные Клапаны 31 и 32. . После окончания хода цилиндра 9 и каретки 27 осуществляется включение распределителя 36, позволяющее подать жидкость от гвдроаккумулятора 30 и поршневые полости цилиндров-фиксаторов 17 и 18, которые, преодолевая усилие пружин пскГ1зунов 4, входят с зазором в отверстия, вьшолнеш1ые в камере вторичного охлаждения. После вьшолнения полного хода цилиндров-фиксаторов, гидравлические цилиндры-домкраты 23-26 обеспечивают распор фиксаторов в отверстиях стенок камеры вторичного охлаждения. Тем самым выбирается зазо между отверстием ползуна и фиксатором. Таким образом, фиксируются нижняя к ретка 27 относительно камеры вторич ного охлаждения. По окончанию фиксахщи нижней каретк подается команда на переключение распр делителя 37,. который подает жидкость из аккумулятора 30 в штоковые полости гидроцилиндров-фиксаторов 13 и 14, Гидравлические цилиндры-домкраты 19-22 сжимаются и совместно с гидроцилиндрами -фиксаторами выходят из отверстий камеры вторичного охлаждения. Далее от распределителя 35 жидкость в штоковую полость 11 шшиндра 9, из поршневой полости 10 жидкость вытесняется в поршневые полости 8 вдлиндров 6, обеспечивая перемещение каретки 12 вниз с определенной скоростью. Таким образом, осуществляется постепенное перемещение слитка вниз через определенный шаг. Длина получаемого слитка не огран чивается конструкцией машины и возмож на при данной схеме любая. Кроме того, расположение цилиндровфиксаторов на каретках механизма перемещения обеспечивает уменьшение общего количества фиксаторов, причем в стен ках камеры в этом случае расположены только 1заглушки-ползуны, что уменьшает маСРУ оборудования и повышает также пневмогидроаккумулятором для обеспечения быстрого срабатьшания шшиндров- фи саторов значительно уменьшает установленную мощность электродвигателя и производительность насоса. Вьшолнение цилиндров-фиксаторов с размерами О,8О,95 от размера ползунов позволяет, в случае неточной остановки кареток, выполнить ввод фиксаторов |В отверстия пол зунов. Кроме того, снабжение фиксаторов дополнительными гидроцилиндрами, оси которых параллельны осям цилгадров, со диняющих между собой каретки, позволяет осуществлять .расфиксахщю соответст вуюших кареток и вывод фиксаторов из отверстий камеры, исключая нагрузку от массы слитка на цилиндры-фиксаторы, что позволит повысить долговечность и надежность работы указанных фиксаторов. При реализации предлагаемого технического решения возможно получение крупных слитков массой до 10О тонн. Предполагаемый годовой экономический эффект составит около 1,5 млн. руб. Формула изобретени. 1,Машина полунепрерьтного литья металлов, содержащая кристаллизатор, затравку, вторичного охлаждения и механизм перемещения слитка в виде нескольких, например трех, кареток, соединенных гидравлическими цилиндрами, отли чающаяся тем, что, с целью уменьшения массы оборудования и повышения надежности работы , на средней каретке механизма перемещения установлено по меньшей мере три гидроцилиндра, оси которых параллельны технологической оси машины, так что -ШТОКИ двух гвдроцилиндров соединены с верхней кареткой, а шток треть его - с нижней, при этом на средней каретке расположены насосы с приводами, а в стенках камеры вторичного охлаждения выполнены отверстия, 2,Машина по п. 1, отличающая с я тем, что в средней и нижней каретке установлены, по меньшей мере, по два дополнительных гидрошшиндра-фиксатора , оси которых перпендикулярнь технологической оси машины, взаи- модейс-геующими с отверстиями в стен- как камеры вторичного охлаждения, 3.Машина по п. 1, о т л и ч а ющ а я с я тем, что по крайней мере одна из кареток снабжена пневмогидравлическим аккумулятором, соединенным с гидроцилиндрами-фиксаторами, 4.Машина по пп. 1 и 2, отличающаяся тем, что раамер гад- рошшиндров-фиксаторов равен О,8-О,95 размера отверстия в стенках камеры вторичного охлаждения, 5,Машина по пп, 1 и2, о т л и г чающаяся тем, что гидроцилшадры-фиксаторы снабжены дополнител ными гвдравлическими цилиндрами, оси которьрс параллельны осям гвдроцилнндров, соединяющих между собой каретхк,. Источники информации, пршштые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2454876,клГв 22D 13 11/147 1977 Г
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина полунепрерывного литья слитков крупных сечений | 1983 |
|
SU1126362A1 |
| Устройство для вытягивания слитка на установках полунепрерывной разливки металлов | 1980 |
|
SU899244A1 |
| Машина полунепрерывного литья металлов | 1977 |
|
SU954163A1 |
| Установка полунепрерывного литья металлов | 1977 |
|
SU794878A1 |
| Шаговый механизм прерывистого вытягивания слитка машины непрерывного литья горизонтального типа | 1990 |
|
SU1740127A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Машина полунепрерывного литья металлов | 1981 |
|
SU944770A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Роликовая клеть для вытягивания слитка из кристаллизатора | 1983 |
|
SU1134286A1 |
| Машина полунепрерывного литья металлов | 1979 |
|
SU854568A1 |