(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ
ЖИДКОСТИ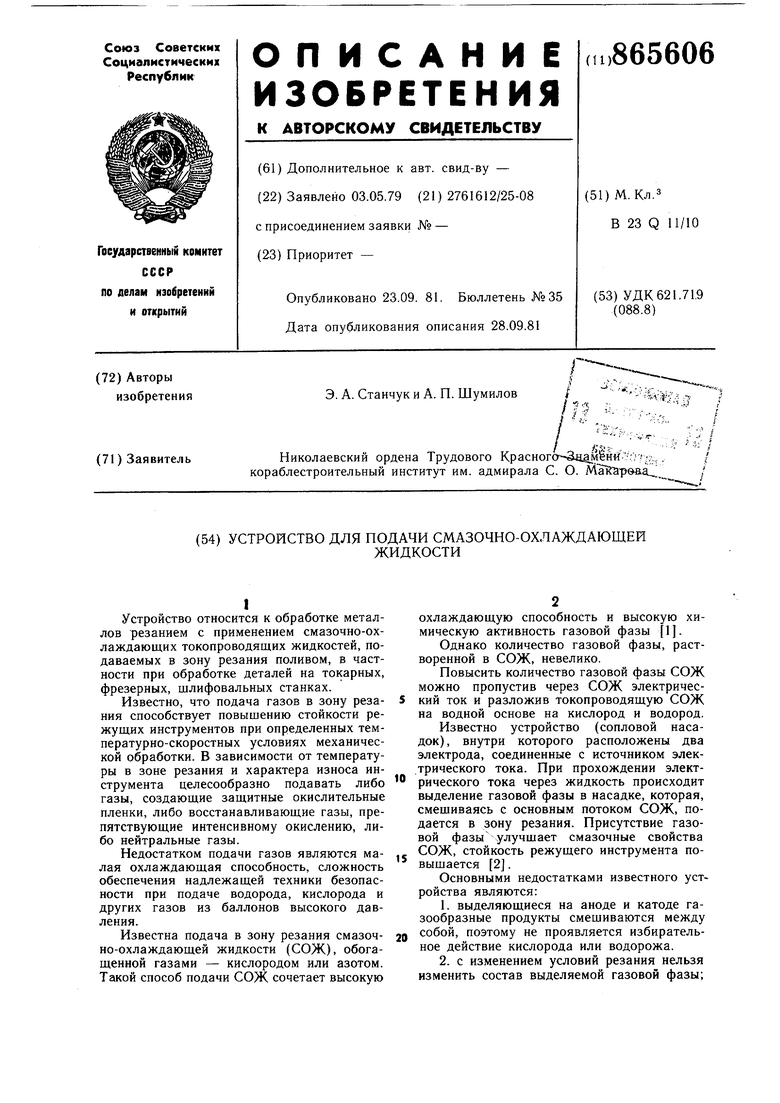
I
Устройство относится к обработке металлов резанием с применением смазочно-охлаждающих токопроводящих жидкостей, подаваемых в зону резания поливом, в частности при обработке деталей на токарных, фрезерных, шлифовальных станках.
Известно, что подача газов в зону реза- 5 ния способствует повышению стойкости режущих инструментов при определенных температурно-скоростных условиях механической обработки. В зависимости от температуры в зоне резания и характера износа инструмента целесообразно подавать либо газы, создающие защитные окислительные пленки, либо восстанавливающие газы, препятствующие интенсивному окислению, либо нейтральные газы.
Недостатком подачи газов являются ма- лая охлаждающая способность, сложность обеспечения надлежащей техники безопасности при подаче водорода, кислорода и других газов из баллонов высокого давления.
Известна подача в зону резания смазоч- 20 но-охлаждающей жидкости (СОЖ), обогащенной газами - кислородом или азотом. Такой способ подачи СОЖ сочетает высокую
охлаждающую способность и высокую химическую активность газовой фазы 1.
Однако количество газовой фазы, растворенной в СОЖ, невелико.
Повысить количество газовой фазы СОЖ можно пропустив через СОЖ электрический ток и разложив токопроводящую СОЖ на водной основе на кислород и водород.
Известно устройство (сопловой насадок), внутри которого расположены два электрода, соединенные с источником электрического тока. При прохождении электрического тока через жидкость происходит выделение газовой фазы в насадке, которая, смещиваясь с основным потоком СОЖ, подается в зону резания. Присутствие газовой фазы улучщает смазочные свойства СОЖ, стойкость режущего инструмента повыщается 2.
Основными недостатками известного устройства являются:
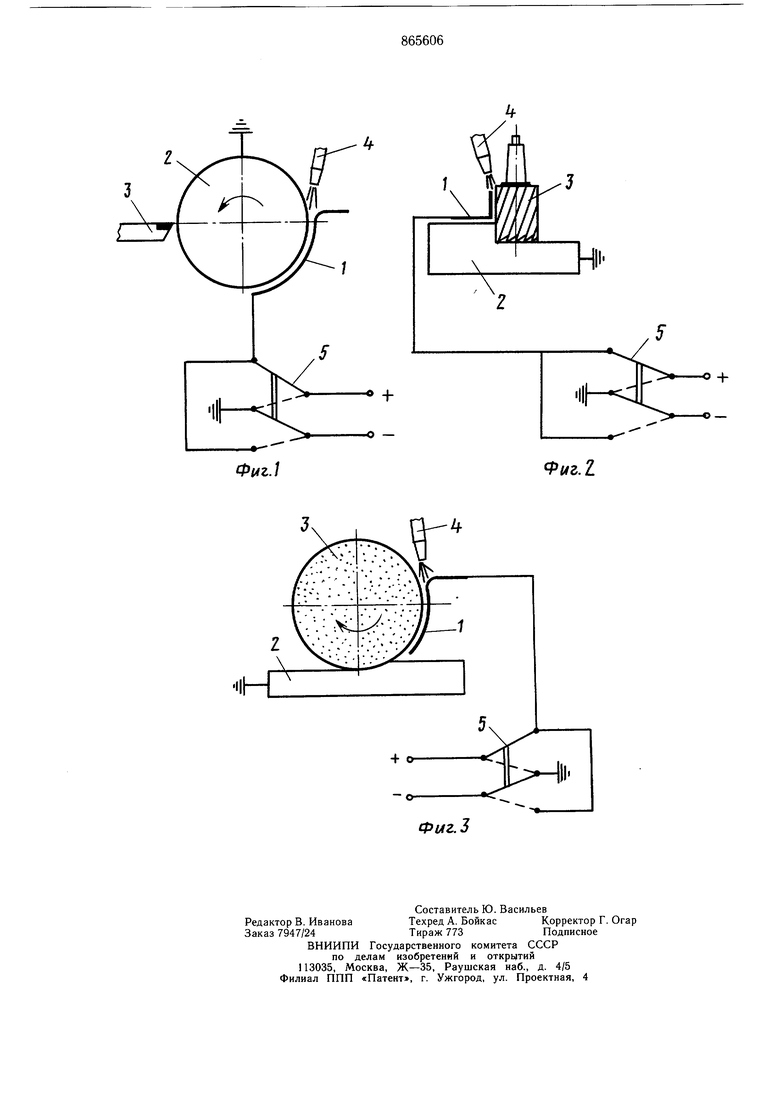
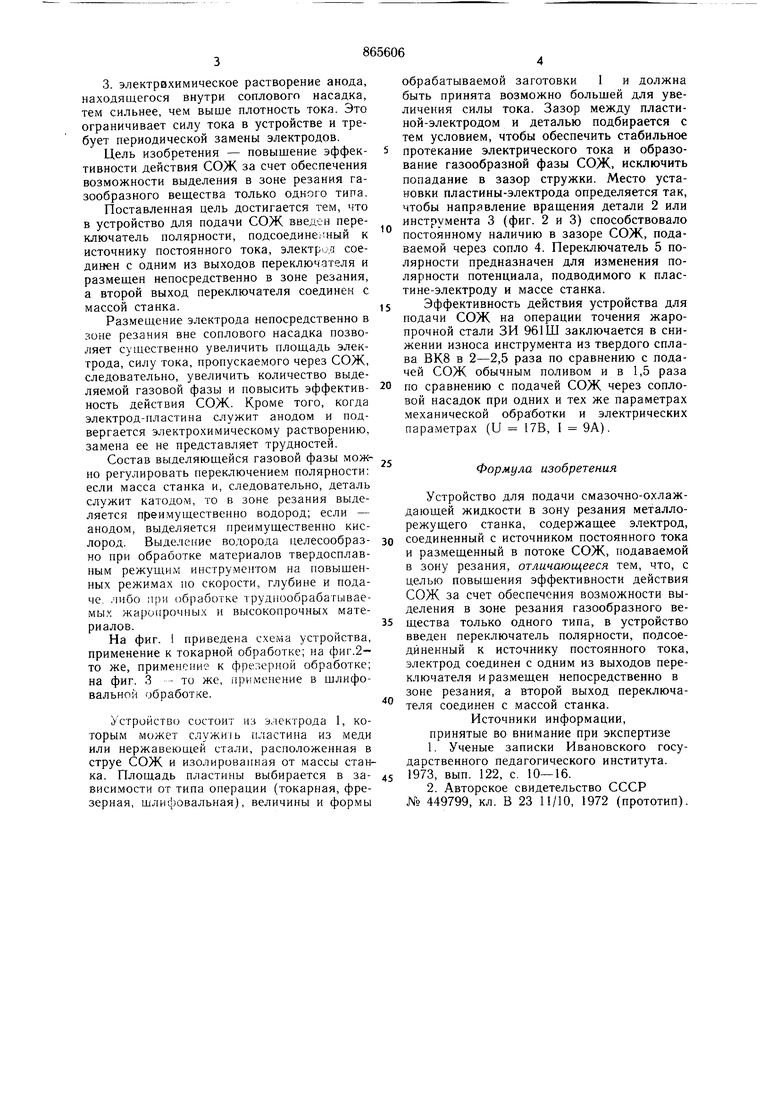
1.выделяющиеся на аноде и катоде газообразные продукты смешиваются между собой, поэтому не проявляется избирательное действие кислорода или водорожа.2.с изменением условий резания нельзя изменить состав выделяемой газовой фазы; 3. электрвхимическое растворение анода, находящегося внутри соплового насадка, тем сильнее, чем выше плотность тока. Это ограничивает силу тока в устройстве и требует периодической замены электродов. Цель изобретения - повышение эффективности действия СОЖ за счет обеспечения возможности выделения в зоне резания газообразного вещества только одного типа. Поставленная цель достигается тем, что в устройство для подачи СОЖ введен переключатель полярности, подсоединенный к источнику постоянного тока, электро- соединен с одним из выходов переключателя и размещен непосредственно в зоне резания, а второй выход переключателя соединен с массой станка. Размещение электрода непосредственно в зоне резания вне соплового насадка позволяет существенно увеличить площадь электрода, силу тока, пропускаемого через СОЖ, следовательно, увеличить количество выделяемой газовой фазы и повысить эффективность действия СОЖ. Кроме того, когда электрод-пластина служит анодом и подвергается электрохимическому растворению, замена ее не представляет трудностей. Состав выделяющейся газовой фазы можно регулировать переключением полярности: если масса станка и, следовательно, деталь служит катодом, то в зоне резания выделяется преимущественно водород; если - анодом, выделяется преимущественно кислород. Выделение водород,а целесообразно при обработке материалов твердосплавным режущим инструментом на повыщенных режимах но скорости, глубине и подаче, .чибо при обработке труднообрабатываемых жаропрочных и высокопрочных материалов. На фиг. 1 приведена схема устройства, применение к токарной обработке; на фиг.2то же, применение к фрезерной обработке; на фиг. 3 - то же, применение в шлифовальной обработке. Устройство состоит из электрода 1, которым может служи 1ь пластина из меди или нержавеющей стали, расположенная в струе СОЖ и изолированная от массы станка. Площадь пластины выбирается в зависимости от типа операции (токарная, фрезерная, шлифовальная), величины и формы обрабатываемой заготовки 1 и должна быть принята возможно большей для увеличения силы тока. Зазор между пластиной-электродом и деталью подбирается с тем условием, чтобы обеспечить стабильное протекание электрического тока и образование газообразной фазы СОЖ, исключить попадание в зазор стружки. Место установки пластины-электрода определяется так, чтобы направление вращения детали 2 или инструмента 3 (фиг. 2 и 3) способствовало постоянному наличию в зазоре СОЖ, подаваемой через сопло 4. Переключатель 5 полярности предназначен для изменения полярности потенциала, подводимого к пластине-электроду и массе станка. Эффективность действия устройства для подачи СОЖ на операции точения жаропрочной стали ЗИ 961Ш заключается в снижении износа инструмента из твердого сплава ВК8 в 2-2,5 раза по сравнению с подачей СОЖ обычным поливом и в 1,5 раза по сравнению с подачей СОЖ через сопловой насадок при одних и тех же параметрах механической обработки и электрических параметрах (U 17В, I 9А). Формула изобретения Устройство для подачи смазочно-охлаждающей жидкости в зону резания металлорежущего станка, содержащее электрод, соединенный с источником постоянного тока и размещенный в потоке СОЖ, подаваемой в зону резания, отличающееся тем, что, с целью повыщения эффективности действия СОЖ за счет обеспечения возможности выделения в зоне резания газообразного вещества только одного типа, в устройство введен переключатель полярности, подсоединенный к источнику постоянного тока, электрод соединен с одним из выходов переключателя и размещен непосредственно в зоне резания, а второй выход переключателя соединен с массой станка. Источники информации, принятые во внимание при экспертизе 1. Ученые записки Ивановского государственного педагогического института. 93. вып. 122, с. 10-16. 2. Авторское свидетельство СССР № 449799, кл. В 23 11/10, 1972 (прототип).Ф(4г.1
иг.2.