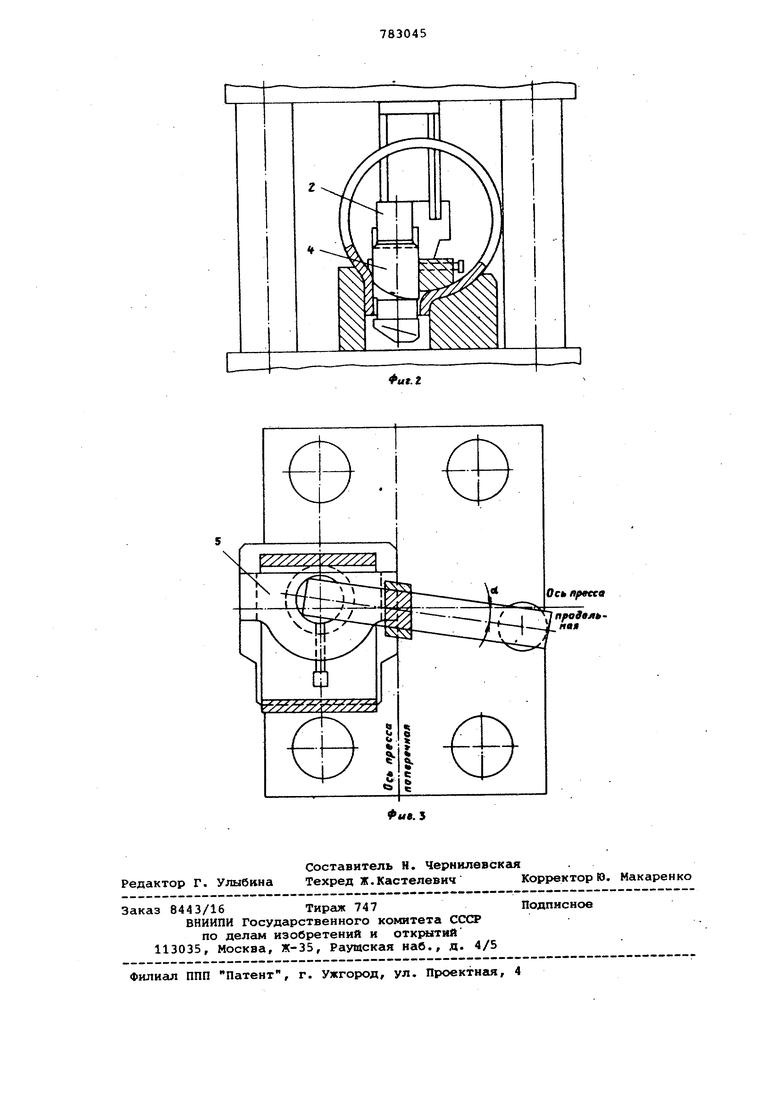
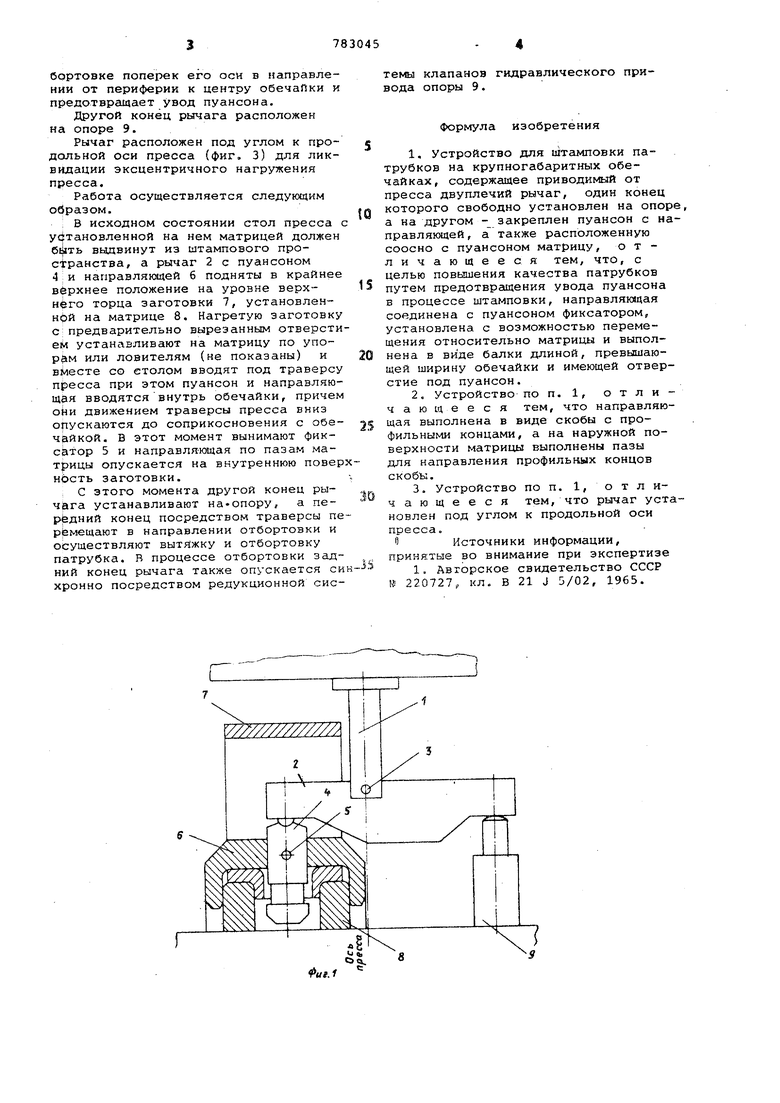
(54) УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПАТРУБКОВ НА КРУПНОГАБАРИТНЫХ ОБЕЧАЙКАХ Изобретение относится к устройствам для штамповки, преимущественно патрубков на крупногабаритных обечайках. Известно устройство для штамповки патрубков на крупногабаритных обечайках, содержащее приводикый от пресса двуплечий рычаг, один конец которого свободно установлен на опор на другом закреплен пуансон с направ ляквдей, а также расположенную соосно с пуансоном матрицу 1. Недостатком устройства является то, что оно не позволяет получать патрубки, ось которых не перпендикулярна к стенке обечайки, вследствие действия на пуансон поперечной силы направленной к центру обечайки, результатом чего является недопустима разностепенность патрубка. Цель изобретения - устранение ра ностенности патрубка и предотвращение увода пуансона. Для этого направляющая соединена с пуансоном фиксатором, установлена с возможностью перемещения относительно матрицы и выполнена в виде б ки длиной, превышающей ширину обечайки и имеющей сквозное отверстие .под пуансон. Направляющая выполнена в виде скобы с профильными концами, а на наружной поверхности матрицы выполнены пазы для направления профильных концов скобы. Рычаг установлен под углом к продольной оси прессой. На фиг. 1 представлено устройствоJ на фиг. 2 - то же, вид сбоку/ на фиг. 3 - то же, вид сверху. Устройство содержит нажимную стойку 1. закрепленную на ползуне пресса, к которой шарнирно прикреплен рычаг 2 с возможностью поворота вокруг оси шарнира 3. На одном конце рычага 2 шарнирно смонтирован составной пуансон 4, к которому посредством съемной чеки (фиксатора) 5 прикреплена направляющая 6,представляющая балку, имеющую форму скобы с профильными концами и отверстием под пуансон. Длина балки больше ширины обечайки 7.Концы балки выполнены профильными и направляются по пазам, выполненным на боковой поверхности матрицы 8 (пазы не показаны). Такая конструкция направляющей обеспечивает восприятие матрицей усилий, действующих на пуансо« при отбортовке поперек его оси в направле нии от периферии к центру обечаПки предотвращает увод пуансона. Другой конец pfcwara расположен на опоре 9. Рычаг расположен под углом к про дольной оси пресса (фиг, 3) для лик видации эксцентричного нагружения пресса. Работа осуществляется следующим образом. В исходном состоянии стол пресса установленной на нем матрицей должен бфть выдвинут из ытампового просфранства, а рычаг 2 с пуансоном 1 и направлякядей б подняты в крайне верхнее положение на уровне верхнего торца заготовки 7, установленной на матрице 8. Нагретую заготовк с;предварительно вырезанным отверст ем устанавливают на матрицу по упорам или ловителям (не показаны) и вйесте со столом вводят под траверсу пресса при этом пуансон и направляю щая вводятся внутрь обечайки, причем ойи движением траверсы пресса вниз опускаются до соприкосновения с обе чайкой. В этот момент вынимают фиксатор 5 и направля-кнцая по пазам матрицы опускается на внутреннюю повер нЬсть заготовки. - С этого момента другой конец рычага устанавливают на.опору, а конец посредством траверсы пе ремещают в направлении отбортовки и осуществляют вытйжку и отбортовку патрубка. R процессе отбортовки задний конец рычага также опускается си хронно посредством редукционной сиетемы клапанов гидравлического привода опоры 9. Формула изобретения 1.Устройство для штсшповки патрубков на крупногабаритных обечайках , содержащее приводимый от пресса двуплечий рычаг, один конец которого свободно установлен на опоре, а на другом - закреплен пуансон с направляющей , а также расположенную соосно с пуансоном матрицу, отличающееся тем, что, с целью повышения качества патрубков путем предотвращения увода пуансона в процессе штамповки, направляющая соединена с пуансоном фиксатором, установлена с возможностью перемещения относительно матрицы и выполнена в виде балки длиной, превышающей ширину обечайки и имеющей отверстие под пуансон. 2.Устройство по п. 1, отлич а ю щ е е с я тем, что направляющая выполнена в виде скобы с профильными концами, а на наружной поверхности матрицы выполнены пазы для направления профильных концов скобы. 3.Устройство по п. 1, отличающееся тем, что рычаг установлен под углом к продольной оси пресса, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР в 220727, кл. В 21 J 5/02, 1965.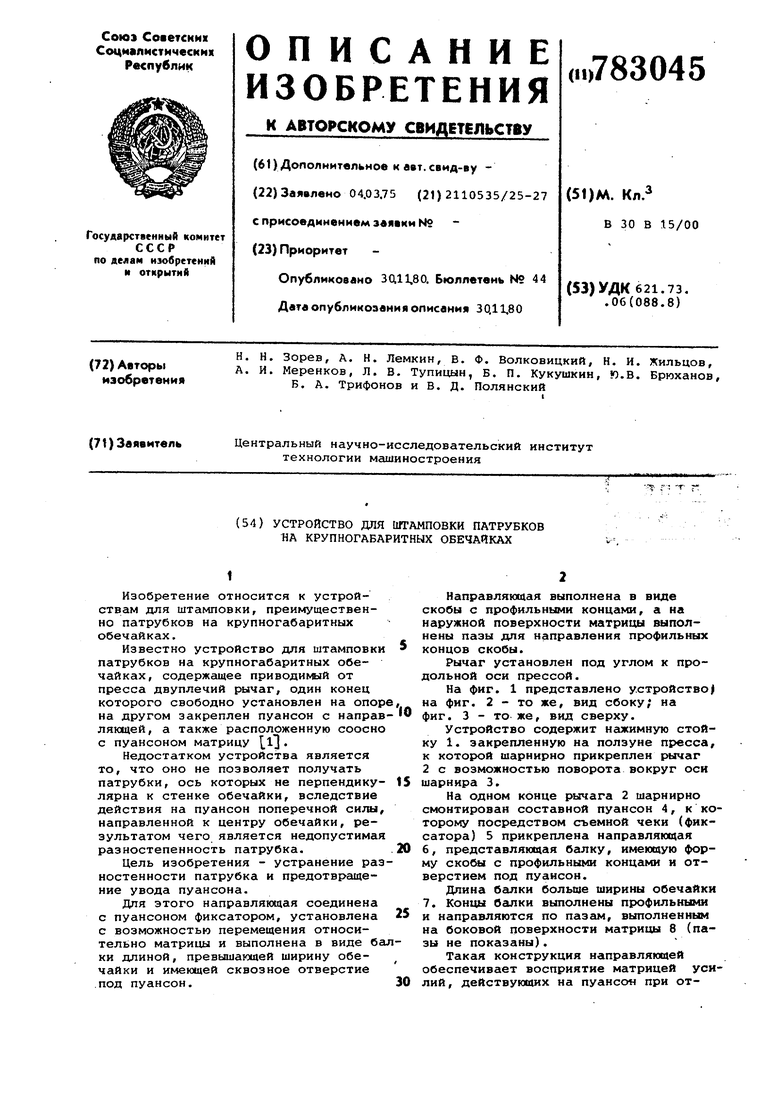
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки патрубков на обечайках | 1978 |
|
SU866836A1 |
| Устройство для одновременной отбортовки нескольких патрубков на обечайке | 1980 |
|
SU912324A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| СПОСОБ БЕЗМАТРИЧНОЙ ГОРЯЧЕЙ ШТАМПОВКИ НЕФТЕ-ГАЗО-ВОДОПРОВОДНЫХ СТАЛЬНЫХ ТРОЙНИКОВ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2410180C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ТРОЙНИКОВ ДЛЯ АТОМНОЙ И НЕФТЕГАЗОВОЙ ОТРАСЛИ И ТЕПЛОВОДОПРОВОДНЫХ СЕТЕЙ ПОСРЕДСТВОМ ВЫДАВЛИВАНИЯ ОТВЕТВЛЕНИЯ ИЗНУТРИ ТРУБНОЙ ЗАГОТОВКИ И СИСТЕМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2492951C1 |
| Устройство для развертывания крупногабаритной обечайки | 1984 |
|
SU1255236A1 |
| Устройство для гибки листовыхзАгОТОВОК | 1979 |
|
SU845955A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ТИКСОЗАГОТОВКА, СПОСОБ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ШТАМПОВКИ | 2010 |
|
RU2434706C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2010 |
|
RU2443560C1 |