Предметом изобретения является станок для калибровки стеклянных трубок по внешнему и внутреннему диаметрам.
Существующий метод изготовления стеклянных трубок, имеющих калиброванный внутренний диаметр, не обеспечивает должного качества трубок.
- Калибрование стеклянных трубок по внешнему диаметру, необходимое, например, при изготовлении ампул, на этих установках производить было нельзя.
В предлагаемом станке одновременное калибрование стеклянных трубок по внутреннему и наружному диаметрам осуществляется благодаря тому, что стеклянная трубка, разогретая до состояния текучести, токами высокой частоты, под действием собственного веса протекает между калибровочными шариком и кольцом, после чего охлаждается внутри кольцевого воздушного холодильника.
Применение предлагаемого станка позволяет повысить качество трубок.
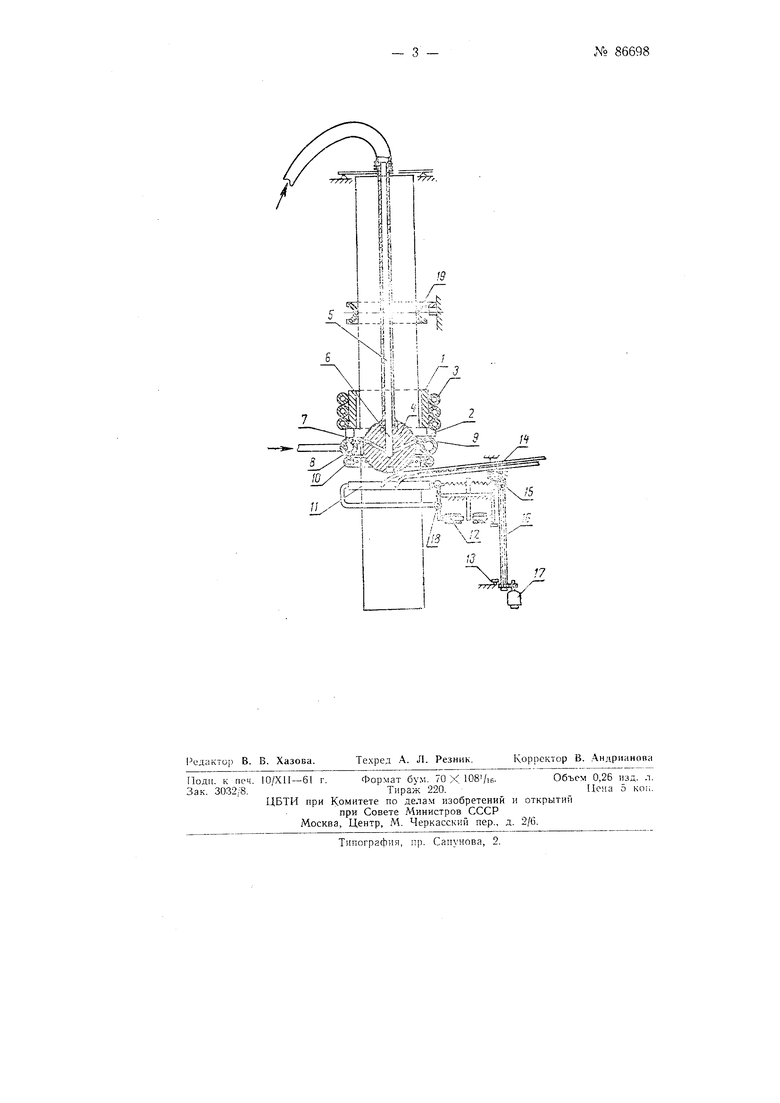
На чертеже схематически изображен станок в вертикальном
разрезе.
Станок состоит из стальной втулки /, опирающейся на фарфоровую шайбу 2 и помещенной в поле медного, охлаждаемого водой, индуктора 3 стального калибровочного шарика 4, навинчиваемого на пустотелый стержень 5 и снабженного вертикальным. 6 и наклонным 7 каналами; пустотелого калибровочного кольца 8 с радиальными отверстиями 9; кольцевого воздушного холодильника 10; пустотелого, разъемного, охлаждаемого водой кольца //; реле 12, управляющего сжатием и разжатием кольца // при замыкании контактов 13 и 14, а также введением в зацепление гайки 15 с самоходным винтом 16 и включением электродвигателя 17 для подъема кольца //.
Калибрование трубок производится следующим образом.
Стеклянная трубка, подлежащая калибровке, надевается на стержень 5 затем на стержень навинчивается калибровочный щарик 4, после чего стержень с щ&риком и трубкой опускаются внутрь калибровочного кольца 8. Втулка /. нагреваемая в поле индуктора 3 токами
№ 86698- 2 -
высокой частоты, разогревает стеклянную трубку до состояния текучести, вследствие чего под действием собственного веса трубка протекает сквозь кольцевое пространство между калибровочнылГшариком 4 и кольцом 8, приобретая точно заданные размеры внутреннего и наружного диаметров.- ПрохЬдя дальше внутри кольцевого воздушного холодильника 10, стеклянная трубка частично охлаждается, восстанавливает свою жесткость и направляется в разрезное устройство. Резка трубки на равные части производится охлаждаемым водой кольцом //. При плотном обжатии калиброванной еще горячей стеклянной трубки холодным кольцом // от местного переохлаждения образуется трещина, разрезающая трубку строго по линии соприкосновения ее с кольцо.м 11, которое сопровождает трубку при ее движении вниз до замыкания концевого контакта 13. Гайка 15 при STOJM выведена из зацепления с ходовым винтом 16. При замыкании концевого контакта 13 срабатывает реле 12, управляющее разжатием рычагами 18 половинок кольца 11, введением гайки 15 в зацепление с винтом 16 и запуска электродвигателя 17. Происходит подъем кольца 11. При замыкании концевого контакта 14 снова срабатывает реле 12, рычаги 18 обжимают кольцо // вокруг стеклянной трубки, гайка 15 выводится из зацепления, электродвигатель 17 останавливается и происходит следующий, аналогичный описанному, цикл отрезки.
В процессе калибрования по осевому отверстию в стержне 5 и по каналам 5 и 7 подается смазка на внутреннюю поверхность стеклянной трубки, а по отверстиям 9 - на наружную поверхность стеклянной трзбки. Направляющая 19 служит для удержания верхней части ка-чибруемой трубки в вертикальном поло 1сении.
Предмет изобретения
1.Станок для калибровки стеклянных трубок по внешнему и внутреннему диаметрам, отличающийся тем, что, с целью повышения качества трзбок, он состоит из расположенных между кольцевым воздушным холодильником и нагреваемой токами высокой частоты втулкой внешнего калибровочного кольца и внутреннего калибровочного шарика, соединенного с вертикальным стержнем, служащим направляющ,ей для заготовки трубки, проходящей при размягчении между кольцом и шариком.
2.Станок по п. 1, отличающийся тем, что, с целью резки калиброванной трубки на равные части, применено приспособление, выполненное в виде обжимающего трубку полого, охлаждаемого водой кольца, имеющего возвратно-постунательное движение но вертикали, соответственно ходу трубки, с помощью ходового винта.
3.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью смазки трубки в момент ее калибровки, калибровочное кольцо и стержень щарика выполнены полыми, а шарик снабжен каналами.
4.Форма выполнения станка по п. 1, отличающаяся тел;, что, с целью осуществления рабочих циклов режущего приспособления, применено реле.
, - i:Ь4
(7 --;0- V.--tiiiV
- , l i ---Jj,.--.i3, K;
JiI /к J Hi i
-:;-T ---;,v.
-3 rT1iM
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для установки в патрон круглошлифовального станка внутренних колец конических роликоподшипников | 1951 |
|
SU96001A1 |
| Весы с автоматически уравновешиваемым коромыслом | 1959 |
|
SU128633A1 |
| Способ получения из расплавленного металла прутков в стеклянной оболочке | 1951 |
|
SU112427A1 |
| Устройство для клеймения | 1980 |
|
SU869908A1 |
| Станок для обработки шариков | 1983 |
|
SU1098763A1 |
| Устройство для калибрования внутреннего канала стеклянных трубок | 1978 |
|
SU771031A1 |
| Инструмент для калибрования внутренней резьбы | 1981 |
|
SU958024A1 |
| Жидкостной калориметр-титрометр | 1977 |
|
SU690330A1 |
| ПРИБОР ДЛЯ НЕПРЕРЫВНОГО ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК И ПАЛОЧЕК | 1929 |
|
SU38275A1 |
| Станок для автоматической притирки пары винт-гайка | 1957 |
|
SU121051A1 |