1
Изобретение относится к обработке металлов давлением, а именно к способам осадки заготовок..
Известен способ одновременной осадки заготовок, включающий укладку двух одинаковьлх цилиндрических заготовок параллельно одна другой на плиту и их совместное деформирование усилием, перпендикулярным продольным осям заготовок 1.
Недостаток известного способа ограниченность номенклатуры изготавливаемых изделий.
Цель изобретения - расширение номенклатуры изготавливаемых изделий
Поставленная цель достигается тем, что в способе одновременной осадки заготовок, включающем усгщку двух одинаковых цилиндрических заготовок параллельно одна другой ..на плиту и их совместное деформированиеусилием, перпендикулярным осям заготовок, заготовки укладывают с зазором между их боковыми поверхностями, не превышающими двух диаметров заготовки, а при совместном деформировании усилие прилагают к участкгии заготовок длиной не менее 30% их длины.
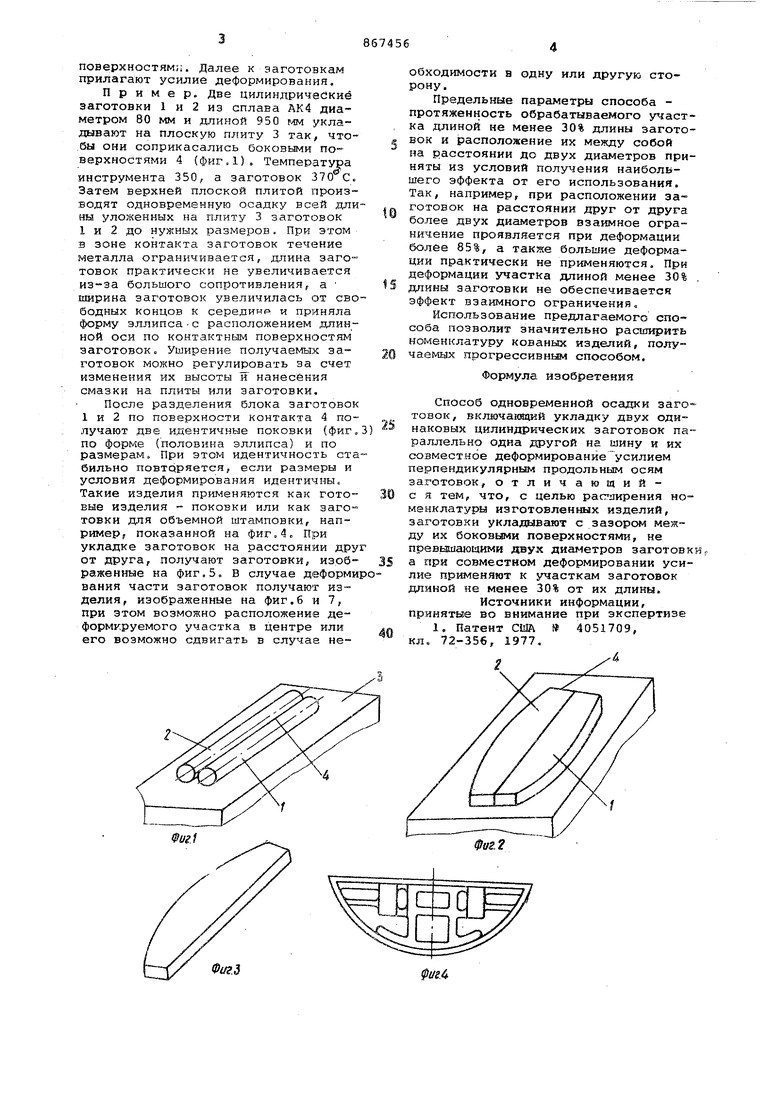
На фиг.1 показаны две заготовки, уложенные на нижнюю плиту (плоскую) образунадими и контактирующими боковыми поверхностями; на фиг.2 - блок поковок, полученных после одновременной осадки по всей длине; на фиг.З - отдельная поковка после разделения блока; на фиг.4 - штамповка, для изготовления которой можно использовать полученную поковку; на фиг.5 - две заготовки, уложенные друг от друга на расстоянии двух диаметров и их форма после осадки по всей длине; на фиг.6 - две заготовки, часть длины которых осажена, при этом осаженный участок расположен в средней части заготовок; на фиг.7 - две заготовки, осаженный участок у которых расположен с од20ной стороны.
Способ осуществляют следующим образом.
Заготовки 1 и 2 уклащывают на плиту 3. В зависимости от.требуемой
25 конфигурации изделия между заготовками предусматривают зазор величиной не более двух диаметров, т.е. в некоторых случаях заготовки мох-ут 3Q контактировать между собой боковыми поверхностям;:. Далее к заготовкам прилагают усилие деформирования, Пример. Две цилиндрические заготовки 1 и 2 из сплава АК4 диаметром 80 мм и длиной 950 рда укладывают на плоскую плиту 3 так, что.бы они соприкасались боковыми поверхностями 4 (фигЛ). Температура инструмента 350, а заготовок 370 С« Затем верхней плоской плитой производят одновременную осадку всей дли ны уложенных на плиту 3 заготовок 1 и 2 до нужных размеров, При этом в зоне контакта заготовок течение металла ограничивается, длина заготовок практически не увеличивается из-за большого сопротивленияр а ширина заготовок увеличилась от сво бодных концов к серединр и приняла форму эллипса - с расположением длинной оси по контактным поверхностям заготовок. Уширение получаемых заготовок можно регулировать за счет изменения их высоты F нанесения смазки на плиты или заготовки. После разделения блока заготовок 1 и 2 по поверхности контакта 4 по лучают две идентичные поковки (фиг по форме (половина эллипса) и по размерам. При этом идентичность ст бильно повторяется, если размеры и условия деформирования идентичны. Такие изделия применяются как готовые изделия поковки или как заго товки для объемной штамповки, например, показанной на фиг,4„ При укладке заготовок на расстоянии дру от друга, получают заготовки, изоб раженные на фиг.5. В случае деформи вания части заготовок получают изделия, изображенные на фиг.б и 7, при этом возможно расположение дефорМ1 руемого участка в центре или его возможно сдвигать в случае необходимости в одну или другую сторону . Предельные параметры способа протяженность обрабатываемого участка длиной не менее 30% длины заготовок и расположение их между собой на расстоянии до двух диаметров приняты из условий получения наибольшего эффекта от его использования. Так, например, при расположении заготовок на расстоянии друг от друга более двух диаметров взаимное ограничение проявляется при деформации более 85%, а также большие деформации практически не применяются. При деформации участка длиной менее 30% . длины заготовки не обеспечивается эффект взаимного ограничения« Использование предлагаемого способа позволит значительно расишрить нoIv eнклaтypy кованых изделий, получаемых прогрессивным способом. Формула изобретения Способ одновременной осадки заготовок, включакядий укладку двух одинаковых цилиндрических заготовок параллельно одна другой на шину и их совместное деформирование усилием перпендикулярным продольным осям заготовок, отличающийс я тем, что, с целью расиирения номенклатуры изготовленных изделий, заготовки укладывают с зазором между их боковыми поверхностями, не превьиаюцими двух диаметров заготовки, а при совместном деформировании усилие применяют к участкам заготовок длиной не менее 30% от их длины. Источиики информации, принятые во внимание при экспертизе 1. Патент США 4051709, кл. 72-356, 1977,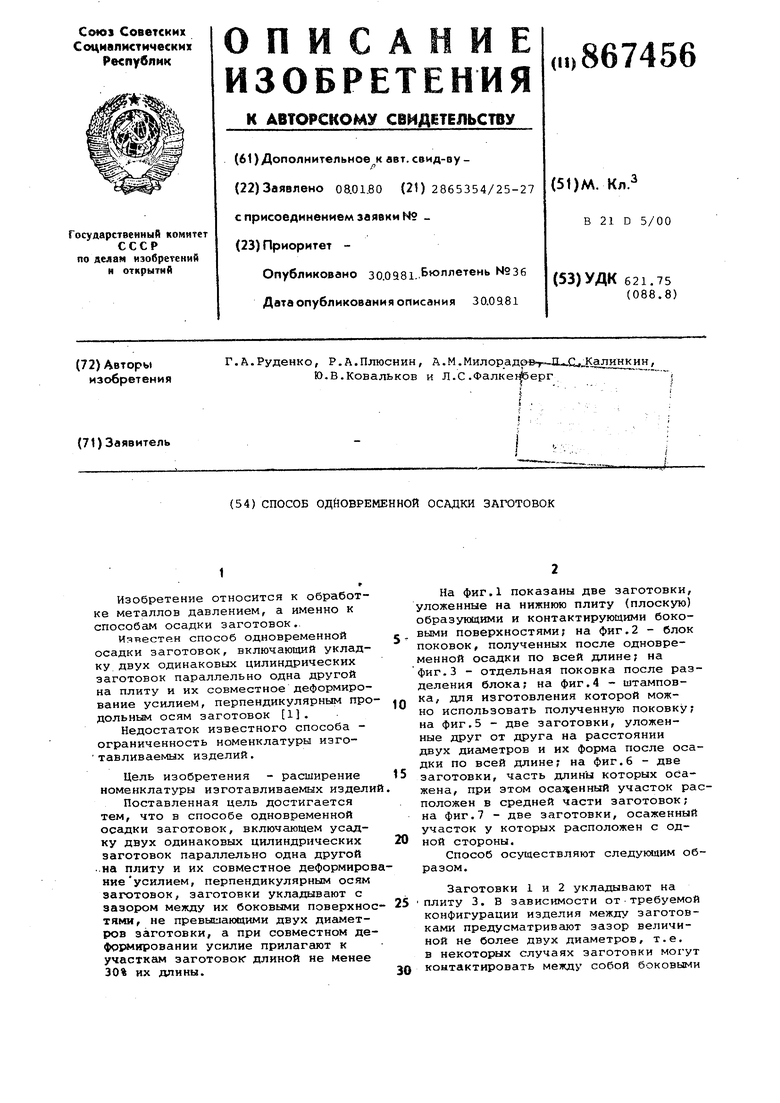
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки поковок типа противовесов | 1988 |
|
SU1609545A1 |
| Способ изготовления поковок дисков | 1989 |
|
SU1729671A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |

