Изобретение относится к металлур гии, а именно к металлургическому оборудованию, предназначенному для производства гнутых профилей с перио дически повторяющимися гофрами жестйости на полосах из черных металлов и цветных сплавов. Известно устройство для периодич кого профилирования, в котором для получения периодически повторяющихся гофров жесткости устанавливают две клети, из которых первая осущес вляет предварительную формовку полосы, а вторая - окончательную формовку. При этом валки клетей работа ют в синхронном режиме, а формирующие элементы имеют фазовые смещени. по положению 11 . К недостаткам этой конструкции следует отнести необходимость смены формующих элементов прк изменении . параметров гофров жесткости, удлиняется технологическая линия стаиа за счет установки двух клетей и повышается стоимость оборудования для производства периодически повторяющихся гофров жесткости на полосах. Известна клеть для периодического профилирования, содержащая установленные в станине сменные проФияьные верхний и нижний валки с подушками и нажимные цилиндры с плунжерами 2 . К .недостаткам этого устройства следует отнести то, что при изменении параметров гофра необходимо менять профиль копира; при широких полосах необходимо устанавливать несколько копировальных устройств и несколько цилиндров, что значительно усложняет конструкцию и схему управления, при этом все копировальные устройства должны работать синхронно с высокой точностью для обеспечения синхронного подъема всех цилинда)ов. Кроме того, дроссельное регулирование, работающее в повторно-кратковременном режиме, при больших скоростях изменения параметров и высоком давлении работает неустойчиво, возможно появление автоколебаний системы; трудность иэготов г; ления распределительного золотника (следящих золотников) для обеспечения работы системы при больших расходах (2000 л/мин) и высоком давлении (2000 кгс/см, а также недолговечность такого золотника вследствие размьшкиV его рабочих кромок.
Цель изобг тения - рас/ ифение сотамента м повьдпепие лроизисдительно тн.
Указанная цель достигается тем, что клеть снабжена огпаничителями хода нажимных иилиндров, закреплеиньтм - Hti еерхней -(асти станины, упорами, жестко закрепленными i-ia подуш-ха. ь:ижнего ПРОФИЛЬНОГО ВЕЛка f установлепнЕ-тми с возможгюстью взаимодействия с ограничителями хода нажимпьми цилкгшрами. дозато-ром с регулкруемтл. объемом, ззаимоСБЯэа1;пы л с поз7О ; гями наиимных цк липлров,, а ;тлунл;еры последних уста,иовлены с волмоиностьго вза:-№ одействия с упорами.
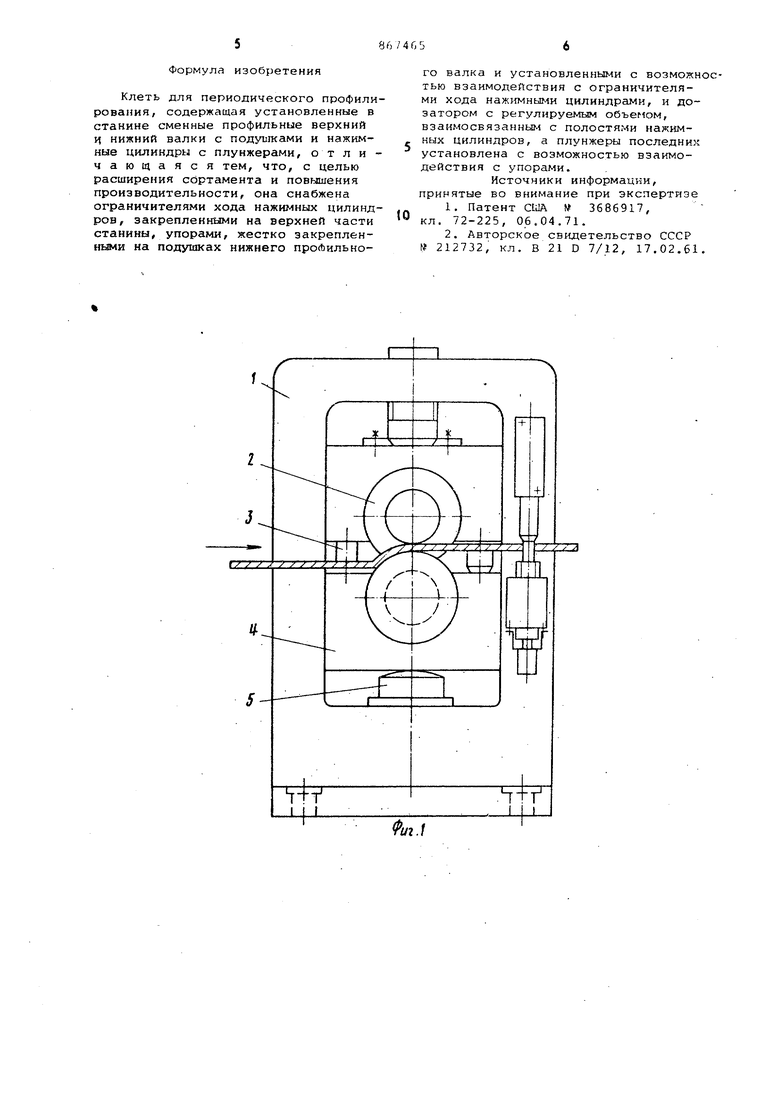
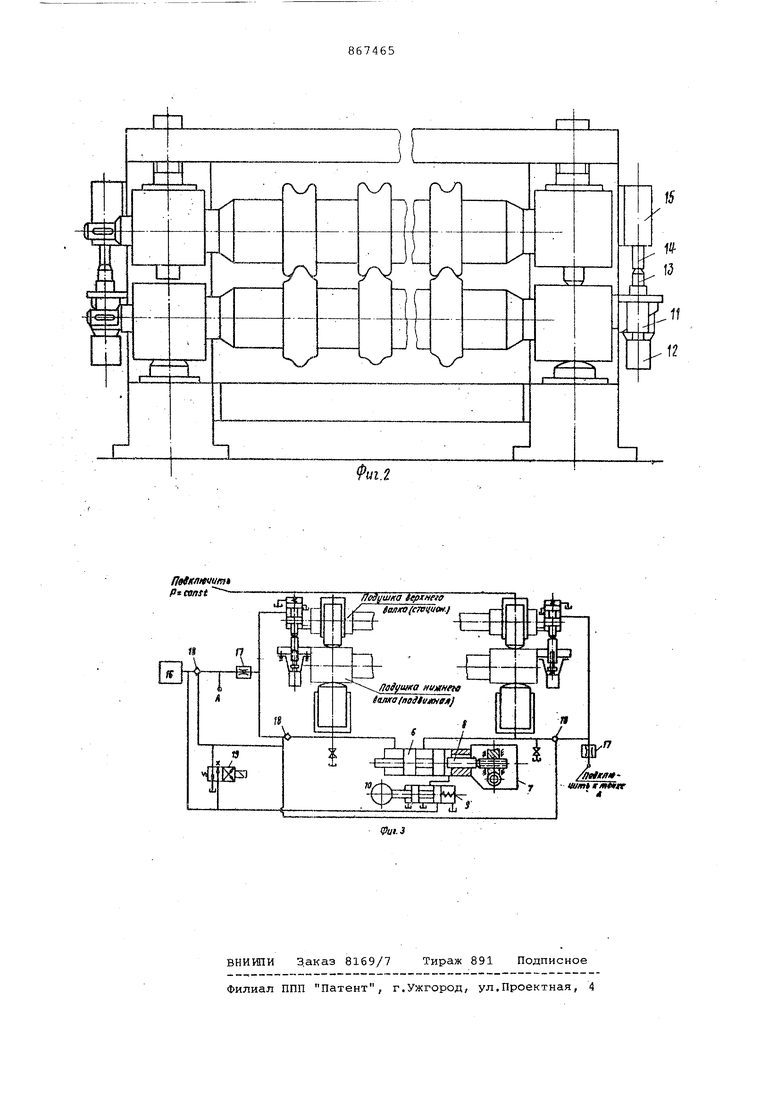
На фиг .1 иэобраиа;1а клеть ;цля периодического профилирования; :на фиг. 2 - принципиальная гидравл и ч е с ; а я с х е г.т а управ л е и и я ; н а Фи.г.З - схема управления клетью,
В ст5нл 1е 1 уста1 ОБлен верхний профилЫЫй валок 2 со встроенными возвратными цилиилрачи 3, сопряжекньсчи с подушками i-1лж.-его проф 1льfioro ззалка 4, перемещаемого нажимными цилиндрами 5. полости которых соединена трубопровода ;- о полостями дозатора б, объем выдачи ;рабо:чей жидкости которого регулируется регулятором 7 с помощью встроенного упора 8. Управление дозатором -i производится распределителем 9. шток которого контактирует с поверхпоотью хулачка .10, или оо DJTOIком электромагнита, поздепствую цего на шток по заданной программе.. (
На подушке кижнехо профильного валка жестко закреплены упоры 11 регулируемой длины с приводами 12, регулирующими ход винтов 13,- воздействуюцих и а илтоки 14 ограничите 15 хода, эакреглемпых верхней части станины.
Разделение трубопроводоз дозатора 6 с ограничителем 15 хода и подключение трубопроводозз нагнетания насосно-аккумуляторной станции 16 цилиндрам 5 осуг;ествляется через дроссельные шайбы 17 и Обратнке клапан-Ы 18, управляемые от распределителя 19,
Для получения гофров жесткости на полосе соответствуютих параметр производится настройка объема выдачи рабочей жидкости из дозатора б с помощью ретудятора 7 и упорчм 8„
Настраивается также длина регулируемого винта 13 включением привода 12. Одновременно кулачок или злектромагнит занимает положениер обеспечивающее переключение распре делителя 9 в положение, при которо правая полость дозатора соединена со сливным трубопрородоМр а подв-од давления к распределителю 9 перекрыт „
U несходном положении клапана обратнне управляемые клапаны 18 закрыты, магнит распределителя 19 отк точен,
Для нанесения гофров жесткости на полосер привод подачи полосы поворачивает кулачек или включается электромагнит 10, который переключает распределитель 9 и полается давление в крайнюю (правую) полостк дозатора 6. Рабочая жидкость из дозатора выдавливается в полости нижних нажимных цилиндров 5. При этом обеспечивается синхронный подъем нижнего профильного валка с высокой точностью за счет равных объемов выдаваемых дозатором каждому цилиндру
После полной выдачи рабочей жидкости из полостей дозатора б, Бслючается электромагнит распределителя 19 и последний открывает обратные управляемые клапаны 18.
При этом нагнетание от насосноакг-умуляторной станции через калибр заиные дроссельные шайбы 17 посту;.аст к полостям цилиндров 5 с целью дожтма профильного валка до заданKorci положения.
Дальнейший подъем профильного валка ограничивается за счет воздейстпия винта 13 на шток 14 ограничителя 15 хода. При подъеме профильного валка выше заданного положения открывается ограничитель 15 ход обеспечивающий соединение трубопрозодов нагнетания цилиндров 5 со сливным трубопроводом системы. Врег«5 удерж 1ния профильного валка в верхнем положении зависит от требуемой длины гофров жесткости и скорости подачи полосы. После чего отключает ся элеи-стромагнит распределителя 19, эакрыпггются обратные yпpaвляe {ыe клапаны 18, а распределитель 9 переключается в исходное положение.
Цилиндры возврата 3 опускают нижний профильн.ый валок внижнее положение, вь.н(имая рабочую жидкость из полостей цилиндров 5 в дозатор. В дальнейшем цикл работы клети для периодического профилирования продолжается „
использование клети для периодического профилирования в профилегибочных станах позволяет получать гофры жесткости с изг.- еняемыГЛ шагом на полосах различных толщин в одной клети вместо нескольких клетей. При этом профильные валки используются без схиены так как параметры гофров обеспечиваются принципом работы клети, чем резко сокращается требуемое количество пар валков/ уменьшаются простои стана за. счет сокраще11ия количества перевалок, тем самым повышается производительность всего профилегибочного стана.
Формула изобретения
Клеть для периодического профилирования, содержащая установленные в станине сменные профильные верхний И нижний валки с подушками и нажимные цилиндры с плунжерами, отличающаяся тем, что, с целью расширения сортамента и повышения производительности, она снабжена ограничителями хода нажимных цилиндров, закрепленными на верхней части станины, упорами, жестко закрепленными на подушках нижнего проЛильного валка и установленньлми с возможностью взаимодействия с ограничителями хода нажимными цилиндрами, и дозатором с регулируемым объемом, взаимосвязанным с полостями нажимных цилиндров, а плунжеры последних установлена с возможностью взаимодействия с упорами.
Источники информации, принятые во внимание при экспертизе
1.Патент сил № 3686917, кл. 72-225, 06.04.71.
2.Авторское свидетельство СССР
tf 212732, кл. В 21 D 7/12, 17.02.61.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть профилегибочного стана | 1976 |
|
SU827214A1 |
| Профилегибочный стан | 1982 |
|
SU1098606A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| Профилегибочный стан | 1978 |
|
SU747568A1 |
| Клеть прокатного стана | 1988 |
|
SU1507468A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВАЛКА ОБЖИМНОГО СТАНА | 1996 |
|
RU2104107C1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2001 |
|
RU2227078C2 |
mt Пеаушка tepxaeta iiaxo (crai(von-i
floiyuKa нищнпв ioMa (наНиинвя}
Я
I
f1
r
Tt
i
.k22if Щ
iSHinx
л
w
dj
