(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Отводящий рольганг холодильника мелкосортного стана | 1981 |
|
SU1014616A1 |
| Устройство для сортировки мелкосортного проката | 1979 |
|
SU867537A1 |
| Устройство для раскроя пакета полос мелкосортного проката | 1981 |
|
SU969471A1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Устройство для управления порезкой стационарными ножницами пакета мелкосортного проката на прутки | 1973 |
|
SU529020A1 |
| Устройство управления перемещением пакета полос мелкосортного проката при порезке на стационарных ножницах | 1983 |
|
SU1109207A1 |
| Упор для остановки ферромагнитного проката | 1981 |
|
SU984539A1 |
| Устройство для раскроя пакетовСОРТОВОгО пРОКАТА | 1978 |
|
SU801991A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| Ножницы для резки проката | 1976 |
|
SU745604A1 |
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для порезки проката.
Известно устройство для порезки проката, содержащее рольганг, стационарные нож ницы и останов проката 1.5
Недостаток известного устройства вызван особенностями торцовки полос ме.ткосортного проката остановом. Даже при низких скоростях перемещения полос мелкосортного проката при соприкосновении с Q остановом полосы теряют продольную устойчивость. На практике это проявляется постоянно при торцовке мелких профилеразмеров проката диаметром 10-16 мм. Изгиб полос в передней части пакета сохраняется и в момент реза. После реза за счет 15 сил упругости изогнутые прутки распрямляются и их длина в пачке оказывается больше заданной. Зачастую указанное отклонение длины прутка превышает допуск, т.е. снижается точность порезки.jo
Цель изобретения - повышение точности резки за счет уменьшения искривления проката при резке.
Указанная цель достигается тем, что устройство для резки проката, содержащее
рольганг, стационарные ножницы и останов проката, снабжено горизонтальными направляющими, расположенными под рольгангом перед стационарными ножницами, а останов проката выполнен в виде подпружиненного упора и устаноатенных на указанных направляющих с возможностью дополнительного вертикального перемещения салазок с электромагнитом.
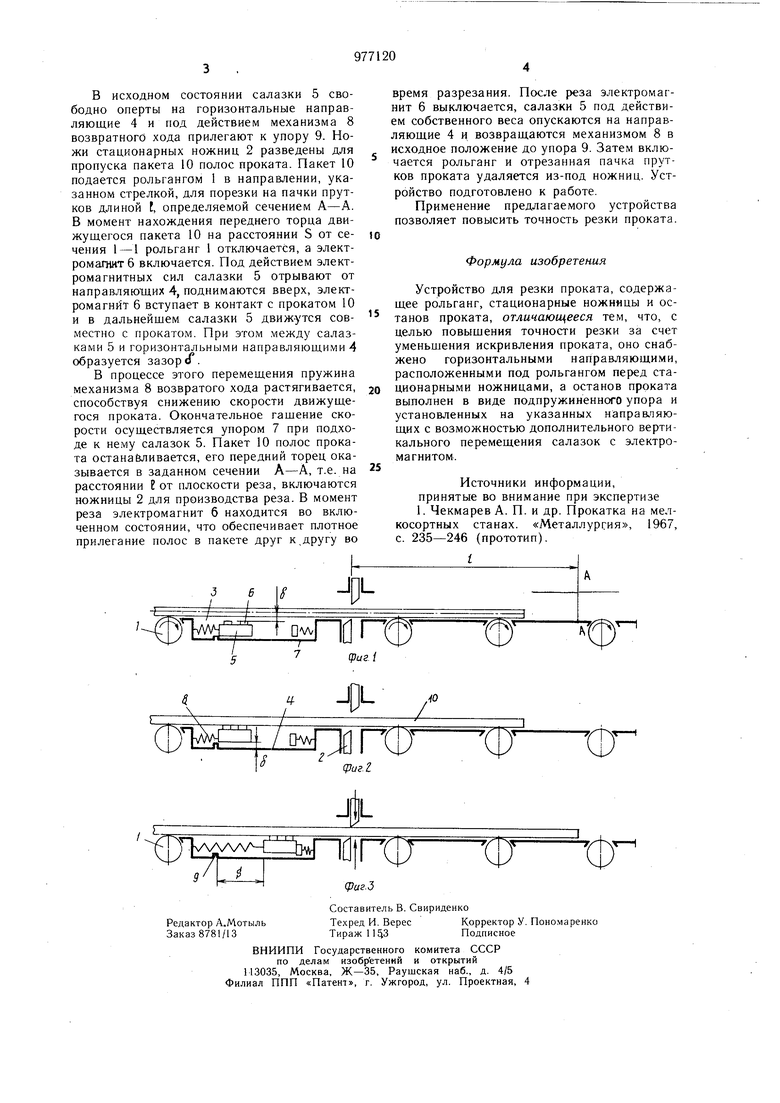
На фиг. 1 изображена схема устройства для резки проката, общий вид; на фиг. 2 - то же, в момент включения; на фиг. 3 - то же, в момент остановки проката.
Устройство для резки проката содержит рольганг 1, стационарные ножницы 2, останов 3 проката и снабжено горизонтальными направляющими 4, расположенными под рольгангом 1 перед стационарными ножницами 2. Останов 3 проката выполнен в виде салазок 5 с электромагнитом 6, установленных на направляющих 4, и подпружиненного упора 7. Возврат салазок 5 в исходное положение осуществляется механизмом 8 возврата до упора 9.
Устройство для резки проката работает следующим образом.
В исходном состоянии салазки 5 свободно оперты на горизонтальные направляющие 4 и под действием механизма 8 возвратного хода прилегают к упору 9. Ножи стационарных ножниц 2 разведены для пропуска пакета 10 полос проката. Пакет 10 подается рольгангом I в направлении, указанном стрелкой, для порезки на пачки прутков длиной I, определяемой сечением А-А. В момент нахождения переднего торца движущегося пакета 10 на расстоянии S от сечения 1 - 1 рольганг 1 отключается, а электромагнит 6 включается. Под действием электромагнитных сил салазки 5 отрывают от направляющих 4, поднимаются вверх, электромагнит 6 вступает в контакт с прокатом 10 и в дальнейщем салазки 5 движутся совместно с прокатом. При этом между салазками 5 и горизонтальными направляющими 4 образуется зазоре .
В процессе этого перемещения пружина механизма 8 возвратого хода растягивается, способствуя снижению скорости движущегося проката. Окончательное гашение скорости осуществляется упором 7 при подходе к нему салазок 5. Пакет 10 полос проката останабливается, его передний торец оказывается в заданном сечении А-А, т.е. на расстоянии EOT плоскости реза, включаются ножницы 2 для производства реза. В момент реза электромагнит б находится во включенном состоянии, что обеспечивает плотное прилегание полос в пакете друг к,другу во
гф
время разрезания. После реза электромагнит б выключается, салазки 5 под действием собственного веса опускаются на направляющие 4 и возвращаются механизмом 8 в исходное положение до упора 9. Затем включается рольганг и отрезанная пачка прутков проката удаляется из-под ножниц. Устройство подготовлено к работе.
Применение предлагаемого устройства позволяет повысить точность резки проката.
Формула изобретения
Устройство для резки проката, содержащее рольганг, стационарные ножницы и останов проката, отличающееся тем, что, с целью повыщения точности резки за счет уменьщения искривления проката, оно снабжено горизонтальными направляющими, расположенными под рольгангом перед стационарными ножницами, а останов проката выполнен в виде подпружиненного упора и установленных на указанных направляющих с возможностью дополнительного вертикального перемещения салазок с электромагнитом.
Источники информации, принятые во внимание при экспертизе 1. Чекмарев А. П. и др. Прокатка на мелкосортных станах. «Металлургия, 1967, с. 235-246 (прототип).
/О
/
Х1Г
