(54) СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ
В СВОБОДНОМ АБРАЗИВЕ И УСТРОЙСТВО
ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к абразивной обработке например, снятию заусенцев, скруглению кромок полированию, зачистке и т. п. деталей преимущественно типа лопаток газотурбинных двигателей и может быть использовано в машиностроительной и других отраслях промышленности.
Известен способ обработки деталей типа лопаток в свободном абразиве, при котором в рабочую камеру засыпают слой абразива, располагают обрабатываемые детали и сообщают им вращательное движение 1.
Недостатком известного технического решения является то, что в момент запуска, т. е. в самом .начале процесса, когда включают шпиндель с лопатками, сопротивление его вращению в невзвешенном абразиве оказывается очень большим, что требует больших затрат мощности на привод и может вызвать недопустимую- деформацию .обрабатываемых деталей, особенно нежестких, например компрессорных лопаток при большом слое абразива.
Известные устройства для обработки деталей в свободном абразиве, содержащие рабйчую и воздухоподающую камеры, разделенные газораспределительной решеткой,
на которой расположен абразив, при этом в рабочей камере установлен шпиндель 2 .
Недостатком известных устройств является невозможность регулирования подачи сжатого воздуха в зависимости от скорости вращения.
Цель изобретения - повышение качества обработки деталей.
Указанная цель достигается тем, что в предлагаемом способе перед сообщением деталям вращательного движения под слой абразива подают сжатый воздух, приводя его во взвешенное состояние, а затем при вращении деталей подачу воздуха прекращают.
В устройстве для обработки деталей в свободном абразиве шпиндель снабжен центробежным регулятором, кинематически соединенным с введенным в устройство регулятором подачи воздуха в воздухоподающую камеру, в которой выполнены отверстия перекрываемые введенными в устройство клапанами.
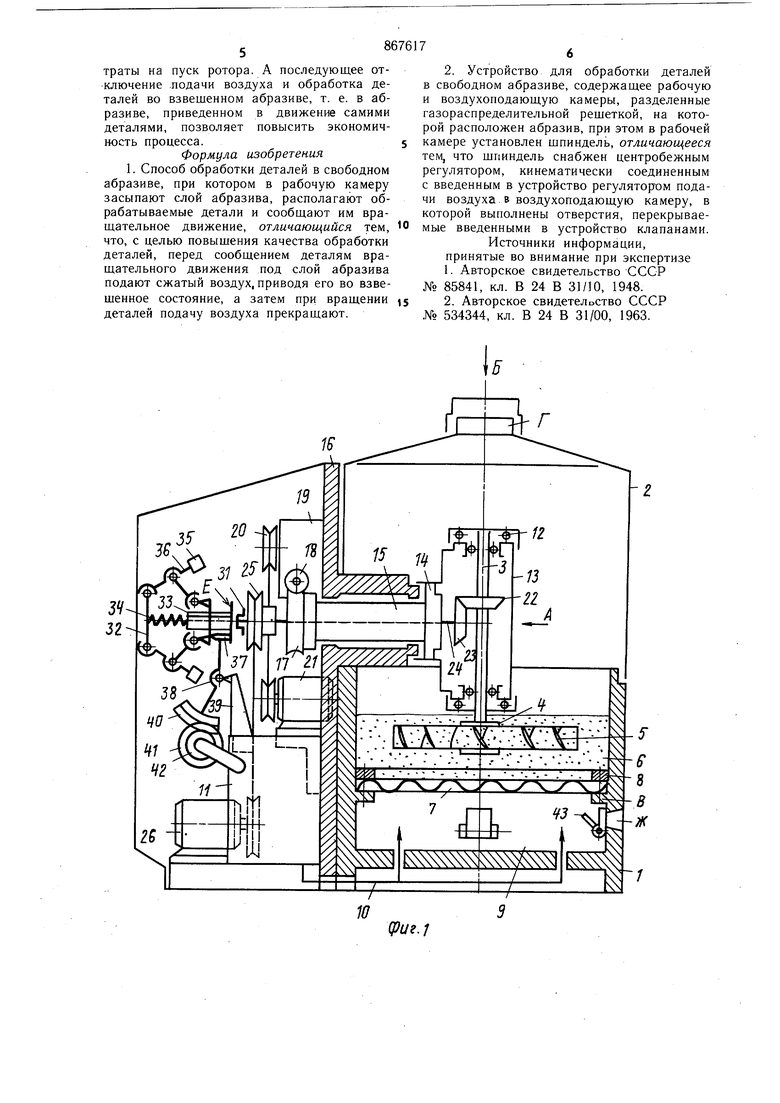
На фиг. 1 изображено устройство, осуществляющее способ, вертикальный осевой р)азрез; на фиг. 2 - частичный вид А на фиг. 1, вид сбоку на шпиндель, изображенный в двух положениях - рабочем и при смене деталей; на фиг. 3 - частичный вид Б на фиг. 1, вид сверху. На станине 1 устройства установлена рабочая камера 2,внутри которой расположен шпиндель 3, на роторе 4 которого закреплены обрабатываемые детали - лопатки 5, погруженные вместе с ротором в абразив 6, насыпанный на газораспределительную решетку 7, закрепленную между буртом В станины 1 и опорной (силовой) решеткой 8. Воздухоподаюш.ая камера 9 воздуховодом 10 соединена с регулятором 11 подачи воздуха, который соединен с источником сжатого воздуха. Шпиндель 3 с помошью подшипников 12 установлен с возможностью вращения вокруг своей оси в корпусе 13, который закреплен на фланце 14 вала 15, установленного с возможностью поворота в подшипниках корпуса 16, закрепленного на станине устройства. На конце вала 15 закреплено червячное колесо 17, взаимодействующее с червяком 18 редуктора 19, закрепленного на корпусе 16. Входной вал этого редуктора передачей гибкой связью 20 кинематически соединен с электродвигателем 21, закрепленным на корпусе 16. Шпиндель 3 коническими шестернями 22 и 23 кинематически соединен с трансмиссионным валом 24, расположенным с возможностью вращения на подшипниках внутри вала 15. На валу 24 закреплен шкив 25, соединенный передачей гибкой связью с валом электродвигателя 26, установленного на станине. Рабочая камера 2 имеет отверстие Г для выхода воздуха и отверстие Д для смены и загрузки обрабатываемых деталей, причем отверстие Д закрывается дверцей 27, имеющей возможность поворачиваться в петлях 28. На корпусе 16 установлены датчики 29 и 30 конечного положения корпуса 13 шпинделя, электрически соединенные с устройством пуска электродвигателя 21. На конце вала 24 закреплен центробежный регулятор 31 кинематически соединенный с регулятором 11 подачи воздуха в рабочую камеру. На валу 32 регулятора установлена подвижная втулка 33, имеющая возможность перемещаться относительно оси вала,. Торцом втулка упирается в пружину 34. Втулка кинематически щарнирно соединена с грузами 35, установленными на валу 32 на коромыслах 36. В кольцевую канавку Е втулки входит вилка 37 коромысла 38, имеющего возможность поворачиваться на оси кронштейна 39, закрепленного на корпусе 16 или станине. Второй конец коромысла 38 снабжен зубчатым сектором 40, находящимся в зацеплении с шестерней 41, кинематически соединенной приводом 42 с управляющим звеном регулятора 11 подачи воздуха. Воздухоподаюш,ая камера 9 снабжена клапанами 43, соединяюш,ими или разъединяюш,ими эту камеру с атмосферой через отверстия Ж в стенках станины. Эти клапаны могут быть выполнены в виде, например, установленных на петлях внутри камеры крышек, закрывающих указанные отверстия под действием своего веса. Перед работой устройства шпиндель 3 расположен в горизонтальной плоскости, при этом ротор 4 с деталями 5 находится перед дверцей 27, что позволяет сменять детали или ротор вместе с деталями. После закрытия дверцы 27 включают подачу воздуха в камеру 9. Проходя через газораспределительную решетку 7 и рабочую камеру, воздух взвешивает абразив. Включают электродвигатель 21 и он через привод 20, червяк 18 и червячное колесо 17 поворачивает вал 15 вместе с шпинделем 3 до упора корпуса 13 в переключатель 29, выключающий вращение электродвигателя 21. При этом ротор с деталями оказывается во взвещенном слое псевдоожиженного абразива 6. Включают электродвигатель 26 и он через передачу гибкой связью 25 и коническую передачу 22 и 23 начинает раскручивать ротор с обрабатываемыми де- : талями. По мере увеличения его оборотов растет количество дополнительного воздуха, засасываемого им в рабочую камеру из воздухоподающей камеры 9. Одновременно под действием центробежных сил вращающихся вместе с валом 24 грузовиков 35 поворачиваются коромысла 36, смещая втулку 33 в направлении сжатия пружин 35. Втулка 33 поворачивает коромысло 38, которое через передачи 40-42 воздействует на управляющий орган регулятора 11 в направлении уменьшения подачи им воздуха в камеру 9. При выходе на расчетные обороты ротора с деталями подача воздуха полностью прекращается, а вращающийся ротор за счет ориентированного закрепления обрабатываемых лопаток подобно вентилятору засасывает воздух из камеры 9, куда он поступает за счет того, что под действием разрежения в ней открываются клапаны 43, соединяющие ее с атмосферой через отверстия Ж стенках. При этом происходит газомеханическое взвешивание абразива 6. Детали, вращаясь во взвешенном абразиве, обрабатываются им. В конце цикла o6pa6oTKf заданного определенным промежутком времени, выключают вращение ротора с деталями и поворачивают в исходное положение щпиндель 3 до упора его корпуса в переключатель 30. Так как обрабатываемые детали начинают вращать во взвешенном абразиве, т. е. в абразиве, приведенном в движение продувкой через него среды, то сопротивление их вращению в нем в начале пуска невелико, что предотвращает деформации нежестких деталей и уменьшает энергозатраты на пуск ротора. А последующее отключение -подачи воздуха и обработка деталей во взвешенном абразиве, т. е. в абразиве, приведенном в движение самими деталями, позволяет повысить экономичность процесса.
Формула изобретения
1. Способ обработки деталей в свободном абразиве, при котором в рабочую камеру засыпают слой абразива, располагают обрабатываемые детали и сообщают им вращательное движение, отличающийся тем, что, с целью повышения качества обработки деталей, перед сообщением деталям вращательного движения под слой абразива подают сжатый воздух, приводя его во взвешенное состояние, а затем при вращении деталей подачу воздуха прекращают.
2. Устройство для обработки деталей в свободном абразиве, содержащее рабочую и воздухоподающую камеры, разделенные газораспределительной рещеткой, на которой расположен абразив, при этом в рабочей камере установлен шпиндель, отличающееся тем, что шпиндель снабжен центробежным регулятором, кинематически соединенным с введенным в устройство регулятором подачи воздуха в воздухоподающую камеру, в которой выполнены отверстия, перекрываемые введенными в устройство клапанами. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 85841, кл. В 24 В 31/10, 1948.
2.Авторское свидетелоство СССР .№ 534344, кл. В 24 В 31/00, 1963.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| Устройство для обработки деталей в свободном абразиве | 1980 |
|
SU867618A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки в псведоожиженной среде | 1980 |
|
SU963824A2 |

