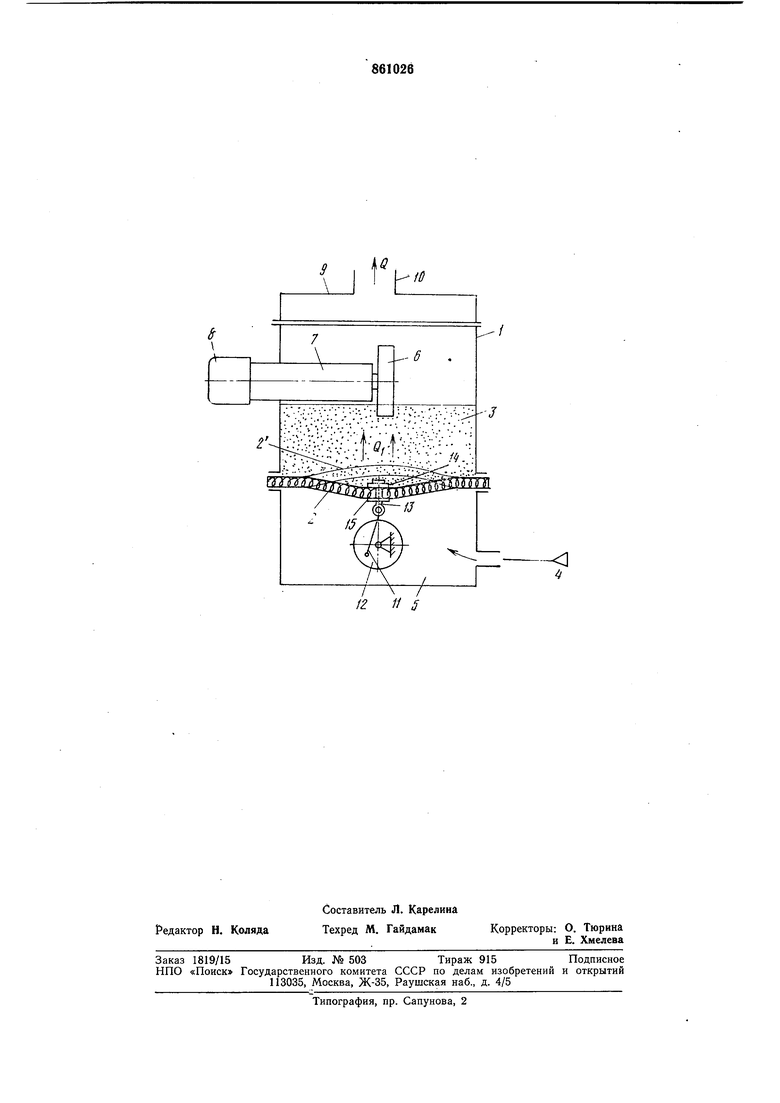
Обрабатываемую деталь 6 вращают шпинделем 7, снабженным приводом 8. Шпиндель закреплен на рабочей камере (горизонтальное расположение) или па ее крышке 9 (вариант вертикального расположения).
Поток ожижаюш,его агента (воздуха, газа и т. п.), проходя через газораспределительную решетку 2, взвешивает абразив 3 и выходит через патрубок 10. Деталь б, вращаясь в кипящем слое абразива, обрабатывается им.
Абразиву сообщают вертикальные и радиальные пульсации путем циклического изменения формы газораспределительной решетки 2 с выпуклой (изображено тонкими линиями на поз. 2) па вогнутую, для чего рещетку периодически прогибают за центральную часть в вертикальной плоскости.
Оптимальные величины частоты и амплитуды прогибов решетки определяют экспериментально (в зависимости от высоты абразивного слоя, диаметра рабочей камеры, конфигурации обрабатываемой детали и т. п.).
При изменении формы решетки путем ее прогиба изменяется высота слоя абразива над ее разными участками, а следовательно, и его сопротивление на этих участках. При этом воздух, взвешивающий абразив, проходит те части газораспределительной решетки, над которыми меньше сопротивление его истечению; при прогибе решетки вверх (поз. 2) основная часть потока Qj устремляется через центральную часть решетки, при прогибе вниз - через ее периферийные части. В результате циклической смены мест прохождения потока Q воздуха через абразив в последнем создаются радиальные составляющие движения - движение абразивных частиц в плоскости, перпендикулярной направлению двил :ения потока Q, т. е. в горизонтальной плоскости. Кроме того, - пульсации по высоте, причем не только за счет изменения составляющей потока Q воздуха, но и за счет подбрасывания абразива вибрирующей подобно мембране решеткой. Это способствует более равномерной обработке труднодоступных мест детали.
Прогиб газораспределительной решетки осуществлен специальным механизмом, расположенным в воздухоподающей камере 5, например, эксцентриковым, кривошинно-ша5 тупным или силовым цилиндром.
Шатун li эксцентрика 12 шарнирно соединен с винтом 13, проходящим через газораспределительную решетку в ее центральной части (если решетка круглая, то 0 через ее центр). Сверху и снизу решетка снабжена шайбами 14 и 15.
При работе устройства вращается приводной вал эксцентрика 12 от любого привода (на чертеже не изображен), а шатун 11 через винт 13 прогибает решетку то вверх, то вниз. Частота прогиба регулируется оборотами эксцентрика, а амплитуда - смещением шарнира шатуна на эксцентрике.
Применение способа обработки в псевдо0 сжиженном абразиве позволяет повысить производительность и качество обработки за счет интенсивного перемешивания абразива потоками взвешивающего его воздуха.
Формула изобретения
5
1.Способ обработки деталей в псевдоожиженном абразиве, при котором подачу ожижающего абразив агента производят через газораспределительную решетку, отличающийся тем, что, с целью расширения технологических возможностей, повышения качества и производительности обработки путем интенсивного перемещения абразива потоками взвешивающего его воздуха, изменяют форму газораспределительной решетки с выпуклой на вогнутую, для чего осуществляют периодический прогиб ее в центральной части.
2.Устройство для осуществления спосо0 ба по п. 1, содержащее рабочую камеру с
газораспределительной решеткой, под которой расположена воздухоподающая камера, отличающееся тем, что оно снабжено механизмом прогиба решетки, расположен5 ным в воздухоподающей камере. Источники информации, принятые во внимание нри экспертизе 1. Авторское свидетельство СССР № 534344, кл. В 24В 31/00, 1963. 0 2. Авторское свидетельство СССР по заявке № 2749515/08, кл. В 24В 31/00, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU878515A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки в псведоожиженной среде | 1980 |
|
SU963824A2 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848311A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU861024A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |