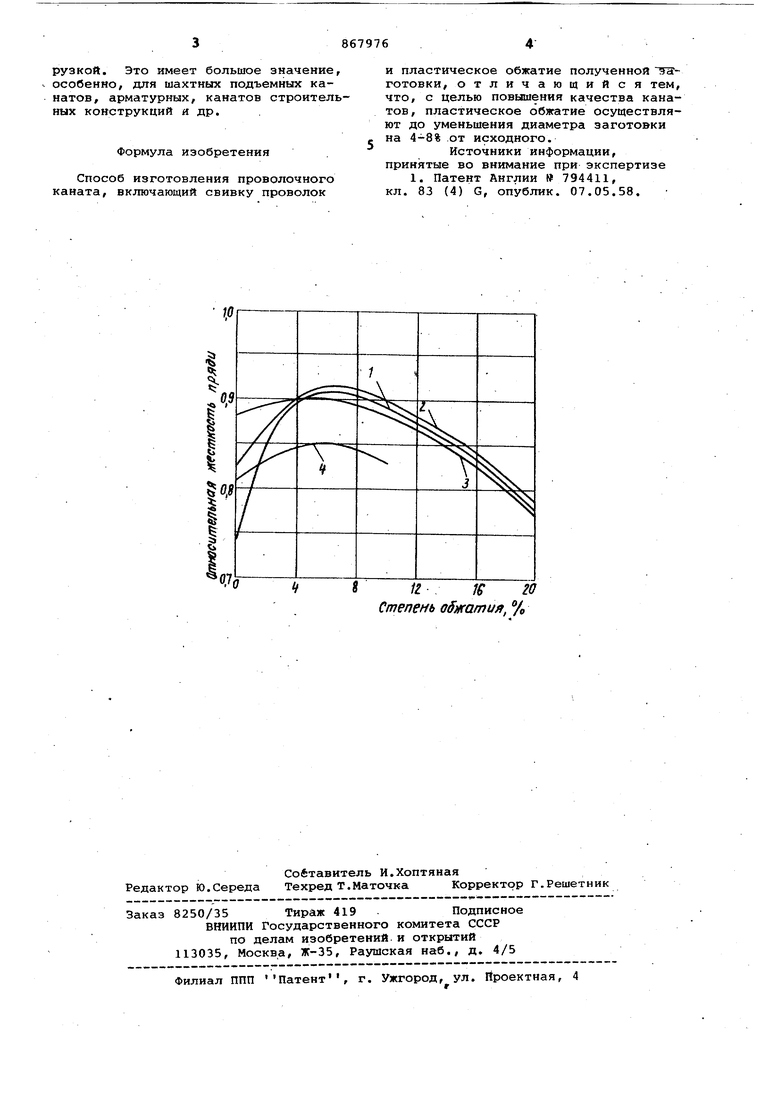
Изобретение относится к сталепроволочно-канатному производству, а именно к изготовлению стальных канатов . Известен способ изготовления проволочного каната, включающий свивку проволок и пластическое обжатие полученной заготовки. В этом спо собе для полного заполнения сечения каната металлом обжатие осуществляют до уменьшения диаметра заготовкой на 20-40%, преимущественно на 27,5% Ц Недостатком этого способа является ухудшение некоторых механических свойств каната, в частности, снижени его продольной жесткости в связи с большой пластической деформацией (вы тяжкой) проволок. Цель изобретения - повышение качества канатов за счет максимального увеличения продольной жесткости кана та. Указанная цель достигается тем, что прядь обжимают до уменьшения ее диаметра на 4-8% по сравнению с исходным . На чертеже приведен опытный график изменения продольной жесткости канатов разной конструкции в зависимости от степени обжатия. Номера кривых на графике соответствуют: 1-четырехпроволочный канат; 2-пятипроволочный канат; 3-канат 1+6; 4 - канат 1+9+9. Пластическое обжатие каната производится путем лротяжки его сквозь обжимной инструмент (волоку, роликовую волоку, прокатные валки и т.п.). Эта операция может выгголняться, как непосредственно на свивающей машине, так и на специальном стенде. Как видно из графика, продольная жесткость (т.е. усилие, вызывающее единичную относительную деформацию растяжения каната) изменяется в зависимости от степени обжатия качественно неоднаково. Сначала с увеличением степени обжатия жесткость увеличивается благодаря снятию свивочкых напряжений и упрочнению металла проволок. Затем жесткость уменьшается в связи с вытяжкой проволок. Максимумы кривых жесткостей лежат в диапазоне степеней обжатий 4-8%. При зтом увеличение жесткости составляет 5-25% по сравнению с жесткостью исходной заготовки. Увеличение продольной жесткости канатов на практике приводит к уменьшению деформации растяжени-я под нагрузкой. Это имеет большое значение, особенно, для шахтных подъемных канатов, арматурных, канатов строительных конструкций и др.
Формула изобретения
Способ изготовления проволочного каната, включающий свивку проволок
и пластическое обжатие полученной изготовки, отличающийся тем, что, с целью повышения качества канатов, пластическое обягатие осуществляют до уменьшения диаметра заготовки на 4-8% от исходного.
Источники информации, принятые во внимание при экспертизе
1. Патент Англии 794411, кл. 83 (4) G, опублик. 07.05.58.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ДЛИННОМЕРНОЙ КАНАТНОЙ ЗАГОТОВКИ | 1999 |
|
RU2157304C1 |
| Способ производства длинномерных витых изделий | 1990 |
|
SU1719502A1 |
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Способ пластического обжатия витого проволочного изделия | 1987 |
|
SU1434013A1 |
| Технологический инструмент для волочения витых проволочных изделий | 1988 |
|
SU1565927A1 |
| Канат стальной двойной свивки с компактным металлическим сердечником | 2020 |
|
RU2762093C1 |
