(54) ВЕРТИКАЛЬНЫЙ ВАЛОК УНИВЕРСАЛЬНОЙ Изобретение относится к металлургической промьшшенности, а именно к прокатному производству. При производстве горячекатаных двутавровых профилей с параллельными полка ми в составе прокатных станов использу ктся универсальные балочные клети, которые подразделяются на черновые, предчио товые и чистовые. Валки черновых и предчистовых универсальных клетей выполняются с уклоном рабочих поверхностей,что дает возможность производить переточку и многократно использовать их. На универсальном балочном стане НТМК уклоны рабочих поверхностей валков черновой клети составляют 16%, предчистовой. клети 8%. На большинстве современных зарубежных станов углы наклона в черновых универсйэльных клетях принимают равными 9-12, предчистовых б-В Щ . Существенное влияние на работоспособность и точность профилей оказьтает конструкция узла вертикальных валков универсальных балочных клетей. БАЛОЧНОЙ КЛЕТИ Известен вертикальный валок, выполгне.нный в виде бандажа с запрессованными внутрь подшипниками качения, насаженными на ось Г21. Особенностью конструкции универсальной балочной клети является необходимость размещать вертикальные валки в узком пространстве между шейками горизонтальных валков. При .весьма ограниченных габаритах в этом случае требуется установить подшипники вертикальных валков достаточной прочности и долговечности. Не соответствие прочности подшипников горизонтальных и вертикальных валкОв в процессе эксплуатации универсальных клетей приводит к массовым поломкам под- ШШ1НЙКОВ вертикальных валков или к нарушению при прокатке принципа равномерной деформации элементов двутаврового профиля, ухудшению качества готовой продукции, снижению производительности стана. Известен вертикальный валок универсальной балочной клети, содержащий ступицу, диск и биконический обод бочки СЗ. в процессе эксплуатации узла вертикальных i валков такой конструкции на универсальном балочном стане НТМК выяснилось, что валки такой конструкции ломаются при работе в стане по месту сое- . динения ступицы и диска валка. В течение 1978 года на УБС НТМК разрушилось более бО вертикальных валков, что привело к значительным потерям производства. Ооновной причиной поломок, как показали ио- ю
сяхедования, явилось наличие циклически повторяющихся динамических HiarpyaoK от изгибающего момента в месте сопряжения ступицы и диска валка. Изгибающий момент возникает вследствие того, что по ряду технологических факторов (неравномерность нагрева загчуговок перед прокаткой, неравномерность охлаждения элементов профиля в прсихессе прокатки, погрешности настройки универсальных клетей) невозможно обеспечить симметричное приложение нагрузки к верхней и нижней частям бочки вертикального валка. Усиление конструкции за счет увеличения толщины диска валка позволило несколько уменьшить поломки валков из стали 60ХН. Однако, это мероприятие не дало результатров на валках из стали 150ХНМ, обладающих большей износостойкостью, to меньшим сопротивлением изгибу.
Целью изобретения является увеличение срока службы вертикбшьных валков за счет выбефа оптимфшного наклона рабочих поверхностей валков черновых и предчистовых универсальных клетей.
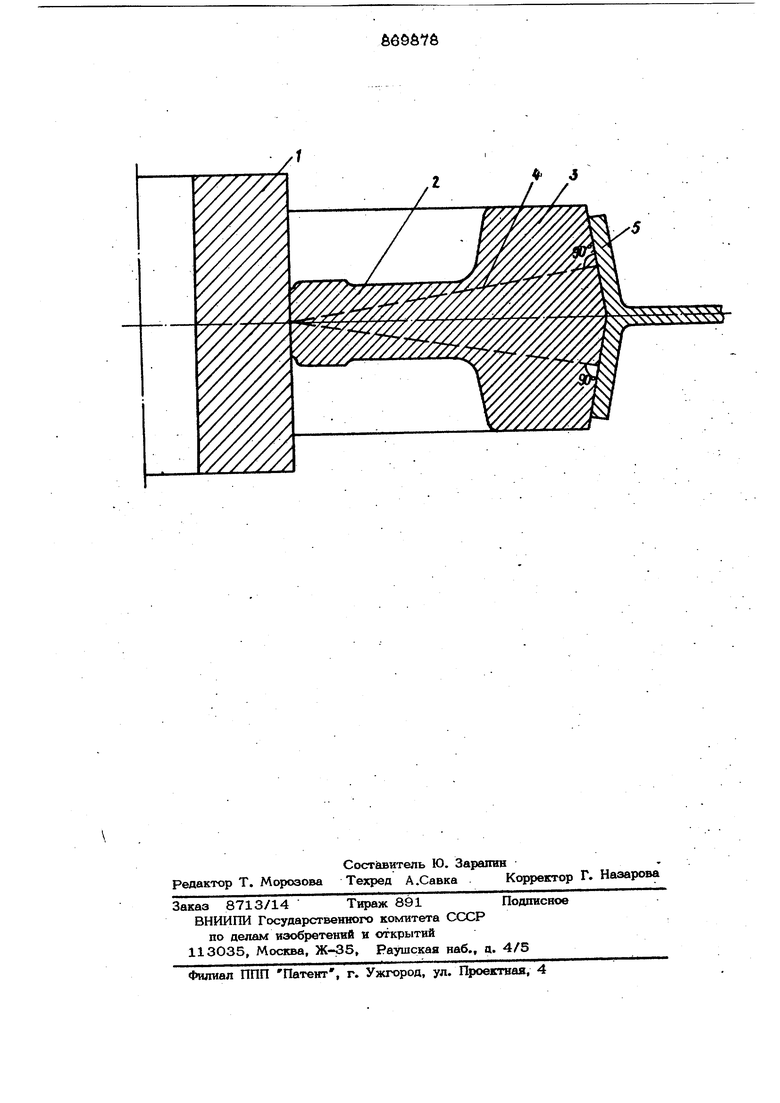
Поставленная цель достигается тем, чт обр 1Эующие конической поверхности обода бочки валка выполнены .перпендикулярно к прямым, соедин5пощим середину ступицы по ее внешней образующей и середины, участков рабочей конической поверхности бочки. При соблюдении этого условия иоклЮ1чаются поломки вертикальных валков в стане и увеличивается срок их службы. 86
торая определяется шириной полки прокатываемого, двутавра 5 .
На универсальном балочном стане .НТМК при прокатке двутавров 55Б и 6 ОБ в черновой универсальной клети при соблюдении - изложенного условия валки из стали 150ХНМ показали высокую эксплуатационную стойкость.
Формула изобретения
Вертикальный валок универсальной балочной клети, содержащий стухгацу, диск и биконический обод бочки, отличающийся .тем, что, с целью увеличения его долговечности при сохранении металлоемкости за счет снижения натфяжений изгиба в месте сопряжения диска и ступицы , образующие конической поверхности обода бочки валка выполнены перпендикулярно к прямым, соединяющим середину ступицы по ее внешней образующей и середины участков рабочей конической поверхности бочки.
Источники информации, принятые во внимание при экспертизе
1.Грицук Н. Ф., Антонов С. П. Производство широкополочных двутавров. М.,
Металлургия 1973, с. 232.
2.Там же.с. 18О-188, рис. 56, 6О-63.
3.Авторское свидетельство СССР № 199074, кл. В 21 В 31/02, 1965. 784 так как отсутствует изгибающий момент относительно ступицы. На чертеже схематически представлен валок,поперечный разрез. Валок содержит ступицу 1, диск 2 и биконический обод бочки 3 Образующие поверхности последнего выполнены пер-пендикулярно к прямым 4, соединяющим середину ступицы и середины: участков рабочей конической поверхности бочки, ко
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двутавров | 1985 |
|
SU1380811A1 |
| Способ прокатки двутавровых профилей | 1981 |
|
SU1002055A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВЫХ ПРОФИЛЕЙ | 2014 |
|
RU2574632C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки двутавровыхбАлОК | 1979 |
|
SU816583A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| Способ изготовления составных прокатных валков универсального балочного стана | 1988 |
|
SU1690871A1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2811313C1 |
| Устройство торможения вертикального валка универсальной клети прокатного стана | 2019 |
|
RU2726532C1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |